汽車覆蓋件總成包邊不良及解決方法
2015-11-30 03:27:08長城汽車股份有限公司技術中心河北省汽車工程技術研究中心張宗樂
金屬加工(熱加工) 2015年21期
關鍵詞:調試
長城汽車股份有限公司技術中心/河北省汽車工程技術研究中心 張宗樂,張 彥
汽車覆蓋件總成包邊不良及解決方法
長城汽車股份有限公司技術中心/河北省汽車工程技術研究中心 張宗樂,張 彥

當代汽車行業發展迅猛,在整車中,包邊不良是一項非常棘手的問題,因為其關系著整車外觀問題,影響整車的精細化感知及顧客的購買欲,一個擁有漂亮外觀的整車能夠第一時間抓住顧客的眼球,因此整車廠為了更好的消費者口碑、更好的質量和銷量,會把此類外觀性問題快速解決,本文系統介紹包邊缺陷并結合實際生產過程中的發動機蓋總成后角包邊不良問題,分析如何解決后角包邊不良問題。

手機掃描二維碼,了解更多精彩內容
整車外覆蓋件是消費者第一眼能夠看到得,需要顯現整車分縫線的匹配完美,因此要求覆蓋件與周圍零件必須保持圓滑過渡和均勻一致的間隙,同時覆蓋件總成應具備良好的互換性。為此汽車行業衍生出包邊工藝,通過包邊來形成光滑邊緣替代原來內外兩層金屬板材直接焊接而形成的毛邊,提升覆蓋件總成的外觀質量,因此包邊工藝成為覆蓋件總成的最重要工藝。
包邊原理及缺陷類型
