煙片松散回潮關鍵工藝參數過程控制系統的優化設計
2015-12-08 06:26:17李秀芳
中國煙草學報 2015年3期
關鍵詞:優化
李秀芳
河南中煙黃金葉生產制造中心,鄭州經開區第三大街9號 4500 16
煙片松散回潮關鍵工藝參數過程控制系統的優化設計
李秀芳
河南中煙黃金葉生產制造中心,鄭州經開區第三大街9號 4500 16
為提高松散回潮工序的過程控制能力,降低關鍵指標波動。通過改善回風和含水率控制結構,優化工藝參數,使松散回潮出口煙片溫度和含水率的波動減小,出口含水率平均標偏SD 從0.43% 降到0.24%,提高了系統運行的穩定性和過程控制的可靠性。
松散回潮;過程控制;優化;過程能力指數
松散回潮工序作為煙草制絲生產線的核心工序之一,主要是為了增加煙片的含水率和溫度,使切片后煙片松散,提高煙片的耐加工性,滿足后道工序加工工藝要求[1]。近年來,隨著煙草精益管理的要求,國內對制絲線松散回潮工序進行了大量參數優化方面的研究[2-5],穩定并提高了卷煙產品質量。由于加工強度(溫度、含水率)發生變化會影響煙葉內部化學成分的變化,從而對感官質量產生影響,所以松散回潮回風溫度和煙片含水率是工序評價的關鍵指標。目前在解決出口含水率和回風溫度方面的研究也已有較多的報道[5-8],這些都針對具體機型某一單項問題進行了一些分析和研究,并在特定設備上取得了一定的效果。此外,董偉等[9]還針對HAUNI松散回潮工序設計了基于PID調節含水率的閉環控制系統,并采用斜坡控制原理優化了料頭料尾的加水控制,但沒有考慮回風溫度的控制。
本文針對松散回潮出口煙片含水率、回風溫度兩個關鍵工藝參數進行綜合優化設計,以期使控制精細化,降低煙片出口溫度、含水率的波動,達到煙絲工藝質量控制的精益管理。
1 儀器與設備
基于WQ3317-ZZ型滾筒式煙片松散回潮機的煙片松散回潮系統。
該煙片松散回潮系統由翻箱喂料、恒流量控制系統、松散回潮機、暫存柜組成,在松散回潮機的入口處安裝有電子秤和水分儀,測量入口煙片流量和含水率;在松散回潮機出口處安裝有溫度儀和水分儀,測量出口煙片溫度和含水率。回風管內安裝有溫度傳感器(Pt100)。循環電機轉速用變頻器控制,可以根據生產狀態調節風量。回潮機換熱器蒸汽流量和入口蒸汽流量分別由氣動薄膜閥1和氣動薄膜調節閥2調節。松散回潮煙片入、出口含水率采用英國NDC公司的TM7100plus水分儀測量,出口煙片溫度采用美國雷泰(Raytek)非接觸式紅外溫度測量儀測量。設備控制與測試點分布如圖1所示。

