基于FANUC的數控車床電動四方刀架電氣故障診斷研究
2015-11-29 12:35:42楊丁劉帥
四川職業技術學院學報 2015年3期
楊丁,劉帥
(四川職業技術學院機械工程系,四川遂寧629000)
基于FANUC的數控車床電動四方刀架電氣故障診斷研究
楊丁,劉帥
(四川職業技術學院機械工程系,四川遂寧629000)
結合我單位CKA6132數控車床的實際維修經驗,分析了數控車床電動四方刀架的工作原理和使用過程中出現的故障,提出了基于FANUCPMC信號追蹤和PMC程序改進的故障診斷與維修方法,為類似刀架電氣故障的診斷與維修提供了更高效、方便、快捷的參考.
FANUC;電動刀架;PMC;故障;維修
經濟型數控車床是目前國內使用量最大,覆蓋面最廣的一種數控機床,這類機床多配置結構簡單、使用方便、維護成本低、通用性強的電動四方刀架作為其換刀系統[1].通過大量的維修實踐表明,刀架故障是數控車床最常見的故障之一,約占數控車床故障的半數以上.同時,電動刀架的正常運轉直接影響到機床的加工效率和穩定性,一旦出現故障,輕則機床不能加工工件,重則造成工件廢品甚至出現重大安全事故.因此,當電動刀架出現故障時,能夠準確迅速地排除故障顯得尤為重要.
1 電動四方刀架的結構及其控制原理
1.1 機械結構
目前,電動四方刀架雖然品牌和型號繁多,但是控制原理卻基本相同,機械結構也基本類似,主要由電動機、蝸輪蝸桿換刀機構、霍爾元件發信盤等組成,其機械結構實際是一種蝸輪蝸桿減速器,可以實現減速及增大輸出轉矩的目的.刀架結構簡圖如圖1.
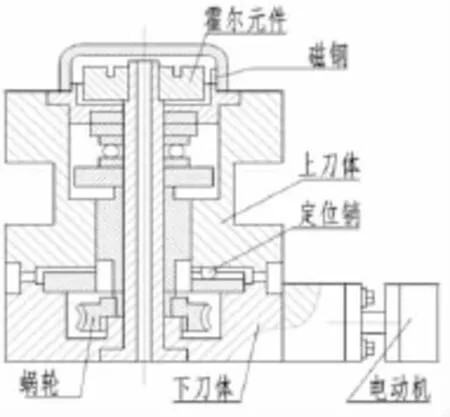
圖1 電動四方刀架結構簡圖
1.2 電氣原理
在F A N U C數控車床中電動四方刀架的動作是通過P M C控制來實現的,并由發信盤作為刀位號檢測元件,見圖2.發信盤是固定在刀架內部中心固定軸上由尼龍材料作為封裝的圓盤部件,發信盤的內部設有四個霍爾元件,分別對應刀具號T1~T4.當數控車床需要換刀時,由數控系統執行T代碼指令,并將其刀位信號F26和選通信號F7.3發送給P M C,然后P M C對刀位信號進行譯碼、比較判斷,然后再輸出電動機的正轉控制信號[2].
四方刀架的上刀體開始旋轉換刀,同時也帶動固定在刀架上的磁鋼旋轉,當磁鋼轉到與發信盤內部某一霍爾元件相對時,發信盤就將這個信號發給P M C,P M C再輸出電動機的反轉控制信號,這時四方刀架再通過其機械結構完成定位和鎖緊等功能.
