基于精益化理論煙草物流企業的現場管理研究
2015-12-07 12:00:14李光洋
物流科技 2015年7期
李光洋
(湖南工業大學 商學院,湖南 株洲 412007)
LI Guang-yang
(School of Business,Hunan University of Technology,Zhuzhou 412007,China)
0 引言
煙草物流企業的主要任務包括卷煙的接收、入庫、倉儲、分揀、結算、送貨等,實現了卷煙從生產企業到零售戶,最終到消費者這樣一個過程。卷煙入庫、倉儲、訂單揀選和分揀等核心環節的作業場所是煙草物流企業運作的基礎,而作業現場管理水平的高低與服務質量、響應速度、物流成本控制、作業安全等密不可分,也是煙草物流企業生存的關鍵所在。本文將引入精益思想,構建精益化的現場管理體系,消除浪費,降低生產成本,提高煙草物流企業的現場管理水平。
1 精益化現場管理內涵
1.1 精益思想
精益思想(Lean Thinking)源于20 世紀80年代日本豐田汽車公司發明的精益生產(Lean Manufacturing)方式[1]。精益生產是一種以高效性、合理性和柔性為特點的生產運作管理方式,其核心理念為消除無效勞動和浪費。
精益思想的核心是杜絕一切浪費,以較少的人力、較少的設備、較短的時間和較小的場地創造出盡可能多的價值[2];從顧客的需求出發,從客觀實際出發,提供給客戶切實想要的東西。精益思想的五大原則完美的體現了其核心理念,即企業產品的價值只能由最終用戶來確定,識別價值流,創造價值的各個活動(步驟)流動起來,使用戶精確地在他們需要的時間得到需要的東西,通過不斷的改善達到盡善盡美[3]。
1.2 現場管理
現場管理的萌芽來自泰勒的科學管理時代,1955年日本工業開始推行“2S”——整理和整頓,以重振民族工業,后因生產和質量控制的要求又相繼提出了“3S”、“5S”,現場管理逐漸發展成系統的管理方法。現場管理就是對作業現場的生產要素進行合理、高效的計劃、組織、協調、控制和改進的活動[4]。主要內容包括:建立完善的現場管理組織和反饋機制,制定科學、合理的管理制度和作業標準以及作業方法,實現人(作業人員和管理人員)、機(設備、工裝夾具)、料(原材料)、法(作業方法)等生產要素的高效、合理配置,以期創造良好的作業環境。現場管理方法目前在制造型企業應用較多,而針對煙草物流企業的現場管理研究相對較少,本文借鑒制造型企業的現場管理方法,研究卷煙物流企業現場管理,本文的現場是指煙草物流企業從事入庫、倉儲、訂單揀選和分揀、發貨的場所。
1.3 精益化現場管理
從以上可以知道,精益現場管理就是以精益思想為指導,以滿足客戶需求為目的,從環境改善、消除浪費和標準化三方面入手,對人、機、料、法、環、信息以及質量等生產要素,進行科學有效的計劃、組織、協調、控制和改進,從而提升作業環境,提高作業效率,減少作業中的浪費(包括人力、機器、時間、場地、能耗),最終實現作業現場管理的精益化。
2 推行精益化現場管理的必要性
2.1 提升形象,創造良好工作環境
精益化現場管理的實施可以為幫助煙草物流企業樹立良好經營形象,營造并保持現場作業環境的井然有序、一目了然,促使員工養成遵守規范及標準的習慣。良好的現場作業環境,使得員工歸屬感增加,滿意度提高,工作也更加舒心。良好的企業形象,使得客戶對企業更加有信心,社會和公眾對企業更加信賴。
2.2 消除浪費,提高企業經濟效益
精益化的現場管理可以消除企業平時不易被發現的潛在危險,防止事故災害的發生,保障設備流暢運作,減少因事故或設備故障引起的等待浪費;減少員工因尋找工具、搬運原料時的來回走動;保證作業質量,防止作業差錯,提高企業生產效率,減少殘次品的浪費。總之,消除各種工作現場的浪費,降低生產運營成本,以提高企業經濟效益。
