陶瓷噴墨印刷設備線性校準的研究
2015-12-09 08:59:59付文亭鄧體俊
陶瓷學報 2015年6期
付文亭,鄧體俊
(中山火炬職業技術學院,廣州 中山 528436)
陶瓷噴墨印刷設備線性校準的研究
付文亭,鄧體俊
(中山火炬職業技術學院,廣州 中山 528436)
陶瓷噴墨印刷設備線性校準,是準確復制圖案顏色、層次的基礎,是保證噴墨印刷質量的重要環節。本文設計陶瓷噴墨印刷線性化測試色塊,待印刷燒成后測量其密度值,找出噴墨印刷機單通道墨量限值對應的有效網點面積率,利用映射計算得到線性校準的方法,最后通過線性回歸擬合算法驗證此方法的可行性。此研究對設計陶瓷噴墨印刷設備化線性軟件及色彩管理等相關研究具有重要的指導意義。
陶瓷噴墨印刷設備;墨量控制;線性化;色彩管理
0 引 言
自2009年,中國從意大利引進了第一臺陶瓷噴墨印刷機,便開啟了中國陶瓷產業的噴墨印刷時代[1-3],同時也開啟了中國陶瓷印刷技術的改革之路。陶瓷噴墨印刷設備與其它噴墨輸出設備一樣,通過電流控制系統,將接收到的圖像信號轉換為打印頭的墨滴信號,輸出彩色圖像[4]。理論上圖像輸入信號與打印輸出值之間應該呈45度直線的對應關系,但由于陶瓷噴墨印刷呈色受陶瓷材料、墨水自身屬性以及高溫發色等因素影響,打印機輸出值與輸入的圖像信號并不呈線性關系,屬于非線性輸出設備。印刷設備在非線性狀態下輸出,容易造成圖像層次并級,暗調層次偏色等印刷故障[5]。因此,陶瓷噴墨印刷設備線性校準,是準確復制圖案顏色、層次的基礎,是保證噴墨印刷質量的重要環節。
本文通過測量線性化校準前設備輸出測試色塊的密度值,分別找出墨水發色點和飽和密度點對應的網點面積率(稱為有效網點面積率),利用映射算法將有效網點面積率映射到0-100%,通過此方法來實現設備的線性化校準。
通信聯系人:付文亭(1984-),女, 碩士,講師。
1 線性化基本原理
陶瓷噴墨印刷設備在實際印刷輸出時,由于呈印材料、墨水發色屬性等原因,油墨的輸出密度值與輸入的網點面積率并不成正比,而呈現出一種復雜的非線性關系,如圖1曲線所示。噴墨印刷機的每個墨水通道都有類似的情形。
根據圖1可看出,印刷實際輸出的墨水密度與網點百分比關系曲線包括OA、AB和BC三段。OA段,隨著網點面積率的增大,輸出密度值為0,此段是由于噴墨打印墨水中的色料顆粒磨細以后,一些顏色如黃色、桔色,就會變淺,甚至沒有顏色;且由于顆粒較細,其熔點比普通色料也降低了很多,當燒成溫度波動大以后,色料可能全部熔化,熔化后就不是晶體而是熔融體,導致出現色差甚至褪色[6]。AB段,隨著網點面積率增大,印刷輸出的密度值逐漸增加,此段的網點面積率稱為有效網點面積率;BC段,隨著網點面積率增大,輸出密度值保持不變,達到飽和密度值 。根據朗伯-比爾定律,隨著網點面積率增大,墨層厚度增大,墨水密度并不會無限制的增加,從某一墨量開始,密度就會達到飽和,設為飽和密度值 ,并滿足以下關系式[7]:
Correspondent author:FU Wenting(1984-), female, Master, Lecturer.
