零件整體機(jī)加工一次成形工藝技術(shù)應(yīng)用
2015-11-23 07:15:08河南平原光電有限公司梁兵技能大師工作室焦作454001
金屬加工(冷加工) 2015年16期
關(guān)鍵詞:工藝
■ 河南平原光電有限公司梁兵技能大師工作室 (焦作 454001)
劉紅德 梁 兵 劉聰俐
1. 零件結(jié)構(gòu)
隨著數(shù)控加工技術(shù)的廣泛應(yīng)用,零件結(jié)構(gòu)復(fù)雜程度不斷提高,有些零件加工中,定位、裝夾非常困難,不適合多次定位、裝夾。整體機(jī)加工一次成形技術(shù)是在臥式或立臥轉(zhuǎn)換加工中心機(jī)床上,按角度旋轉(zhuǎn)、翻轉(zhuǎn)工作臺(tái),對(duì)零件所有面、孔等整體一次加工成形,滿足圖樣所有形位公差要求后,再分層掏銑零件與工藝柄相連部分,使工藝柄與工件分離。如圖1所示,零件材料是鋁合金2A12―T4型材,外圓φ32mm、K基面與孔φ30mm、M基面關(guān)聯(lián)形位精度要求較高。若兩次定位裝夾,則定位誤差較大,并且裝夾困難。采用不卸零件一次加工成形技術(shù),零件加工后形位精度得到了很好保證。
2. 加工原理
充分利用數(shù)控加工中心多角度、全方位加工優(yōu)勢(shì),利用硬質(zhì)合金銑刀高速、小進(jìn)給加工零件變形小的特點(diǎn),利用型材零件的外形殘留部分作為定位、壓緊工藝柄,利用U G軟件自動(dòng)編程功能,保證整體加工零件一致性、各面銜接吻合性好。
3. 工藝方案
(1)如圖2所示,零件單邊留量0.5mm,粗加工各面、孔,型材外形殘留部分預(yù)留成工藝安裝柄,在工藝柄處鉆螺釘過(guò)孔3×φ6.5mm,沉孔3×φ11mm,深6mm,鉆鏜孔2×φ4mm(定位銷(xiāo)孔)。零件穩(wěn)定化處理(消除內(nèi)應(yīng)力)后,研磨E 基準(zhǔn)大面,保證平面度0.008mm。
