5A06薄板鋁合金的手工鎢極氬弧焊工藝研究
2015-12-03 11:43:04李常青
中國軍轉民 2015年10期
■李常青 樊 虎
一、引言
鋁合金具有較高的比強度,導電性、導熱性以及良好的耐蝕性,因此,在航空航天、機械制造、電工、化學工業(yè)和某些特殊的應用場合得到大量的應用。5A06鋁合金是Al-Mg系非熱處理強化防銹鋁合金,其可焊性很好,通常作為焊接結構材料使用。
5A06鋁合金焊接時有以下特點:1.表面極易形成一層難容的氧化膜,焊接時若不能有效清除易出現(xiàn)未焊透、未熔合、夾雜和氣孔等缺陷;2.其導熱性強而熱容量大,必須采用能量集中的熱源;3.線膨脹系數(shù)大,焊接時易產(chǎn)生變形,在拘束應力下易導致裂紋;4.焊接接頭易出現(xiàn)抗拉強度偏低,塑性不足。現(xiàn)目前,鋁合金焊接方法主要有氬弧焊、電阻焊、電子束焊、電渣焊和釬焊等。其中,鎢極氬弧焊是在惰性氣體氬氣的充分保護下進行焊接,阻止空氣中有害氣體的傾入,能夠獲得性能較好的焊接接頭,焊縫成型美觀。手工鎢極氬弧焊是當前應用最廣泛的一種焊接方法。
通過不斷深化和完善,其在焊接鋁合金時具有以下優(yōu)點:1.防止空氣侵入,接頭處不受氧、氮及氫的侵蝕,可獲得高質量的焊縫;2.避免焊縫中生成夾渣和氣孔;3.焊縫及構件的收縮量很小;4.焊接接頭的力學性能和抗蝕性能大大提高;5.對構件準備工作要求不高,焊接操作簡單。
本文針對某型號5A06鋁合金產(chǎn)品焊接問題,對試板進行了不同工藝參數(shù)條件下的手工鎢極氬弧焊焊接,設計了焊接工裝夾具,獲得了理想的工藝參數(shù),焊接接頭性能達到指標要求。通過本次試驗,為我廠某產(chǎn)品實際焊接提供了試驗數(shù)據(jù)支持,也為5A06鋁合金手工鎢極氬弧焊提供了技術參考。

表1 5A06鋁合金化學成分(質量分數(shù))(%)
二、試驗材料和方法
試驗材料為400mm×80mm×5mm規(guī)格的5A06鋁合金板材,示意圖如圖1,手工鎢極氬弧焊填絲為φ3.0的鋁鎂焊絲。表1給出了5A06鋁合金化學成分。其室溫抗拉強度為320MPa。
焊接設備為交流氬弧焊機,試板采用平板對接接頭形式,試驗前將待焊的試板進行堿洗處理,在烘箱中烘干后按照表2給出的6組焊接工藝參數(shù)進行手工鎢極氬弧焊接。其中保護氣體為99.99%的氬氣,焊接時氣流量為8L/min。焊接時先進行點焊,然后進行坡口正面焊接,然后用砂輪對背面進行打磨,去掉氧化膜后進行背面焊接。
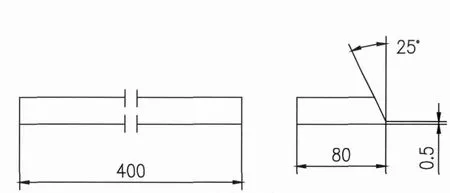