E-mail:99878766@qq.com
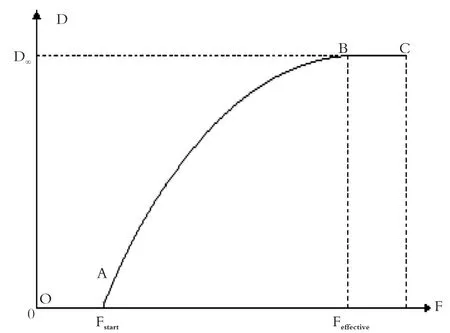
圖1 線性化校準前網點面積率與密度的關系Fig.1 Relation between ink density and dot area percentage before linearization
線性回歸是利用數理統計中的回歸分析,來確定兩種或兩種以上變量間相互依賴的定量關系的一種統計分析方法,運用十分廣泛。
回歸分析中,只包括一個自變量x和一個因變量Y,且二者的關系可用一條直線近似表示,這種回歸分析稱為一元線性回歸分析,其線性函數如下式(3):其中, 不是Y的實際值y,是估計值。

如果回歸分析中包括兩個或兩個以上的自變量,且因變量和自變量之間是線性關系,則稱為多元線性回歸分析。其線性函數如下式(4):
y?


其中,D為油墨密度;m是與承印物有關的參數;D∞為飽和密度;l為油墨厚度。
噴墨印刷設備線性校準的方法是指將OA段和BC段從整個密度范圍內刪掉,只保留AB段,即有效網點面積率段Fstart-Feffective,密度范圍仍保持為0- D∞,保證了在減小墨量的情況下仍可達到同樣的油墨密度值。同時,為了與輸入信號網點面積率1-100%相符合,利用映射算法,將Fstart-Feffective的墨量對應的密度關系映射到1-100%的范圍內[8]。線性映射公式如下式:

式中,K為有效網點面積率段,Fi為輸入信號分別為1%-100%對應的輸出網點面積率。
2 數據處理方法
數據擬合中常見的多項式擬合算法,可通過令x1=x,x2=x2,...,xk=xk,利用上述多元線性回歸函數,求解多項式回歸的統計數。
可決系數可以作為綜合度量回歸模型對樣本觀測值擬合度的度量指標,如式(5):如果樣本回歸線對樣本觀測值擬合程度越好,各樣本觀測點與回歸線靠得越近,由樣本回歸做出解釋的離差平方和與總離差平方和越相近,可決系數越接近于1;反之,擬合程度越差,相差越大,可決系數越接近于0[9]。

3 實驗設計與實現
3.1 設備與條件
噴墨印刷機:efi-cretaprint C3噴墨印刷機;實驗印刷分辨率:300 dpi
瓷磚系列:厚拋釉磚系列
墨水:陶麗西墨水;色序及墨色為:C、M、O、K、Y
印后工序:淋厚拋釉-烘干-燒成-拋光-納米防污
測量儀器:分光光度計SpectroEye
實驗軟件:Adobe Photoshop CS5;Excel 2010
3.2 數據獲取
設計色卡見圖2所示,每個通道設計網點面積率分別為1%、3%、5% 、7%、10%、15%......90%、95%、100%的色塊。在原始條件下噴墨印刷色卡,燒制后用分光光度計測量各通道每個色塊的密度,測量數據如表2。