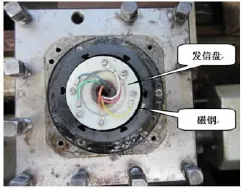
圖2 電動四方刀架發信盤與磁鋼的結構
在換刀時P M C輸出Y2.5高電平信號,中間繼電器K A5得電,于是接觸器KM2線圈通電,電動機正轉。當刀架轉動到T1~T4的某刀位時,該刀位上霍爾元件向數控系統輸入低電平,而其他刀位霍爾元件輸入高電平,通過分線器模塊送給數控系統的P M C。當刀架轉到所選刀號時P M C輸出Y2.6高電平信號,中間繼電器K A6得電,于是接觸器KM3線圈通電,電動機反轉。電動四方刀架的電氣控制原理見圖3。
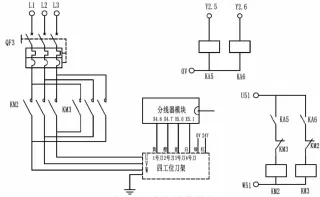
圖3 電動四方刀架的電氣控制原理圖
1.3 PMC控制原理
在P M C接收到C N C發出的換刀指令后,首先對當前刀號與指令刀號進行比較,如果二者不相同,則進行換刀操作[3]。在刀架轉動過程中,發信盤的4個霍爾元件不斷檢測刀架的位置并向P M C反饋刀位信號。P M C實時地將反饋刀位信號(當前刀位信號)與指令刀位(需換刀刀位)相比較,當兩信號相同時,說明刀架已在所選刀位,則發出反轉信號,否則繼續正轉,電動四方刀架的P M C控制框圖如圖4。
2 電動四方刀架的故障診斷與維修
2.1 電動四方刀架的故障種類
從前面的分析可以看出,電動四方刀架的故障主要分為兩類:一是機械故障,二是電氣故障。對于機械故障的診斷一般比較簡單,機械故障一般多為卡死或鎖不緊等現象,可以使用內六角扳手轉動蝸桿端部的一個6mm內六角孔,手動進行轉位和鎖緊測試,若存在故障只需更換或修配相應零部件即可。從實際經驗看電動四方刀架的電氣故障占絕大多數,例如常見的故障表現有:①某一把(或幾把)刀找不到刀位,刀架轉動不停;②刀架不轉動;③刀
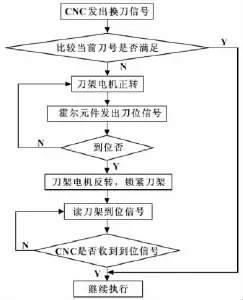
圖4 電動四方刀架的PMC控制框圖
架不反轉鎖緊;④刀位號不正確;⑤其它。
2.2 FANUCPMC信號追蹤功能
F A N U CP M C信號追蹤功能可以對設定的信號進行實時監控,便于掌控信號的瞬間變化和信號與信號之間的相互關系。追蹤的結果作為信號的時間表顯示,同時動態顯示信號采樣波形,追蹤點最多32點,采樣分辨率可精確到8ms。對于輔助診斷疑難故障十分方便。F A N U CP M C信號追蹤畫面如圖5。
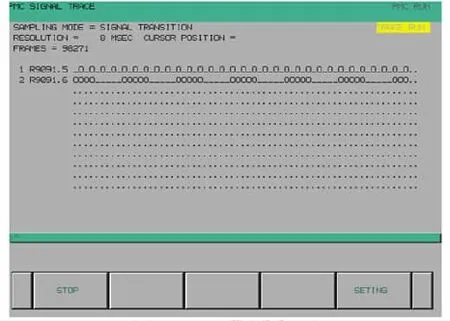
圖5 FANUCPMC信號追蹤畫面
2.3 刀架常轉不停故障分析與處理
2.3.1 故障現象
M DI或A UT O方式執行程序更換任何一把刀具時,刀架均一直轉動不停,找不到刀位號。
2.3.2 故障診斷
調出P M C程序信號追蹤畫面,設定刀架正轉(Y2.5)、刀架反轉(Y2.6)、T1~T4檢測(X4.6、X4.7、X5.0、X5.1)為監控信號。
通過對換刀信號的監控,發現刀架在轉動過程中,刀架正轉輸出繼電器Y2.5一直有輸出,刀位號T2的輸出信號X4.7一直輸出“1”,而T1、T3、T4的輸出信號X4.6、X5.0、X5.1會隨著刀架的轉動而出現周期性到位信號“0”。由此判斷可能是T2刀位檢測信號線路或霍爾元件出了問題,將T2刀位號的信號線直接與“0V”短接,發現信號追蹤畫面的X4.7發生了變化,由此可判斷線路不存在故障,而是霍爾元件出了問題,它的T2刀位無法輸出狀態“0”。
2.3.3 故障處理
上述故障在沒有霍爾元件及時更換時,可以通過改進P M C程序對T2號刀進行屏蔽。調出P M C程序進行分析,發現刀位檢測使用了P M C的負邏輯信號,T1~T4換刀到位的檢測信號地址狀態如表1所示。原P M C梯形程序如圖6所示。
為了實現所需功能,通過增加P M C的K1.1~K1.4參數來設定需要屏蔽的刀位號。改進后,如果T1~T4的某刀位檢測元件出現故障,只需要將與之對應的P M C參數K1.1~K1.4的某位設置為“1”即可,改進后的梯形圖程序如圖7。
