基于機器視覺的微小零件形貌檢測方法
2015-12-07 06:56:28段雨晗付躍剛
長春理工大學學報(自然科學版) 2015年4期
段雨晗,付躍剛
(長春理工大學 光電工程學院,長春 130022)
在現代工業生產加工與檢測中會涉及多種尺寸測量、質量檢驗和零件識別技術的應用。一般情況下這種具有流水線性質的重復性工作都是由人工來完成的,但在某些特殊的情況下,例如對具有尺寸小、形狀不規則等特點的微小零件進行檢測時,依靠人眼根本無法連續穩定地進行精確測量,給檢測工作帶來了困難。因此產生了機器視覺檢測技術的概念[1,2]。
機器視覺是指用機器代替人眼來做檢測和識別。它是把圖像作為檢測的載體加以利用,從圖像中提取我們感興趣的信息,通過處理被測圖像而獲得所需的各種參數[3]。近年來,隨著計算機技術尤其是多媒體技術以及數字圖像處理與分析理論的不斷發展完善,加之大規模集成電路的飛速發展與應用,機器視覺技術得到了廣泛的應用研究[4]。然而由于其對小尺寸零件檢測精度不理想,設備成本高等缺點,目前在工業生產中對微小零件的形貌進行檢測依舊是依靠人工測量,這樣就大大降低了工作效率與檢驗精度[5]。
為了解決上述問題,本文提出了一種針對測量微小零件的機器視覺檢測方法,并開發了一款基于計算機視覺庫OpenCV的檢測軟件。應用該檢測方法對毫米量級的Ω型微小零件進行測量實驗,實驗結果表明本文提出的檢測方法測量精度高,設備成本低,為進一步產業化應用奠定基礎。
1 檢測系統設計方案
1.1 硬件設計
實驗的檢測對象是具有一般性的長、寬均為毫米量級的Ω型微小零件。系統的硬件結構如圖1所示,由光源、載物臺、顯微物鏡、CMOS工業相機、計算機等幾部分組成,測量過程主要分為三個階段。第一階段為調焦成像:在背光光源照明下,對顯微物鏡調焦獲得清晰的微小零件的像;第二階段為圖像采集:CMOS相機采集零件經過顯微物鏡后被放大的像,并將獲取的圖像轉化為數字信號傳輸到計算機內;第三階段為計算機處理:計算機通過檢測軟件對采集到的圖像進行預處理、邊緣檢測、輪廓擬合等一系列操作,并結合測量的系統標定系數計算出微小零件的形貌參數。
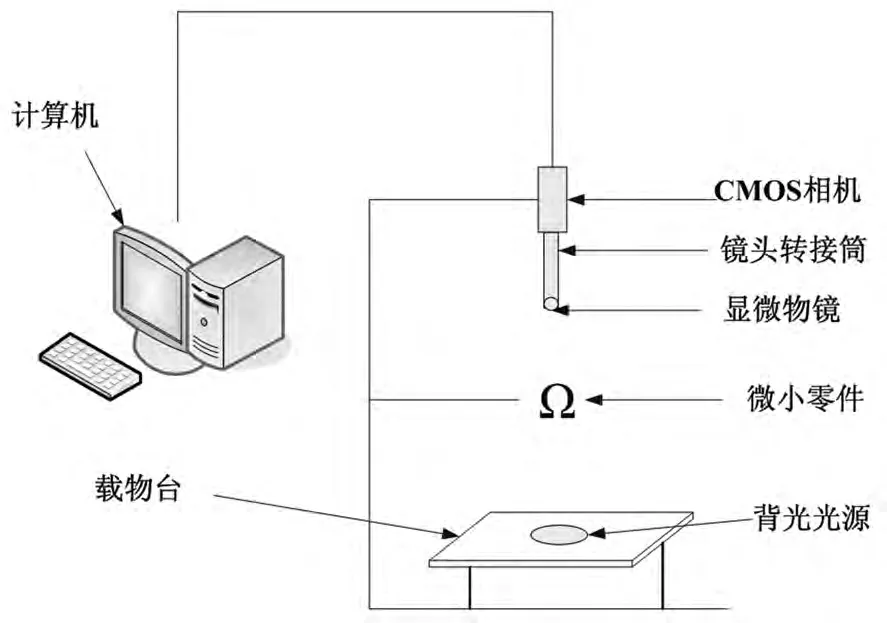
圖1 檢測系統硬件結構圖
1.2 軟件設計
檢測軟件是檢測系統的核心,主要包括圖像采集模塊、圖像預處理模塊、參數測量模塊以及系統標定模塊等幾個部分組成,采用Visual C++和OpenCV混合編程。OpenCV是一個基于C/C++語言的開源計算機視覺函數庫,其代碼都經過優化,可用于實時處理圖像,具有良好的可移植性,可以進行圖像載入、保存和采集的常規操作具有低級和高級的應用程序接口(API)。同時OpenCV提供了強大的圖像和矩陣運算能力,保證了測量的準確性與高效性[6]。本文提出的檢測軟件設計人性化,人機交互性強,用戶可以方便地通過對話框設定實驗參數,獲得檢測結果,具有較強的操作性和可移植性。
2 檢測系統圖像處理算法
檢測系統的圖像處理算法流程如圖2所示。