圖2 單通道線性色卡Fig.2 Linearization chart of single channel
3.3 數據分析
根據表1中的測量數據,繪制C、M、Y、K、O各網點百分比密度值散點圖,并添加了C、M、K的趨勢線,如圖3所示。
對各色測量數據進行趨勢線性回歸運算,得到各通道密度與網點面積率的擬合關系,見表2。
根據表1、表2及圖3可以看出,C、M、K墨水從1%的網點開始發色,且隨著網點面積的增大,密度逐漸增加,密度和網點百分比的擬合關系符合基本線性(線性R2均達到0.99以上),擬合程度很高,不需要進行線性化校準。而Y和O墨水發色效果并不理想,Y墨水從7%的位置開始發色,而O墨水從10%的位置才開始發色,發色后,隨著網點面積的增大,密度亦逐漸增加,但密度和網點百分比的擬合關系符合二次多項式關系(二次多項式關系R2均達到0.99以上),因此,Y和O通道需要進行線性化校準,Y通道將7%-100%映射到1%-100%,O通道將10%-100%映射到1%-100%。
3.4 驗證實驗
根據式(2),利用photoshop對Y通道和O通道進行輸入、輸出信號線性映射調整,模擬噴墨印刷機輸出線性校準過程。調整后,噴墨印刷輸出,燒制后重新測量此兩個通道每個色塊的密度,測量數據如表3。