2.3 提高素質,實現企業管理的整體優化
現場管理是局部的、單一的,企業管理是整體的、全面的,它們之間又是相輔相成、相互促進的。現場管理在保證實現企業生產經營總目標的基礎上,既要做到各項專業化管理達到最優,又要最大限度地遵從企業管理的整體優化要求。與此同時,企業管理也要把管理的重心移到現場管理優化這一基礎上來,企業的其他職能部門則要主動地為生產現場提供服務,為現場創造良好的工作環境。實現了現場管理的精益化,企業管理的整體優化則前進了一大步。
3 煙草物流企業的浪費及成因分析
結合實際調研情況,總結了煙草物流企業作業現場存在的主要浪費現象,主要分為兩大部分:現場的浪費和管理的浪費,具體的表現見表1。
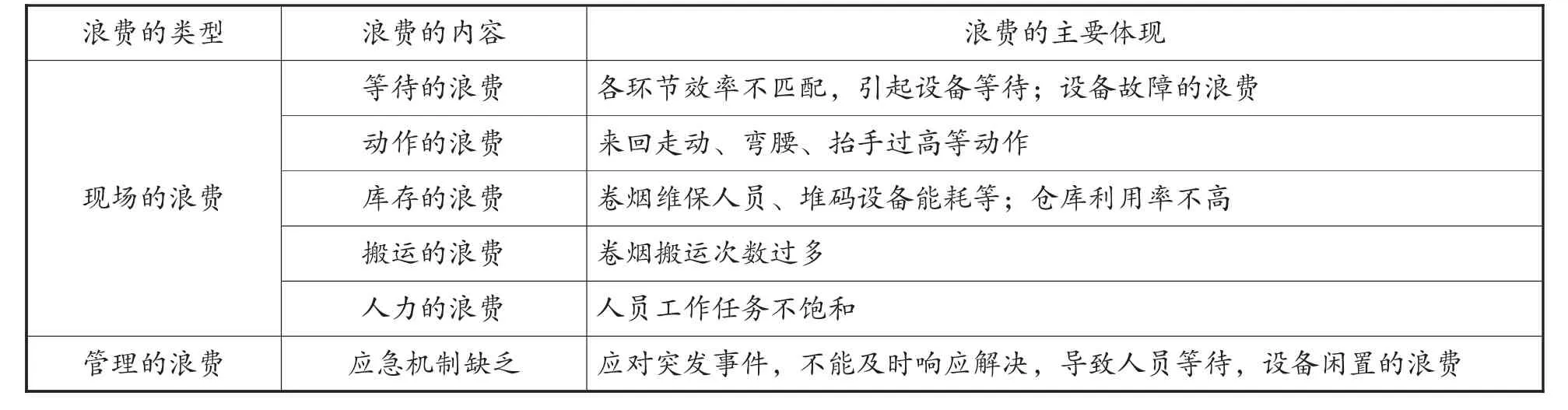
表1 浪費的內容及表現開形式
3.1 現場的浪費
(1)等待的浪費。這是現場最大最多見的一種浪費,前一工作環節與后一工作環節之間時間間隔過長,造成工人、分揀設備和卷煙的等待,例如卷煙出入庫效率、工人分揀上貨效率與打包效率不匹配或者是分揀設備故障等。
(2)動作的浪費。任何不產生附加值的動作都是浪費,這樣的動作過多則會降低工作效率,如員工走路去取工作用具或者一些多余的分揀動作都會造成動作的浪費。
(3)庫存的浪費。過多的庫存不但會占用煙草物流企業的資金,而且卷煙的在庫養護對環境的要求極高,無形中會增加人員、財力、物力以及設備的使用,導致維護保養成本上升。
(4)搬運的浪費。物流中心布局不合理,會造成無效的物流,如物品在工作場地依靠人、叉車、輸送帶等工具進行的移動,可能會造成運輸的浪費,例如由于沒有實現“實時入出庫”,導致物品需要暫存等待,從而增加一次搬運,導致浪費。
(5)人力的浪費。現場過多的員工人數,造成在其職不做其事的現象,也容易出現混亂,另外能力與崗位不匹配也會造成人力的浪費。
3.2 管理的浪費
應急機制缺乏。任何管理活動都會不可避免地存在一些不可控因素,目前煙草物流中心的現場管理缺乏合理的應急管理機制,對于一些突發事故,如訂單量不平衡、設備故障、操作失誤、人員傷亡等不能靈活的應對和解決,導致現場人力、設備等成本上升,同時不能快速響應客戶需求。
3.3 引起浪費的原因
針對煙草企業現場物流的浪費,采用魚骨圖分析方法,從人、機、方法、信息和環境五個方面總結引起浪費的原因,具體如圖1 所示。
4 基于精益化理論的現場管理體系
針對煙草物流企業存在的問題,可以把精益化的理論融入現場管理,同時加入彈性管理理論,著眼于現場和管理兩方面,既解決倉儲、分揀等一線作業的浪費問題,又實現了企業的精細化管理目標,形成具有煙草物流特色的精益化現場管理新模式。
本文正是基于精益思想構建了一套煙草物流現場管理體系,由圖2可以看到,企業通過10S 管理、作業流程優化、設施布局優化、工作標準化、彈性管理等一系列方法開展精益現場管理,并通過有效的評價體系對現場管理效果進行檢查、考核,最終建立PDCA 循環模式,達到持續改善的目的。在現場管理過程中,持續改善和全員參與是實現精益管理的兩大關鍵。
5 精益化現場管理的實現
精益化現場管理的實施過程如圖3 所示。
現場管理體系的運行流程按照流程順序可以分為:活動的導入和推行、檢查和考核、評價、糾正和改進措施、過程改進等環節。整個運行的環節就是一個完整的PDCA 循環。

圖1 煙草物流現場浪費原因分析

圖2 精益化現場管理體系
5.1 活動的導入和推行