圖2 檢測系統圖像處理算法流程圖
2.1 圖像預處理
對圖像預處理算法的選取是依照噪聲的種類和特性決定的,本文中主要針對如圖3(a)所示的Ω型微小零件原始圖像進行均值濾波與中值濾波對比。實驗中為了更為直接觀察濾波效果,分別選取原始圖像、經均值濾波后的圖像、經中值濾波后的圖像的同一列進行傅里葉變換,結果如圖3(b-d)所示。

圖3 零件原始圖像和頻譜圖像
從圖3(b)可以看出由于原始圖像中噪聲的存在,其頻譜圖的低頻以及高頻部分出現毛刺和沖擊。經均值濾波后由圖3(c)可以看出,在濾掉高頻段噪聲的同時,具有圖像邊緣細節的高頻信息已被濾掉。所以經過均值濾波后,會使圖像邊緣變模糊,不利于后續對邊緣點的準確定位。而由圖3(d)可以看出中值濾波只是去除了高頻段的部分噪聲,保留了原有的高頻信息。通過實驗效果可以看出,中值濾波既能消除噪聲又能保持圖像的細節,綜合窗口尺寸的耗時等因素,本實驗選取3×3的窗口對原始圖像進行中值濾波。并對中值濾波之后的圖像進行灰度直方圖統計,選取適當的閾值進行圖像分割。
2.2 圖像邊緣檢測
圖像邊緣信息的檢測對于獲取微小零件的形貌特征參數有著至關重要的意義,在選擇邊緣檢測算子時,要充分考慮和依據圖像邊緣的特點。實驗中對Roberts、Sobel、Prewitt、Kirsch以及Canny幾種常用的邊緣檢測算子進行了對比,并根據Canny提出的信噪比準則、定位精度準則和單邊緣響應準則[7],運用OpenCV開源計算機視覺庫編寫了Canny邊緣檢測功能,代碼片段如下:
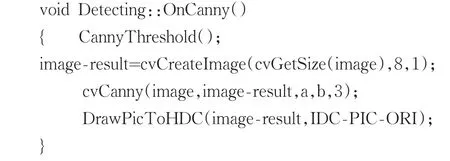
其中,CannyThreshold()為確定Canny邊緣檢測雙閾值的函數,可由用戶通過對話框輸入,cvCanny(image,image_result,a,b,3)是 OpenCV 內 進 行Canny邊緣檢測的函數,image為輸入圖像,image_result為經Canny邊緣檢測之后的輸出圖像,a和b分別為用戶輸入的雙閾值,其中小閾值控制邊緣連接,大閾值控制強邊緣的初始分割,數字3則表示算子內核的大小。

圖4 幾種常用的邊緣檢測算法的提取效果圖
實驗中還利用Visual C++編程軟件分別編寫了Roberts、Sobel以及Kirsch邊緣檢測代碼,并對這幾種常用的邊緣檢測算法的提取效果進行了對比,如圖4所示。
通過對比可以看出,Robert算子邊緣定位精度不高,檢測出的邊緣較寬,在含有噪聲的圖像中邊緣提取效果不好;Sobel算子雖然對噪聲具有平滑的作用,但對邊緣不規則的零件會檢測出一些偽邊緣,不適合本實驗;由8個卷積核組成的Kirsch算子檢測出的邊緣粗大,且算法耗時較長。再結合實驗中幾種檢測算子的檢測效率,本文最終選取效率高、邊緣跨度為單像素的Canny算子對預處理之后的圖像進行邊緣檢測[8]。
2.3 圖像輪廓擬合
經過Canny邊緣檢測之后已經得到Ω型微小零件的邊緣圖像,為了獲取其形貌參數,需要將零件的輪廓進行遞歸細分,擬合成直線和圓等幾何基元。
2.3.1 Ramer算法
Ramer算法是一種用多邊形逼近不規則圖形輪廓的方法[9]。它對復雜的輪廓進行遞歸細分,直到得到的全部線段到各自對應的輪廓段的最大距離小于用戶指定的閾值dmax為止。其算法原理如圖5所示:細線給出的是輪廓,逼近多邊形用粗線表示。開始時在輪廓的起點和終點間建立一條線段,如果輪廓是閉合的,建立兩條線段,一條是從起點0到索引為n/2的點,另一條是從n/2點到終點n。然后我們計算所有輪廓點到所對應線段的距離并找到與線段距離最大的那個輪廓點。如果此距離比我們指定的閾值dmax要大,那么在具有最大距離的輪廓點處,我們再將當前線段分成兩條線段。然后再新得到的線段上重復進行此處理直到不能再細分為止,即直到所有線段都滿足最大距離約束條件。