圖1 WQ3317型松散回潮機回風溫度控制示意圖Fig.1 Recirculated air temperature control diagram of WQ3317 loosening and conditioning
1.1 控制原理
1.1.1 回風溫度控制原理
從圖1可以看出,熱風溫度來自位于機體前部的熱交換器和補償蒸汽,在筒體和管道內循環,循環風溫由位于熱風循環管道上的溫度傳感器進行檢測。生產時,換熱器全開,通過PID控制器調節補償蒸汽閥門2的開度來控制熱風溫度。
1.1.2 含水率控制原理
通過控制入口單噴嘴噴向滾筒內的霧化水量實現含水率控制。設置在入口處的水分儀檢測來料含水率,電子秤測物料實時流量,出口處的水分儀檢測出料含水率,結合加水系數等設備控制參數,通過一套數學模型計算出理論加水量,通過PID閉環控制實際加水量,并跟蹤理論加水量,從而實現出口含水率的控制。實際加水量由安裝在加水管路中的E+H電磁流量計檢測并反饋給控制系統。含水率控制框圖如圖2所示:
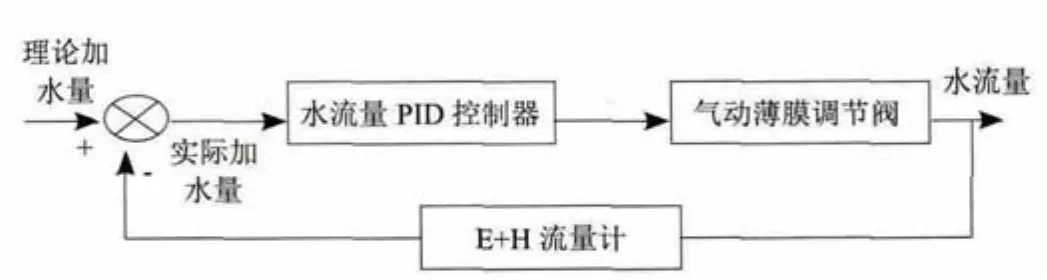
圖2 出口含水率閉環控制系統框圖Fig.2 closed loop control system of output moisture content diagram
1.2 系統存在的問題
1.2.1 風溫度控制不完善
在生產過程中,葉片松散回潮機通過打開換熱器蒸汽管路閥門對換熱器進行加熱,當溫度偏低時,通過熱風管路進行蒸汽補償,對熱風系統進行加熱。但是由于補償蒸汽在提高熱風溫度的同時,也會增加物料含水率,從而成為系統新的擾動;另外蒸汽通過換熱器加入滾筒,當溫度高于設定工作溫度時,缺乏精細的控制手段對熱風系統進行溫度調節。
1.2.2 含水率控制不夠精準
(1)噴嘴。由于松散回潮滾筒尺寸比較大,從滾筒內的增濕區和平衡區來看,使用單個噴嘴增濕,導致部分煙葉含水率不均勻,最終致使出口含水率Cpk(過程能力指數)較低。
(2)控制參數。松散回潮理論加水量(kg/h)計算公式為:

式中:Wosp-出口含水率設定值;Wipv-入口含水率實際值;Li-入口處電子秤瞬時流量;K-加水系數。
從(1)式可以看出,由于出口含水率設定值為工藝標準值不能調整,松散回潮加水系數在批生產過程中為固定值,只是不同牌號有所差異。固定加水系數不適用于來料含水率變化較大的松散回潮控制系統。
(3)料頭含水率超調,震蕩時間長,回潮后葉片含水率波動較大。
松散回潮整體控制能力基本處于受控狀態,但11個牌號Cpk極差偏大,大牌號過程控制能力弱于小牌號。對測試值進行統計,結果顯示松散回潮回風溫度Cpk值為1.38,松散回潮出口含水率Cpk值為1.18。表明回風溫度能力足但過程不穩定,含水率過程能力一般,需要進行提高。