包邊工藝是為了結合內外板或把一張板材,利用模具把翻邊折壓的工序。主要用于車身覆蓋件,如車門內外板、發動機蓋內外板、行李箱內外板、后背門內外板等。作為汽車制造焊裝工藝的重要組成部分,包邊是一個較為復雜的系統技術,是工件上下料及運輸、工件包邊工作狀態確定、定位壓緊、工件預包邊及包邊、設備運行控制等多項技術的有機結合。
根據車身裝配工藝技術要求,包邊成形后門蓋總成周邊必須平滑順暢,無波狀起伏和明顯褶皺,內外板包合處必須平實服貼。同時,為保證整車外觀美觀,內外板在包邊過程中都不允許有任何變形損傷。但實際生產過程無法保證生產出理論設計狀態,存在各種各樣的包邊缺陷。常見的包邊缺陷分為表面形狀缺陷和邊緣缺陷兩類。其中表面形狀缺陷包括:形狀扭曲、表面凹凸等;邊緣缺陷包括:壓傷、邊緣凸起(俗稱“雙眼皮”)、包邊面凸凹、翹邊、疊料、內板干涉等(見圖1)。
問題描述
長城汽車某車型發動機蓋總成在包邊時存在后角包邊棱線不順問題,問題部位需返工處理,影響整車外觀品質,制約生產效率,如圖2所示。
該發動機蓋后端包邊采用水滴包邊,水滴包邊主要起到行人保護的作用,汽車與行人在發生碰撞后,水滴包邊增大頭部與機蓋圓角接觸區域,在碰撞時有助于保護行人頭部,讓行人頭部免受傷害。水滴R角一般為2.5mm(見圖2)。
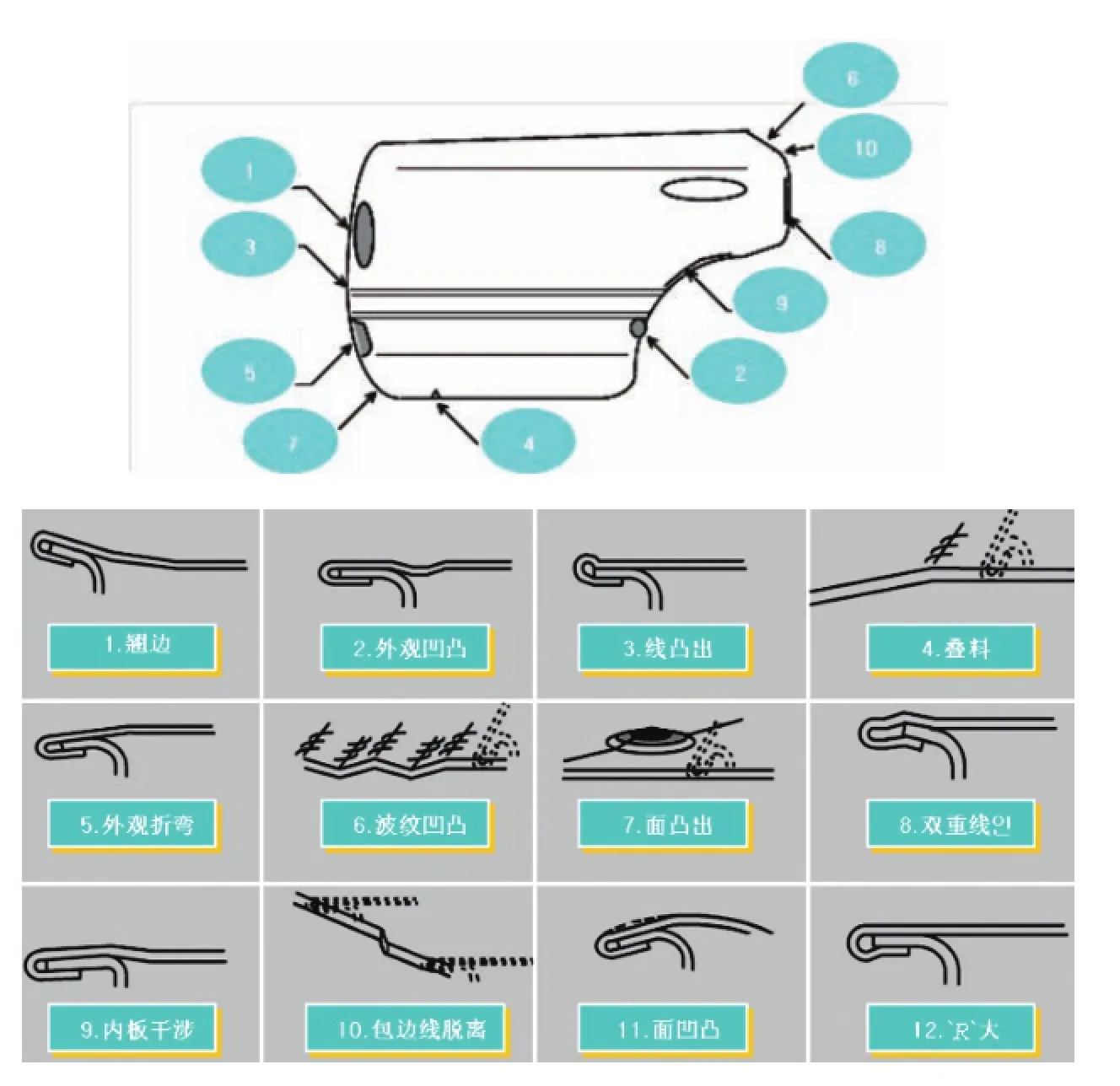
圖1 主要不良位置及現象
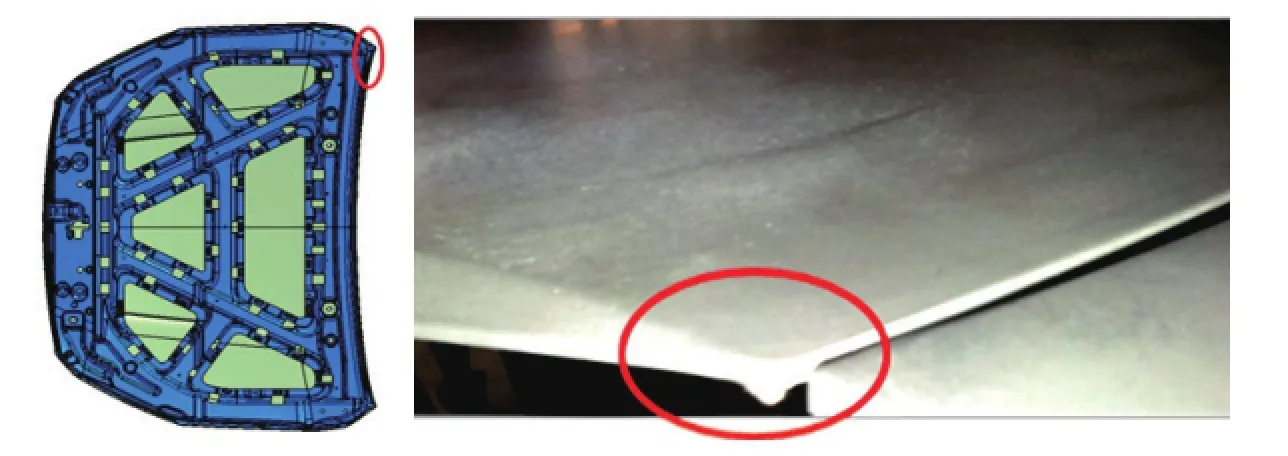