圖5 Ramer算法原理
2.3.2 幾何基元的擬合
復雜的零件輪廓經過Ramer算法已經分為簡單的幾何基元:直線和圓。根據最小二乘法直線、圓擬合的思想,實現了檢測軟件的幾何基元擬合功能,部分代碼如下:首先遍歷整張圖像,判斷出經邊緣檢測后灰度為255的邊緣點,并將其橫縱坐標分別存入pointX[k]和pointY[k]中,經過計算,式中的a和b分別為擬合直線的斜率和Y軸截距,radius_x,radius_y和radius分別為擬合圓的坐標及半徑。

2.4 系統標定
系統標定可以建立相機坐標系與世界坐標系的關系,對檢測微小零件實際形貌尺寸具有重要意義[10,11]。本實驗選用深圳科創公司生產的高精度靶標,正方形棋盤格的邊長為1000μm,如圖6所示。通過對6幅棋盤圖像的標定,由表1計算可知,微小構件形貌參數檢測系統的標定系數為:

式中ad為棋盤格實際邊長,pd為檢測出的棋盤格邊長的像素值[12]。

圖6 標定靶標圖像

表1 檢測系統的標定系數
3 實驗結果與分析
采用上述算法,開發了一款基于OpenCV的微小零件形貌檢測軟件,檢測軟件界面如圖7所示。軟件具有載入圖像、圖像二值化、圖像邊緣檢測、圓擬合、直線擬合、測量直線距離、系統標定、保存圖像以及關閉對話框功能。并且在實驗室通過北京大恒圖像公司的DH-HV-U系列CMOS工業數字攝像機以及北京科達匯龍公司生產的XTL-3100系列體式顯微鏡搭建了檢測系統的硬件平臺,如圖8所示。

圖7 檢測軟件界面

圖8 檢測系統硬件
實驗中運用Ramer算法把圖像分為10個區域進行擬合。如圖9所示,分別為外上圓區、外左1圓區、外右1圓區、外左2圓區、外右2圓區、外左水平直線區、外右水平直線區、內上圓區、內左圓區和內右圓區。

圖9 零件分區擬合示意圖
結合檢測系統的標定系數,對以像素(pixel)為單位的檢測數據進行計算,得出了微小零件實際的形貌尺寸,處理后的數據單位為毫米(mm),實驗結果如表2所示。
由表2可知,本實驗獲取了圖9中十個分區的實際形貌參數,并使用游標卡尺對Ω型微小零件的邊緣厚度進行了測量,測量結果為1.80mm。根據實驗數據,本文應用SolidWorks軟件對Ω型微小零件進行了模型重建,并生成了零件加工圖紙,如圖10和圖11所示。可以看出重建的零件模型與實際零件具有很高的相似度,與零件尺寸真值相比,本實驗檢測精度達到10μm以下,最大相對誤差0.65%,滿足微小零件形貌檢測的精度要求。

圖10 零件立體圖

表2 實驗測量結果

圖11 零件尺寸圖
4 結論
為解決工業生產中微小異形零件形貌參數測量困難的問題,提出了一種基于機器視覺的檢測方法,并結合圖像處理中的相關理論編寫了基于OpenCV的形貌檢測軟件。實驗對Ω型微小零件形貌參數進行了檢測,檢測精度達到10μm以下,與人工測量方法相比,測量精度與效率均有大幅提升。實驗結果表明本文提出的檢測方法可以精確獲取異形微小零件的形貌參數,具有一般性與較高的實用價值。實驗中也發現本文提出的檢測軟件的實時性較不理想,需要在今后的工作中加以改進。
[1]楊水山,何永輝,趙萬生,等.基于估計曲率的帶鋼邊裂檢測算法[J].紅外與激光工程,2008,37(4):634-637.
[2]何博俠,何勇,卜雄洙,等.及其視覺多視場協同測量方法[J].光學精密工程,2012,20(12):2821-2829.
[3]王小鵬,劉志華,陳天寧.透明材料微小器件鍵合質量檢測系統設計[J].光學精密工程,2013,21(1):69-76.
[4]章煒.機器視覺技術發展及其工業應用[J].紅外,2006,27(2):11-17.
[5]梁經綸,陳家釗,莫景會,等.精密視覺印刷設備的自標定[J].光學精密工程,2013,21(2):522-530.
[6]程凡永,羅海波.基于OpenCV的勻速模糊圖像復原與算法分析[J].湖南工業大學學報,2011,25(3):59-63.
[7]姜黎,吳偉仁,張之敬,等.微小型結構件顯微圖像邊緣的自動識別[J].光學精密工程,2013,21(1):224-532.
[8]李琦,傅俊誠,李自勤,等.激光雷達含噪圖像邊緣檢測算法比較[J].紅外與激光工程,2003,32(3):239-243.
[9]楊少榮,吳迪靖,段德山.機器視覺算法與應用[M].北京:清華大學出版社,2008:249-255.
[10]牛海濤,趙勛杰.采用棋盤格模板的攝像機標定新方法[J].紅外與激光工程,2011,40(1):133-137.
[11]徐鵬,汪建業,王燕儒.攝像機標定中靶標圓心像點坐標的精確計算[J].紅外與激光工程,2011,40(7):1342-1346.
[12]儲珺,郭盧安政,趙貴花.采用環形模板的棋盤格角點檢測[J].光學精密工程,2013,21(1):189-196.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55