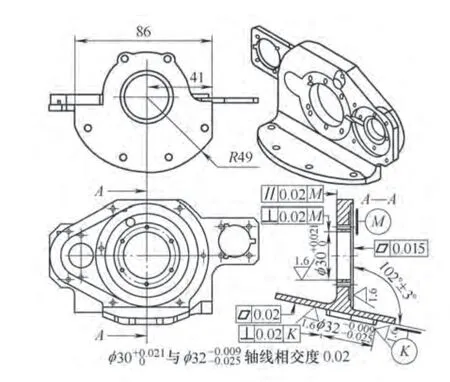
圖1 支架簡(jiǎn)圖
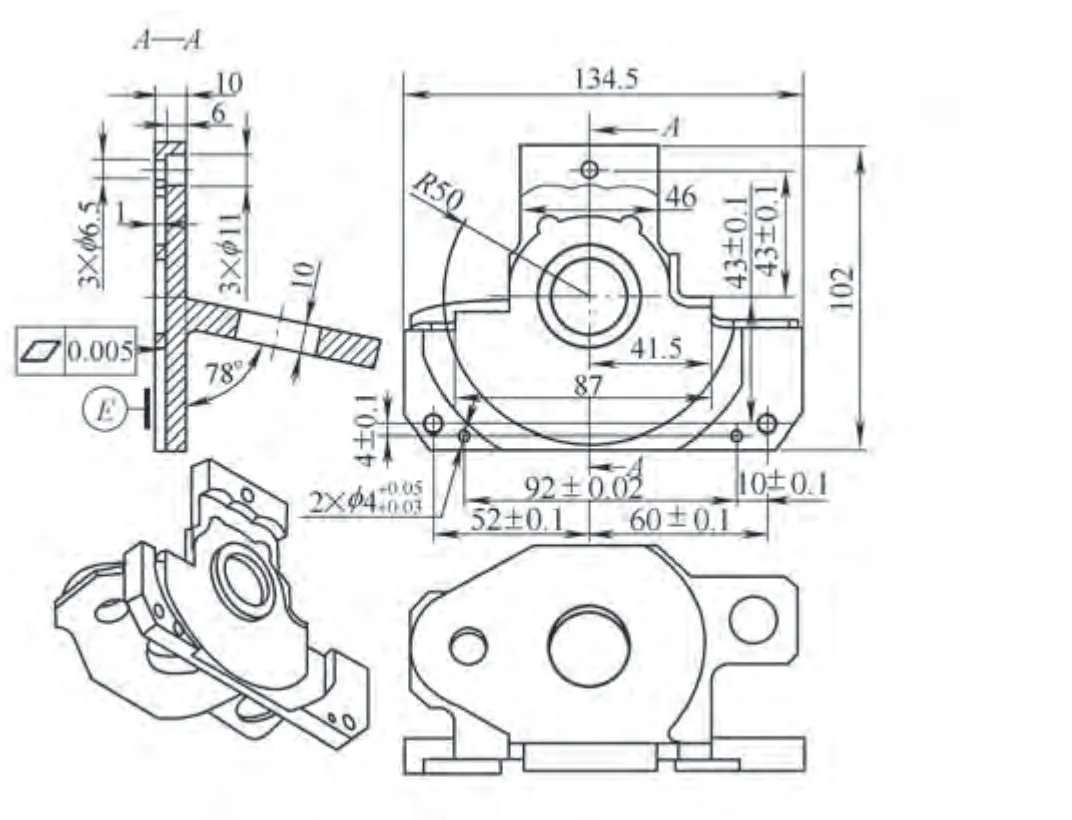
圖2 半精加工支架簡(jiǎn)圖
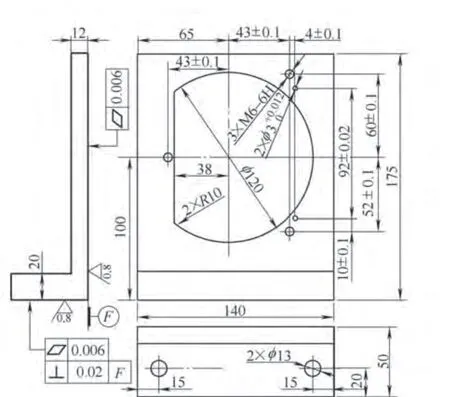
圖3 專(zhuān)用彎板夾具圖
(2)如圖3 所示,設(shè)計(jì)制作專(zhuān)用彎板,選用調(diào)質(zhì)鋼40C r材料,磨削保證安裝面平面度0.006mm,鉆攻3×M6-6H螺紋,點(diǎn)鉆鉸孔2×φ 3 m m(定位銷(xiāo)孔),鉆孔2×φ13mm彎板固定過(guò)孔,銑削讓位扁孔(為精加工圖1零件K面、φ32mm孔時(shí),棒銑刀具可以探入扁孔內(nèi)加工)。
(3)如圖4所示,采用一面兩銷(xiāo)定位原則,將圖3專(zhuān)用彎板安裝在臥式加工中心工作轉(zhuǎn)臺(tái)靠近中心位置,架表驗(yàn)證F面與工作臺(tái)面垂直,螺栓緊固彎板。以圖2研磨E面、2×φ4mm孔定位,按圖1精加工零件各面,精銑外圓φ32mm及K基面,精銑M基面及背面,精鏜孔φ 30mm等,保證尺寸及形位精度。
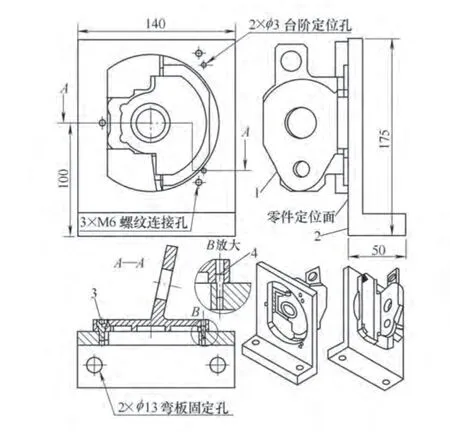
圖4 零件精加工裝夾示意圖
(4)零件加工結(jié)束前,數(shù)控程序執(zhí)行暫停指令(M00), 在零件掉落的正下部放置硬質(zhì)海綿墊( 外形約20mm×300mm×300mm),繼續(xù)加工。根據(jù)圖1,用φ 6mm硬質(zhì)合金銑刀探入專(zhuān)用彎板夾具扁孔內(nèi),按每層銑深0.1mm,分層銑削零件外輪廓R49mm、86mm與殘留工藝柄連接處,使工件與工藝柄脫離,零件掉落在預(yù)先放置的硬質(zhì)海綿墊上(避免零件磕碰變形),零件R49mm周邊殘留飛邊由鉗工清理干凈。
4. 實(shí)施效果