圖1 試板加工示意圖
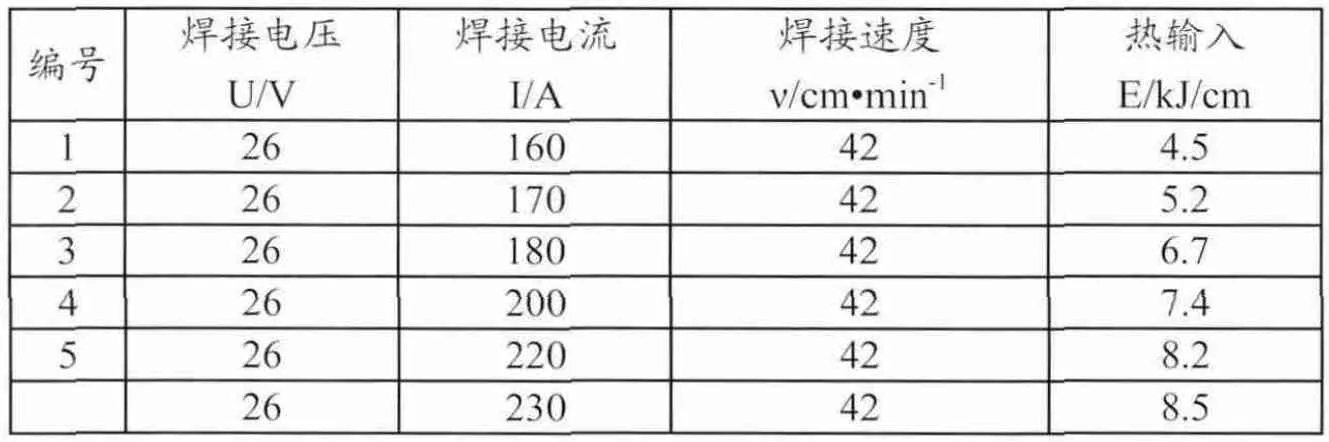
表2 焊接工藝參數(shù)
焊后將外觀成型好的焊縫按照QJ2698-95 Ⅰ級進行X光透視檢查。為了考察手工鎢極氬弧焊焊接接頭在常溫下的力學性能,對于無缺陷的試板,按照GB/T 2651-2008加工成拉伸試樣,并進行拉伸試驗。每一試板加工5個板拉伸試樣,取其平均值為最終抗拉強度值。
三、焊接工裝夾具的設計

圖2 平板對接示意圖
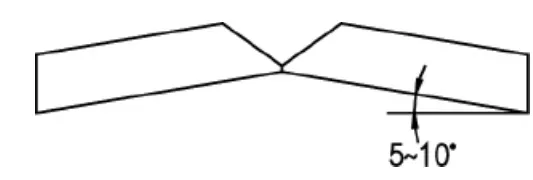
圖3 預變形對接示意圖
5A06薄板焊接易變形,通過焊后進行人工時效可消除殘余應力,保證接頭強度。按照圖2平板對接進行手工鎢極氬弧焊焊接,焊后發(fā)生先焊面受壓應力的變形。經(jīng)過人工時效后,并未消除焊接變形。為減小焊接變形,按圖3在點焊時給5°~10°預變形,焊后進行人工時效后,存在輕微變形,且預變形角度的控制也難以達到最終尺寸精度要求。為進一步防止或減少工件的焊接變形,設計了簡易的工裝夾具,示意圖如圖4所示。使用工裝夾具焊接后進行人工時效,能控制試板的焊接變形,滿足尺寸精度要求。
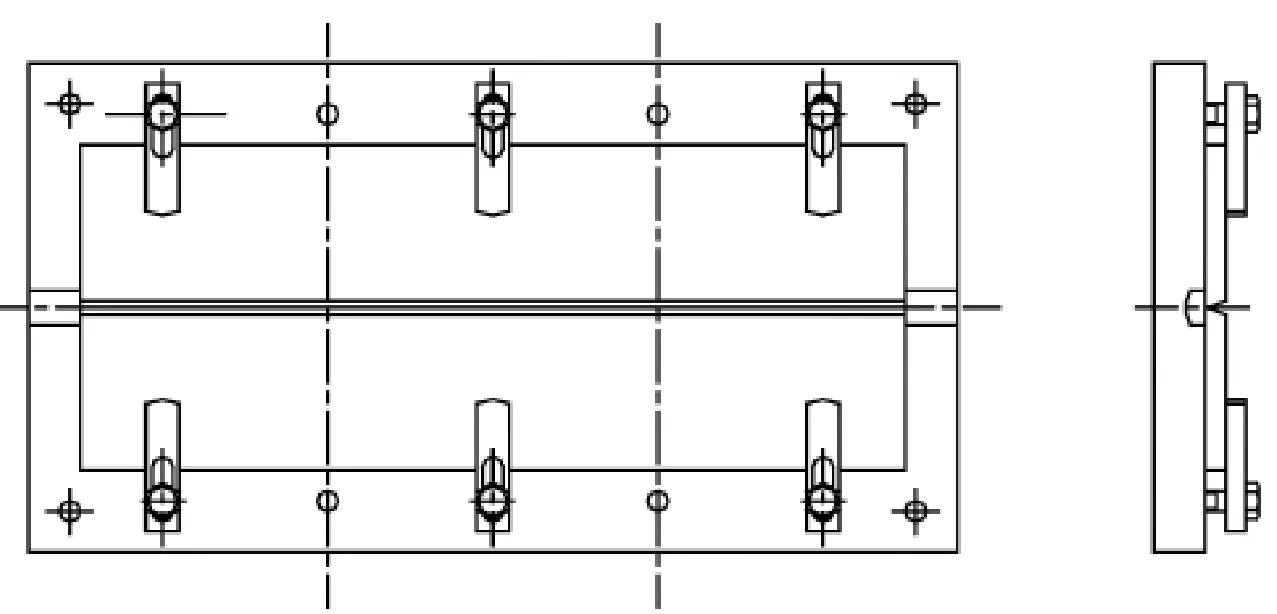
圖4 使用夾具對接示意圖
四、不同工藝條件下,接頭抗拉強度結果分析
通過使用工裝夾具,并按照表2工藝參數(shù)進行手工鎢極氬弧焊焊接,獲得6個焊接接頭,分別給每一接頭打上1到6的編號。通過X光透視檢查發(fā)現(xiàn)所有編號的接頭都未出現(xiàn)裂紋、氣孔等缺陷,都具有成型性較好的焊縫。影響焊接接頭質量的工藝參數(shù)主要有氣體流量和焊接電流。
99.9%的高純氬惰性氣體可以保護熔池不被氧化,氣流量又對工藝性能和最終焊縫成型有重要影響。氣流量過大會使熔池“翻漿”,周圍空氣容易卷入熔池,保護效果不好;氣流量過小,排除周圍氣體的能力也減弱,同樣使保護效果降低。通過調整,焊接時氣流量選擇8L/min時能達到最佳效果。
焊接熱輸入對接頭成型和最終性能有直接影響。熱輸入過大,容易出現(xiàn)過燒、大的焊接變形、熱影響區(qū)晶粒粗化等現(xiàn)象。熱輸入過小,熔池停留時間短,不利于熔池中氫的逸出,容易獲得淬硬的組織。公式(1-1)為焊接熱輸入公式:

式中:E為焊接熱輸入,J/cm;U為焊接電壓,V;I為焊接電流,A;ν為焊接速度,cm/min。