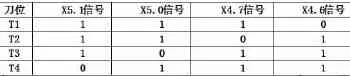
表1 換刀到位的檢測信號地址狀態
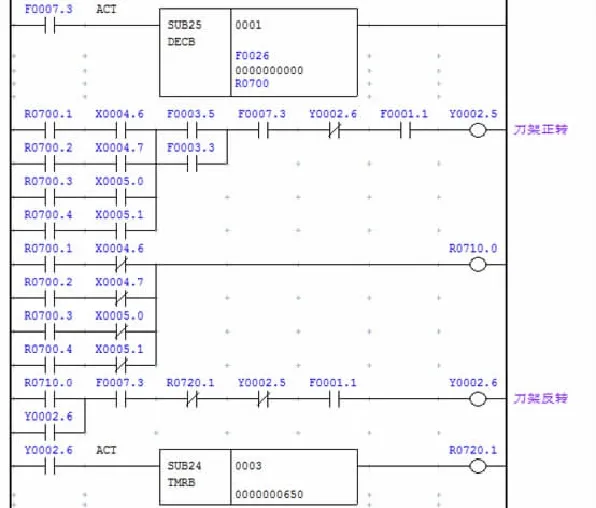
圖6 原PMC梯形圖程序
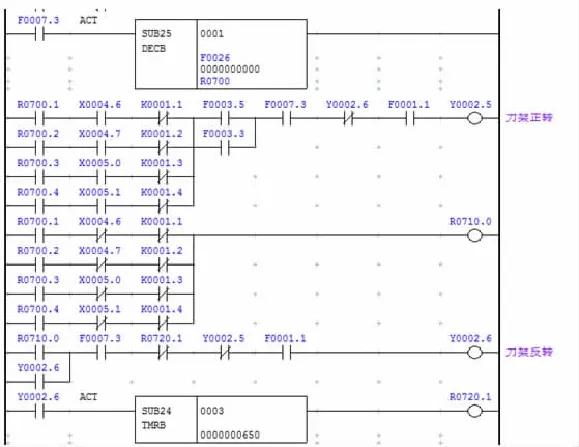
圖7 改進后的PMC梯形圖程序
2.3.4 試驗結果
將P M C參數中的K1.2設置為“1”,然后分別在M DI與A UT O方式下執行T1、T3、T4刀位的換刀程序,四方刀架工作恢復正常,達到預期目的。
3 結束語
本文分析了數控車床電動四方刀架的結構和控制原理,介紹了一種電動四方刀架故障診斷與維修的新的方法,通過對P M C程序的改進優化,使得某個刀位檢測信號出現故障時可以很方便地對其進行單獨屏蔽,從而不影響其他刀位的正常工作。該方法經過反復驗證,效果非常良好,為類似問題的解決提供了更高效、方便、快捷的參考。
[1]劉安寧,王曉東.數控車床四工位電動刀架的故障分析及維修[J].拖拉機與農用運輸車,2011,(6):78-79.
[2]北京F A N U C公司.F A N U CP M C梯形圖語言編程說明書[E B/O L]. http://www.docin.com/p-286899832.html.
[3]喻步賢.數控車床的電動刀架故障診斷與維修[J].機床與液壓,2013,(11):160-162.
TheResearchon FaultDiagnosisofElectrical4-position TurretofNCLatheBasedon FANUCSystem
Y A N G D ing,L I U S huai
(S ichuan Vocational and Technical C ol lege,S uining S ichuan 629000)
A ccording to the practical repair e x perienceof C K A6132N C lathe,the principleof operation and faul t of the elect rical 4-position turret of N C lathe have been analy z ed,and themethod of faul t diagnosis and repair to improve the P M C programbased on F A N U CP M C signal t racing has been proposed.I t hasgreat reference value to the faul t diagnosis and repair of identical or simi lar elect rical tur ret.
F A N U C;E lect rical Tur ret;P M C;F aul t;R epair
TG519.1
A
1672-2094(2015)03-0159-04
責任編輯:張隆輝
2015-05-05
楊丁(1975-),男,四川遂寧人,四川職業技術學院副教授,碩士.研究方向:數控技術、CA D/CA M.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
汽車維護與修理(2016年10期)2016-07-10 08:17:41
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
汽車維修與保養(2015年6期)2015-04-17 03:31:50
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
汽車維護與修理(2015年2期)2015-02-28 12:15:39
振動、測試與診斷(2014年5期)2014-03-01 01:14:21