(1)10S 管理。10S 是指整理、整頓、清掃、清潔、安全、素養、節約、學習、服務、滿意,10S 管理方法有定置管理、目視化管理和看板管理等。煙草物流中心需要對分揀、倉儲等作業環節中的人、設備、物料、環境四者之間的關系進行梳理,針對性的實施定置管理,使之達到最佳結合狀態;同時通過標識牌、地面劃線和管理看板等目視化管理方式,將設備狀態、作業要求等呈現出來,提高作業效率。
(2)作業流程優化。首先借助價值流分析工具,對現有的作業流程進行價值流分析,然后采用ECRS 分析法對作業流程進行適當的取消、合并、重排、簡化,減少以至消除不合理無附加值的操作流程,設計出高效合理的操作流程,提高工作效率。
(3)設施布局優化。采用SLP 方法對煙草物流現有的入庫、倉儲、訂單揀選等作業場所的設施布局進行分析,依據技術和經濟的綜合評價,得出合理的設施布局。
(4)工作標準化。工作標準化包括了動作標準化和流程標準化,首先對各個崗位進行操作分析與作業測定,對工人的每個動作進行分析、改進,使之簡單、高效、標準,并形成作業指導書;其次,流程標準化主要包括作業流程標準化、管理流程標準化等,理順各個作業環節、管理環節的先后順序以及職責關系,建立標準化的流程體系,提高企業整體運行效率。
5.2 應急管理體系
現場是一個隨時可能出現突發事件的地方,因此必須有一套行之有效的應急管理體系。為了在面對突發事件時能夠科學、快速、有效地處理并控制事故進一步惡化,盡可能將損失降到最小,煙草物流企業應確立“以人為本、安全第一”的應急管理原則,建立統一指揮、反應迅速、協調高效的安全生產應急管理機制,成立專門的應急管理小組,編制完善的應急預案,形成全面應急管理、全面應急響應、全員參與、全過程管理為特點的全面應急管理體系。
5.3 建立PDCA 循環模式,持續改善
現場管理的最終目標是建立精益物流、改善流程,形成全員參與和持續改善的企業文化。首先對煙草物流企業的現場管理現狀進行分析診斷,以及對生產成本的要求,制定目標,并對現場人、機、法、料、環的關系進行梳理,找出不合理的點,制定改善計劃。其次,結合現場改善方法,調動全員,全過程的實施改善方案。建立完善的量化評價體系,對實施改善后的現場進行檢驗和評價。最后對檢查的結果進行總結,如果達到預期目標,則將成果進行標準化,永久地推行下去,再繼續尋找下一改善環節;沒有達到預目標,則分析原因,對改善計劃進行修正,進入下一輪PDCA 循環。

圖3 精益化現場管理實施過程圖
[1]范德成,胡鈺.精益思想模式的研究綜述[J].管理現代化,2013(4):108-110.
[2]陳巧玉,郭姍姍.基于精益物流的工程項目物資管理研究[J].物流科技,2009(9):106-108.
[3]王爽.基于精益思想的新產品開發流程再造研究[J].企業技術開發(學術版),2014(1):70-72.
[4]于曉輝,祁嶺.生產現場管理的幾點思考[J].管理工程師,2012(1):30-31.
[5]李文生.企業生產現場管理優化的研究[J].價值工程,2010(29):69-70.
[6]聶碧娟.現場管理體系運行流程與控制研究[J].價值工程,2014(2):154-155.
猜你喜歡
奧秘(創新大賽)(2023年3期)2023-05-06 01:48:20
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
浙江中西醫結合雜志(2017年2期)2017-01-12 18:23:59
故事大王(2016年7期)2016-09-22 17:30:08
當代化工研究(2016年9期)2016-03-20 16:22:08
現代企業(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
聲屏世界(2014年6期)2014-02-28 15:18:09