圖2 發動機蓋后角包邊不良位置示意
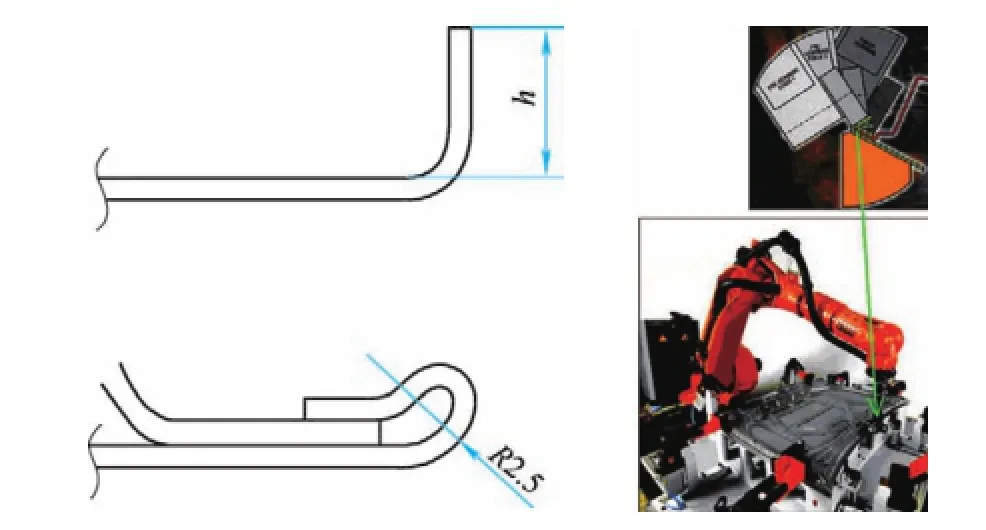
圖3

圖4 半包邊
原因分析
分析包邊不良問題的原因,一般思路為:單件狀態→包邊過程→總成狀態。
(1)檢測外邊翻邊角度、高度,內板修邊尺寸,內外板搭接R角是否存在干涉。
(2)將外板及內板總成放到胎膜上,通過確認包合過程中滾邊步數、滾邊速度、滾邊壓力、內板總成定位、滾邊軌跡等內容與理論設計的差異。
(3)將包合完成的總成放到總成檢具上對間隙面差進行確認,進一步分析是否存在其他因素。
通過對前期解決包邊不良案例經驗進行分析總結,包邊翻邊尺寸設定是影響包邊品質的重要因素,型面變化區域的翻邊高度和過渡區域的翻邊設定不適當時,僅靠包邊是不可能達到最終品質要求的,可見翻邊高度設定的重要性,其是包邊整改前須首先要解決的重要事項。
機蓋后角處R角如圖4所示,與翻邊高度的關系如附表所示。
對機蓋內板修邊及外板單件翻邊高度進行測量,經測量機蓋外板后角翻邊高度比理論值小1.5mm,對機蓋外板修邊模具凸模進行補焊加工,使機蓋外板修邊增加2.0mm(左右對稱調整)。
用新狀態制件進行包邊確認:不良問題明顯改善,但仍無法徹底消除。可見,機蓋外板制件修邊過短,是造成包邊不良的原因之一,因此后期在外板沖壓件模具設計前,充分考慮到滾邊對翻邊長度和翻邊角度的特殊要求,設計時應保證內外板包合后的重疊量不小于3mm。