2 過程控制系統改進設計
2.1 回風溫度控制
(1)控制結構的改進
如圖1所示,通過在原熱風蒸汽管路的換熱器支路,把氣動薄膜閥更換為帶有電氣定位器的氣動薄膜調節閥,通過調整通入換熱器的蒸汽流量和壓力改變熱風溫度。避免了由于補償蒸汽含水率不為零,補償蒸汽時增加了溫度也增加了物料含水率。當蒸汽通過換熱器加入時,溫度高或低于設定工作溫度時,用氣動薄膜調節閥對換熱器溫度進行調節,從而對熱風溫度進行調節降低回風溫度和出口含水率的波動。
(2)優化控制參數
針對大牌號黃金葉(金滿堂),對換熱器支路帶定位器的閥門開度進行了實驗,經過對比分析并不斷調整,最終確定為:把補充新風設定為固定值0時,預熱狀態下熱風溫度56℃,閥門開度對應81%,生產狀態下熱風溫度55℃,閥門開度對應89%。每個牌子的值整定出來后,形成配方,由中控室下發,閥門開度可自由調節,最終實現了熱交換器與各牌號熱風溫度的匹配。
2.2 煙片出口含水率的控制
2.2.1 結構的改進
(1)對松散回潮機加水系統進行改善。在松散回潮滾筒出口加裝一個雙介質二元噴嘴,同時將正常加水量管路進行均分,變一個噴嘴噴霧為兩個噴嘴噴霧,增大其霧化面積,避免因使用單個噴嘴增濕,受引射壓力、角度等因素的控制,不能完全覆蓋煙葉,造成部分煙葉未充分吸附或擴散吸收水分,讓更多的物料吸收水分。
(2)在松散回潮滾筒出口端增加一套自動控制加水系統,噴嘴在滾筒的后端,由于后室的物料位置與前室的物料位置不同,為保證水噴灑在1.5 m處的煙葉上,其位置設計和前端的噴嘴位置不在一個水平面上,比前端噴嘴的位置略低,并且垂直方向上也有一個向上的偏角,用蒸汽來引射,生產時,高壓蒸汽通過減壓閥進行減壓,通過壓力表觀察,使其達到生產工藝要求的壓力值,生產時通過氣動薄膜閥將引射和霧化蒸汽通入雙介質噴嘴,引射霧化增濕水。如圖3所示:

圖3 完善后的后室加水控制示意圖Fig.3 after chamber with water control diagram of after perfe ction
正常生產時,前室保留優化前的加水控制模 式,即PLC根據出口含水率數值,根據公式1進行計算,加入計算出的理論加水量,并通過電磁流量計進行實時監控,然后將實時加水量反饋至PLC中,控制調節閥的開度,形成閉環進行水流量PID準確調節,其實對于出口含水率的控制來說,前室的加水量作為前饋調節處理含水率控制的一個擾動;為解決后室加水系統能穩定工作,需要變動松散回潮前室加水控制部分,將入口加水量改為完善前的85%,剩余15%由后室加水系統進行補充,避免入口加水量過大時后室加水沒有調節余量。