由公式(1-1)可知,焊接熱輸入與電壓電流成正比,與焊接速度成反比。在實際焊接過程中電壓變化不大,選擇的焊接速度一定,那么焊接熱輸入主要由焊接電流決定。通過研究焊接熱輸入和試板抗拉強度之間的關系,可找到最優(yōu)化的焊接參數(shù)以滿足接頭的使用性能。
通過對6組試板進行拉伸試驗,取試驗獲得的5個抗拉強度值的平均值作為每一工藝參數(shù)條件下抗拉強度。圖5給出了這6組不同工藝參數(shù)下所得焊接接頭的抗拉強度。
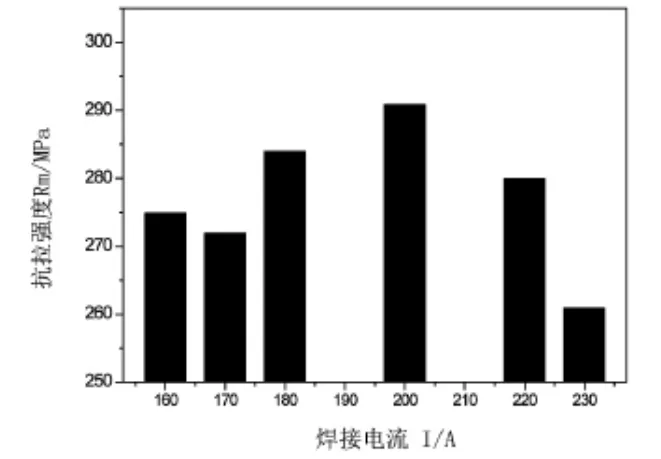
圖5 不同焊接電流下接頭抗拉強度
由圖5可知:焊接電流為200A時獲得接頭抗拉強度最高,其值為291MPa,為母材抗拉強度的90.6%,其表現(xiàn)出最好的接頭抗拉強度。選擇焊接電流為200A時工藝參數(shù)為最終的產(chǎn)品焊接工藝參數(shù)。
焊接電流分別為160A、170A、180A時,接頭抗拉強度變化不大分別 為 275MPa、272MPa、284MPa, 分別為母材抗拉強度的85.9%、85%、88.5%。雖然這3組表現(xiàn)出了較好的抗拉強度,但比焊接電流為200A時接頭抗拉強度低。
焊接電流為220A、230A時的接頭抗拉強度較焊接電流為200A時接頭抗拉強度小,分別為母材抗拉強度的87.5%、81.6%,隨著焊接電流的增加,接頭抗拉強度有明顯減小趨勢。焊接電流是決定焊縫熔深的最主要參數(shù),隨著電流的增加熔深增加,同時使熱影響區(qū)加大,接頭出現(xiàn)軟化現(xiàn)象,強度降低。
五、結論
1.5mm厚5A06鋁合金試板采用手工鎢極氬弧焊時產(chǎn)生焊接變形,通過設計簡易焊接工裝后,能有效控制焊接變形,滿足后續(xù)尺寸加工精度要求。
2.通過設計6組不同焊接工藝參數(shù),對鋁合金試板進行手工鎢極氬弧焊焊接,均獲得成型良好的焊接接頭。其中焊接電流為200A時,接頭抗拉強度達到母材抗拉強度的90.6%,表現(xiàn)出較好的力學性能,從而也將焊接電流為200A時的工藝參數(shù)作為實際產(chǎn)品焊接工藝參數(shù)。
[1]中國機械工程學會焊接學會.焊接手冊(第二版)[M].機械工業(yè)出版社.2007.7:507-519.
[2]曾樂.現(xiàn)代焊接技術手冊[M].上海科學技術出版社.1996:243-281.
[3]王繼長,向嚴君。5A06鋁合金薄壁貯箱焊接[J].火箭推進2010.10:50-53.
[4]劉紅偉,王法科等.5A06鋁合金焊接接頭性能研究[J].兵器材料科學與工程.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