對包邊過程進行確認,在預包邊結束后對預包合狀態進行確認,未發現包邊不良問題,滾邊結束后,包邊不良問題出現,因此,判定出現此問題主要原因是滾邊軌跡、壓力等調試不合格。現場調試人員結合前期滾邊調試經驗及方法對滾邊壓力、滾邊軌跡等方面進行調試,調試合格后使用修邊更改后新狀態制件再次進行包邊確認,后角包邊不良問題最終消除如圖5所示。因此,后期在滾邊調試過程中對壓力設置的合理性及穩定性、滾輪與制件邊緣的平行度、滾輪與制件翻邊接觸點的一致性等方面上重點進行關注。
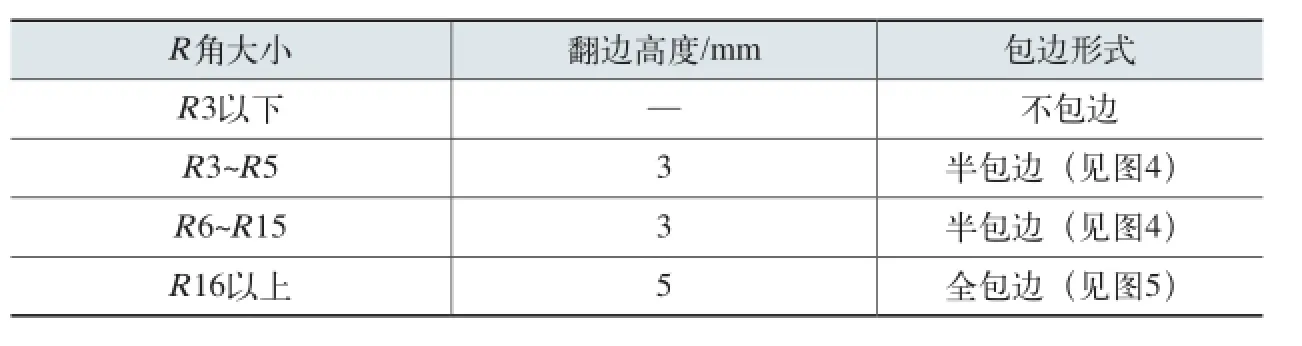
機蓋后角處R角與翻邊高度的關系

圖5 全包邊
總結
引起機蓋后角包邊不良問題有多種原因,首先對包合前內板修邊、外板翻邊高度等在檢具上進行確認,發現外板翻邊高度比理論設計短,通過對現場修邊模具更改,調整翻邊高度后,后角包邊不良問題有所好轉,但未根本解決包邊不良問題,然后對滾邊過程進行確認,發現滾邊壓力設定存在問題,通過重新對滾邊壓力及滾邊軌跡進行調試,最終將后角包邊不良問題消除。另外,影響機蓋包邊不良的原因還有很多如包合角度、包合壓力、內外板未放置到位等,后期針對不同包邊不良問題,可參考本文思路進行解決。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