為防止后室加水系統過早開始工作造成松散回潮機筒壁積水,當入口加水系統工作90 s后,后室補水系統開始工作,當松散回潮機出口含水率達到比設定值低0.8 %的值以后,出口含水率反饋至后室加水控制系統,修正后室加水量,實現松散回潮機后室加水的反饋控制,補償前室加水的不足,快速調整松散回潮出口含水率,后室加水PID程序在固定的功能塊[10]中來實現。前室水流量PID控制器和后室含水率PID控制器共同作用,形成一個復合的PID控制系統,前室水流量控制作為后室的出口含水率的前饋調節。其控制系統框圖如圖4所示:

圖4 改善后出口煙片含水率控制系統框圖Fig.4 output moisture content control system diagram of after perfection
2.2.2 優化控制參數
松散回潮機加水程序原設計使用固定加水系數,當來料含水率波動,含水率偏離正常值過大時,加水量不能與來料保持最佳匹配,導致出口含水率波動,影響到出口含水率Cpk。
通過統計分析,找出不同來料含水率需要的不同加水系數,優化含水率控制模式,然后根據來料含水率自動調整加水系數。通過對加水控制程序重新編程,添加加水系數自動切換程序。設計思想是:根據來料含水率將來料分為正常、偏大、偏小幾個段,為不同的段設定一個加水系數,程序將根據來料所處含水率段自動切換加水程序,執行不同的加水系數。如果入口含水率低于設定下限值按設定下限值計算,如果入口含水率大于設定上限值就按設定上限值計算,來料含水率在13.0%-15.0%時就按照設定加水系數加水,當來料含水率在12.5%-13.0%時,設定加水系數為-0.05,在12.0%-12.5%時,設定加水系數為-0.1。具體在PLC控制程序中來實現[10]。
2.2.3 優化控制料頭超調
針對這一情況,通過完善松散回潮控制程序,將回潮機入口含水率小于12.0%時按12.0%計算(一般情況下正常生產時來料含水率要大于12.0%),防止料頭時松散回潮出口含水率過度超標,同時當出口含水率大于15.0%時計算加水量的入口含水率不能小于12.0%,防止當意外斷料時出現和料頭一樣的超調現象;同時為防止來料含水率過大,控制系統技術加水量過小的問題,增加了松散回潮機入口含水率上限值,對應于加水量計算的松散回潮機入口含水率進行限制。
3 應用效果評價