自主創(chuàng)新對(duì)支架零件采用整體機(jī)加工一次成形工藝技術(shù),圖1所示支架零件批量生產(chǎn)時(shí),經(jīng)三坐標(biāo)檢測(cè),形位精度統(tǒng)計(jì)數(shù)據(jù)如下:K基面平面度≤0.012mm,M基面平面度≤0.01mm,M背面平行度≤0.015mm,φ30mm對(duì)M基面垂直度≤0.013mm,φ32mm對(duì)K基面垂直度≤0.015m m,φ 30m m與φ 32m m軸線相交度≤0.014mm。批量生產(chǎn)中零件形位精度穩(wěn)定,生產(chǎn)效率大幅提高。
5. 應(yīng)用及拓展范圍
零件整體機(jī)加工一次成形工藝技術(shù)不僅可以在臥式加工中心中使用,也可以在立式、立臥轉(zhuǎn)換加工中心中得到應(yīng)用。如圖5所示零件可以在五軸加工中心上用長(zhǎng)方體鋁合金型材整體一次加工成形,分層銑去工藝柄;如圖6所示零件可以在三軸加工中心上用長(zhǎng)方體鋁合金型材,倒壓板加工,左、右支座同時(shí)整體一次加工成形,分層銑削去殘留工藝臺(tái)。
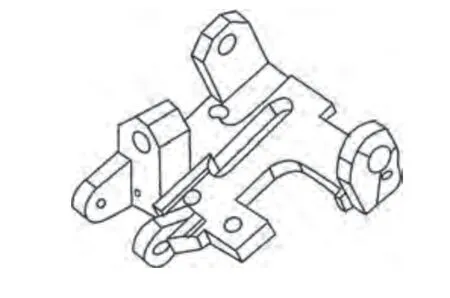
圖5 轉(zhuǎn)換基座圖
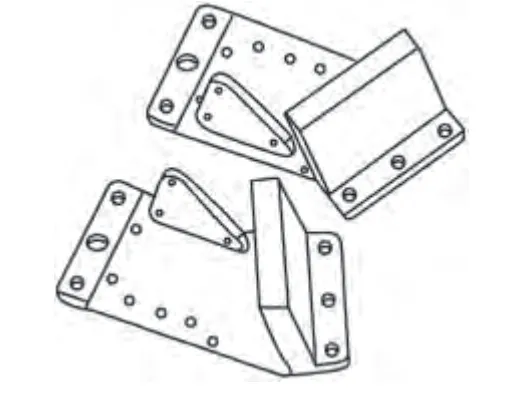
圖6 左、右支座圖
6. 結(jié)語(yǔ)
零件整體機(jī)加工一次成形工藝技術(shù)主要應(yīng)用于定位、裝夾較為困難的零件加工,可以合并加工工序,提高工作效率,保證形位精度;可用于對(duì)稱(chēng)結(jié)構(gòu)零件成對(duì)套裁加工,減少裝夾次數(shù),節(jié)約工裝制作費(fèi)用;適用于高速小進(jìn)給逐層掃描加工,加工時(shí)切削力小、切削熱少,零件不易產(chǎn)生應(yīng)力變形,這一加工理念正在我公司逐步推廣。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