改進完善后跟蹤3個月,生產總批次923批,其中金滿堂279批,在此期間對該工序回風溫度、含水率分別進行了180次的重復測試和統計,并繪制了出口含水率單值Cpk控制圖,如圖5所示。從圖中可以看出松散回潮出口含水率Cpk較高,平均值為1.714,松散回潮機出口含水率指標運行穩定且過程可控。

圖5 完善后出口煙片含水率 Cpk單值控制圖Fig.5 output moisture content Cpk single value control diagram of after perfection
從圖6可以看出改進后松散回潮回風溫度Cpk較高,平均值為2.783,松散回潮熱風溫度過程能力得到了提高,能力非常充分。

圖6 完善后回風溫度Cpk單值控制圖Fig.6 Recirculated air temperature Cpk single value control diagram of after perfection
根據2003版《卷煙工藝規范》中的規定,松散回潮后煙片溫度控制在55.0℃至75.0℃,允差±3.0℃,金滿堂的設定值是55℃,允差±2.5℃,通過分析對比出口煙片溫度PID調節曲線,隨機抽取30批進行統計,改善前后出口煙片溫度從超調到其回歸在52.5℃至57.5℃之間的調整時間如表1所列。
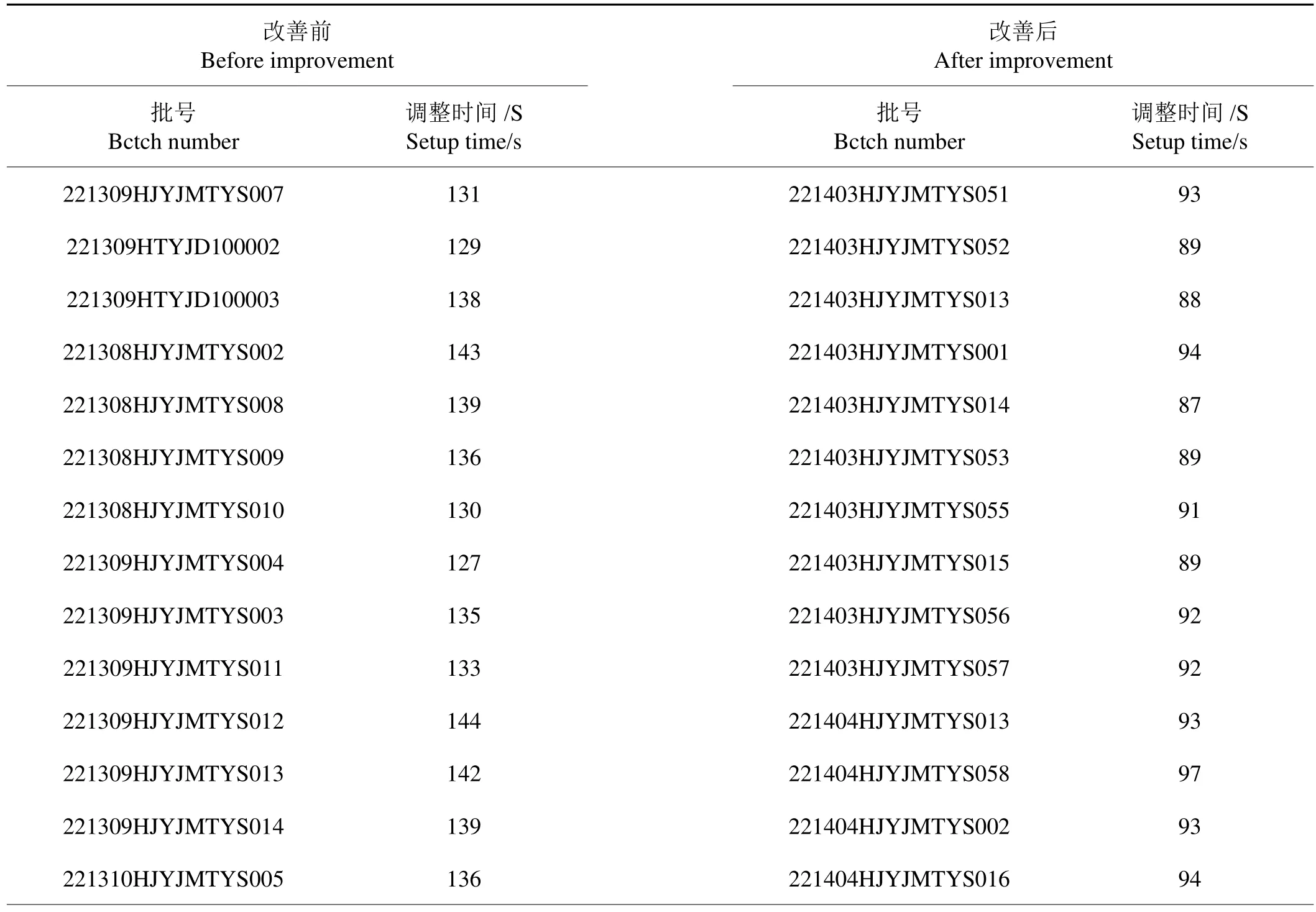
表1 出口煙片溫度調整時間Tab.1 Setup time of output trip tobacco temperature
續表1
從表1可以看出,改善前的調整時間平均為134.37s,改善后出口物料溫度的平均調整時間是91.33s,過程時間比完善前平均縮短43.04s左右。隨機分別抽取一批改善后的金滿堂的料頭和改善前的記錄進行對比,如圖7所示,改善后的調整時間都大大減少,達到了快速調整的效果,出口物料的溫度控制比改善前明顯穩定了。平均標偏SD從0.45降低到0.23,數據集中,優化效果明顯。

圖7 出口煙片溫度的趨勢圖Fig.7 Trend diagram of output tobacco temperature
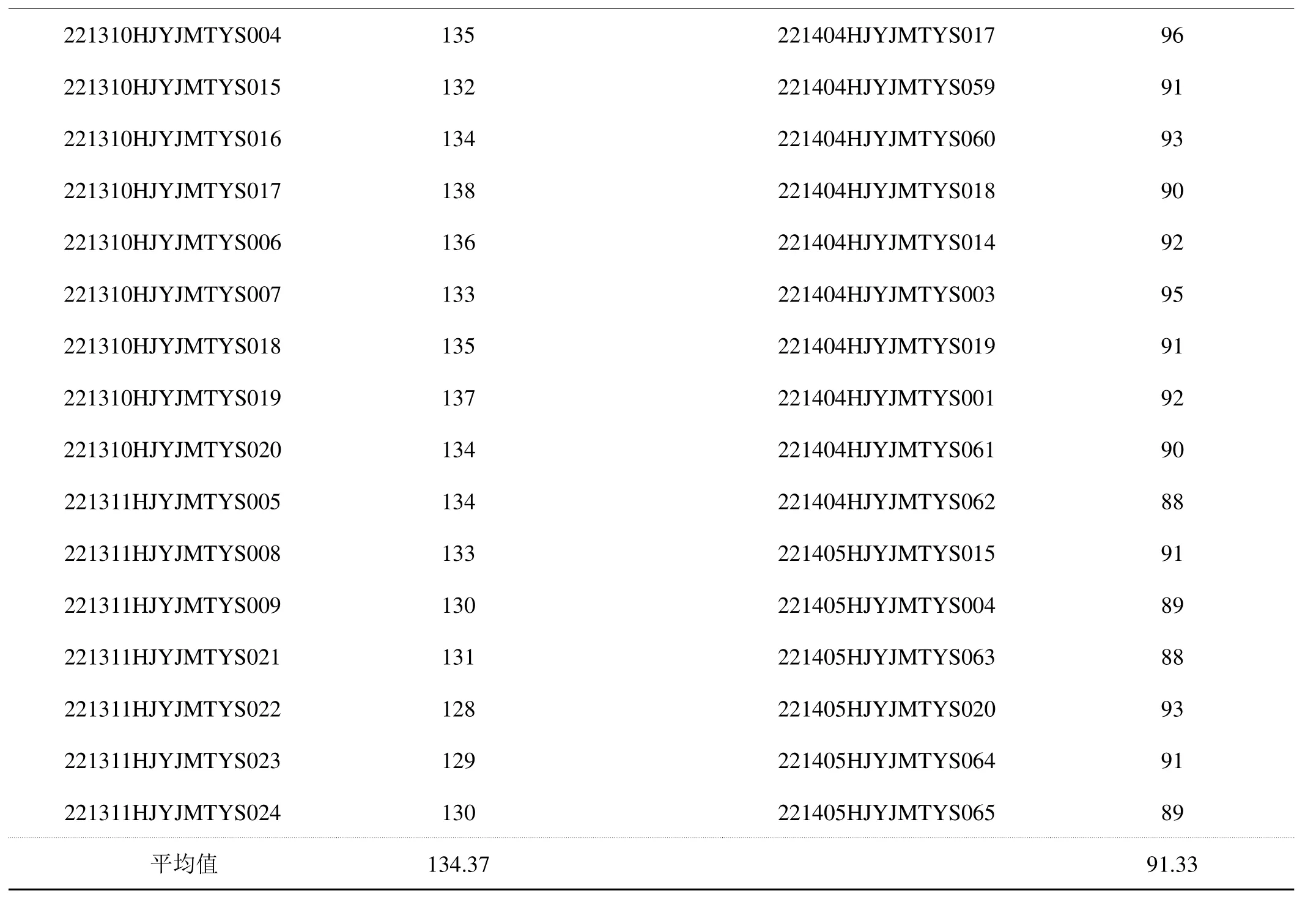
根據2003版《卷煙工藝規范》中的規定,松散回潮后煙片含水率控制在17.0%至20.0%,允差±1.5%,金滿堂的標準要求是(18.8±1.0)%。通過分析對比出口煙片含水率PID調節曲線,隨機抽取30批進行統計,完善前后出口煙片含水率從超調到其回歸到17.8%至19.8%之間的調整時間如表2所列。
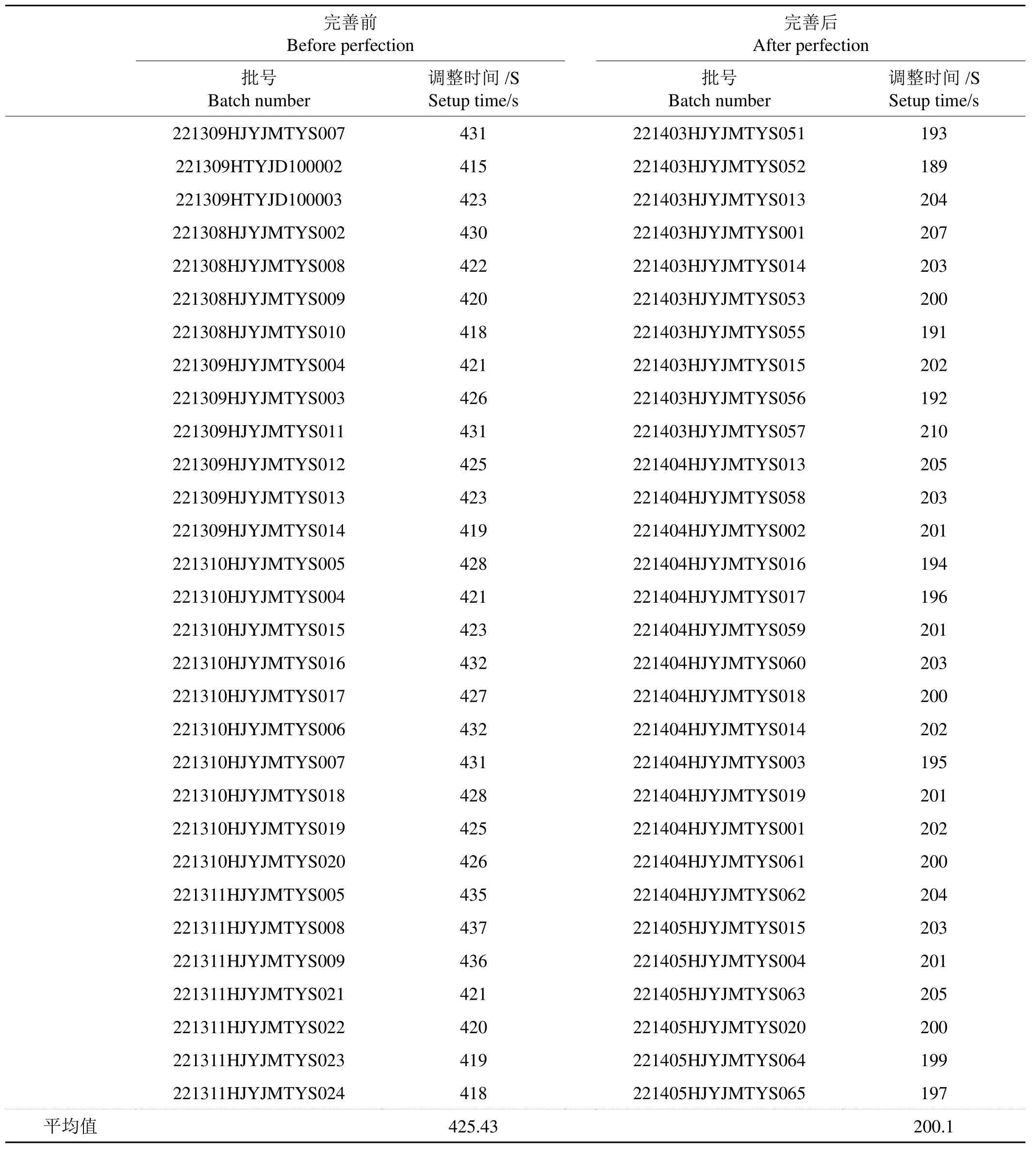
表2 出口煙片含水率調整時間Tab.2 Setup time of output moisture content
從表2可以看出,改善前的調整時間平均為425.43s,改善后出口煙片含水率的平均調整時間是200.1s,過程時間比完善前平均縮短225.33s左右。隨機分別抽取一批改善后的金滿堂的料頭和改善前的記錄進行對比,如圖8所示,改善后的料頭超調現象控制良好,調整時間大大減少,達到了快速調整的同時,出口煙片含水率控制比改善前明顯平穩,平均標偏SD從0.43%降低到0.24%,數據比較集中,優化效果非常明顯。

圖8 出口煙片含水率的趨勢圖Fig.8 Trend diagram of output moisture content
經過完善,松散回潮工序過程加工的穩定性提高了,回風溫度和含水率曲線明顯趨于穩定,為后道工序加工的穩定性降低了難度,烘絲干頭干尾量由平均70.00 kg降低到7.62 kg。提升了整個制絲線的過程控制能力,整體產品質量得到了提高,消耗指標也得到有效降低,松散回潮的合格率由原來的91.23%提高到98.62%,潮頭干尾量由280kg降低到78kg。
[1]國家煙草專賣局.卷煙工藝規范[M].北京:中央文獻出版社,2003:12-13.
[2]堵勁松,李善蓮,李斌,等. 濕空氣特性對煙片松散回潮過程的影響[J].煙草科技,2008 ( 6) : 5-10.
[3]林志平,舒芳譽,李清華.用方差分析法優化松散回潮工序工藝運行參數[C]/ /中國煙草學會工業專業委員會煙草工藝學術研討會論文集.鄭州:中國煙草學會工業專業委員會, 2006: 32-39.
[4]俞仁皓,宋家海,王建.松散回潮工序回風溫度PID 控制參數的優化[J].煙草科技,2010(7):8-10.
[5]朱文魁.基于入口介質溫濕度控制的新型松散回潮控制模式性能評價[J].煙草科技,2010(4):9-14.
[6]曹正良.片煙松散回潮含水率控制方式的改進[C]/ /中國煙草學會工業專業委員會煙草工藝學術研討會論文集.青島:中國煙草學會工業專業委員會, 2010:65-67.
[7]王雷.松散回潮出口水分穩定性的改進[J].科技致富向導,2011(5):116.
[8]宋克強,韓利強,袁書豪.松散回潮機出口水分穩定性研究[J].中國高新技術企業,2013(1):27-28.
[9]董偉,李坤,王健,趙瑜,閆軍民HAUNI 松散回潮滾筒含水率控制系統的改進[J].煙草科技,2012 (11):20-22.
[10]廖常初.S7-300/400 PLC應用技術 [M].北京:機械工業出版社,2008.
Optimization design of control system in tobacco strips loosening and conditioning
LI Xiufang
Centre for Golden Leaf Cigarette Production ,China Tobacco Henan Industrial Co.Ltd.,Zhengzhou 450000,China
Reduced fluctuation of key parameters during tobacco strips loosening and conditioning may help to improve process control system.Improved control of recirculated air and moisture content can result in optimized process parameters which further help to reduce fluctuation of output moisture content and temperature.The average standard deviation of output moisture content was reduced to 0.24%from 0.43%.By so doing both operation stability and process control reliability were enhanced.
loosening and conditioning;process control;optimization
李秀芳.煙片松散回潮關鍵工藝參數過程控制系統的優化設計[J].中國煙草學報,2015,21(3)
李秀芳(1973—),碩士,工程師,研究方向:煙草設備管理、工業自動化技術應用,Email:zzlixiufang@163.com
2014-11-21
: LI Xiufang.Optimization design of control system in tobacco strips loosening and conditioning [J].Acta Tabacaria Sinica,2015,21(3)
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