根據表3中的測量數據,重新繪制C、M、Y、K、O各網點百分比密度值散點圖,并添加了C、M、Y、K、O的趨勢線,如圖4所示。
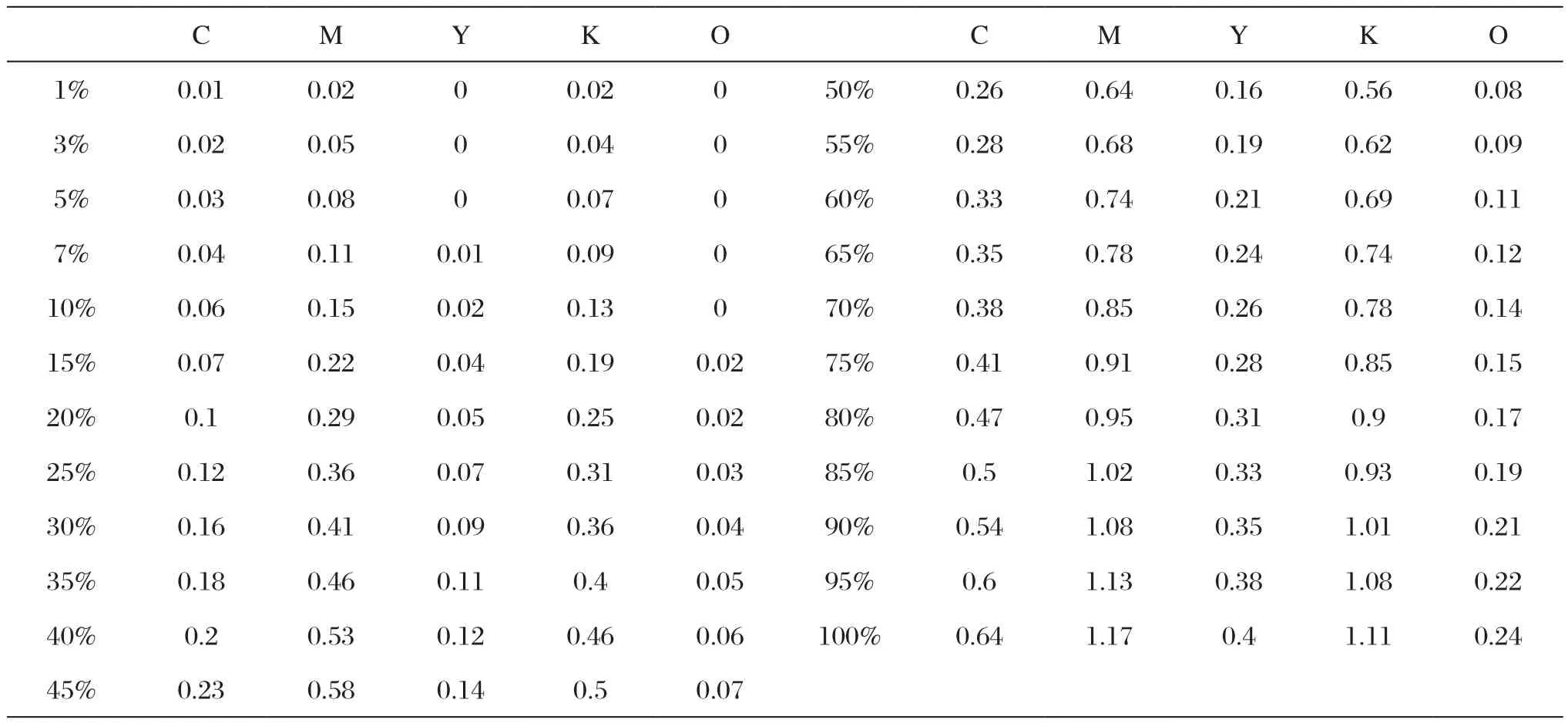
表1 線性校準前線性色卡測量數據Tab.1 The measured data of the test chart before linearization
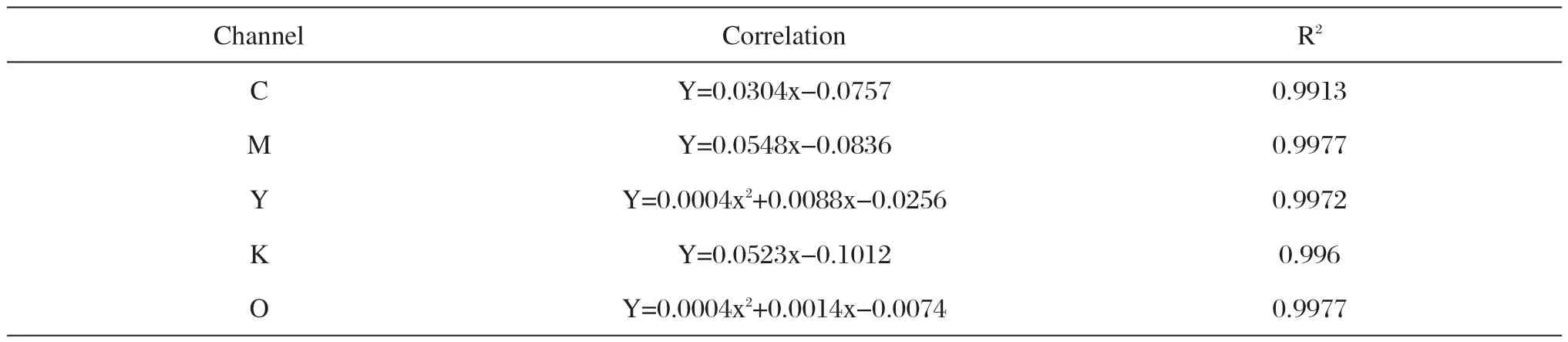
表2 實驗設備校準前網點百分比與密度的擬合關系Tab.2 Correlation between dot and density of every channel before equipment calibration
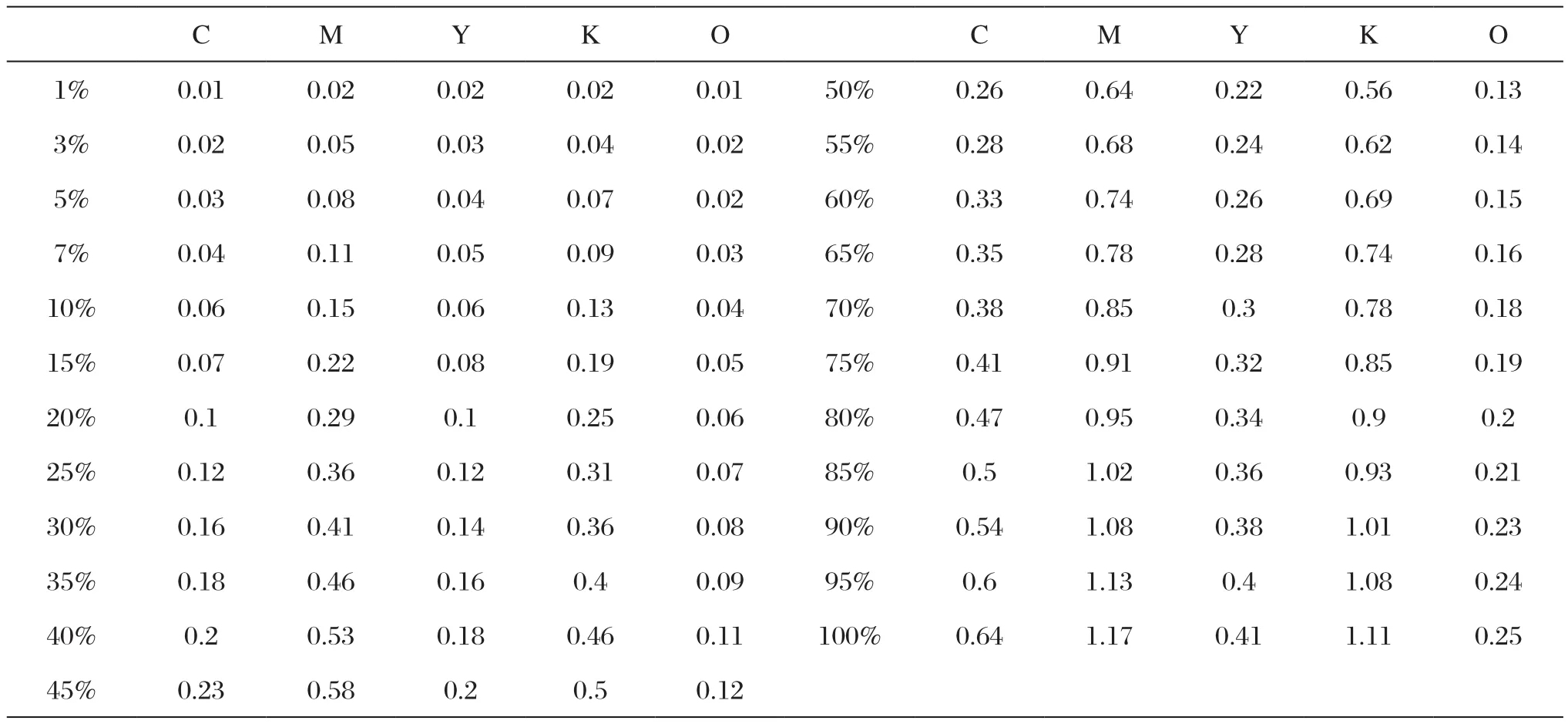
表3 線性校準后線性色卡測量數據Tab.3 The measured data of the test chart after linearization process
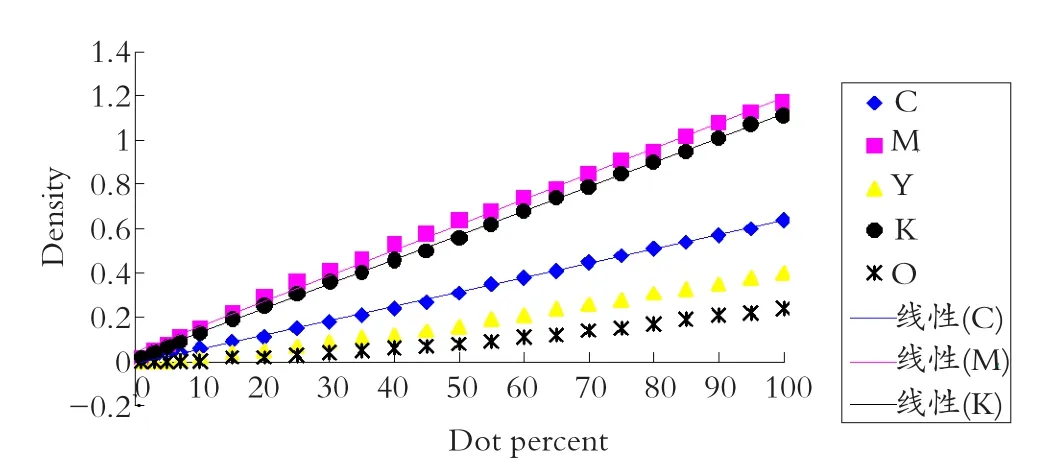
圖3 實驗設備校準前網點百分比與密度的關系Fig. 3 The relationship between dot and density before equipment calibration
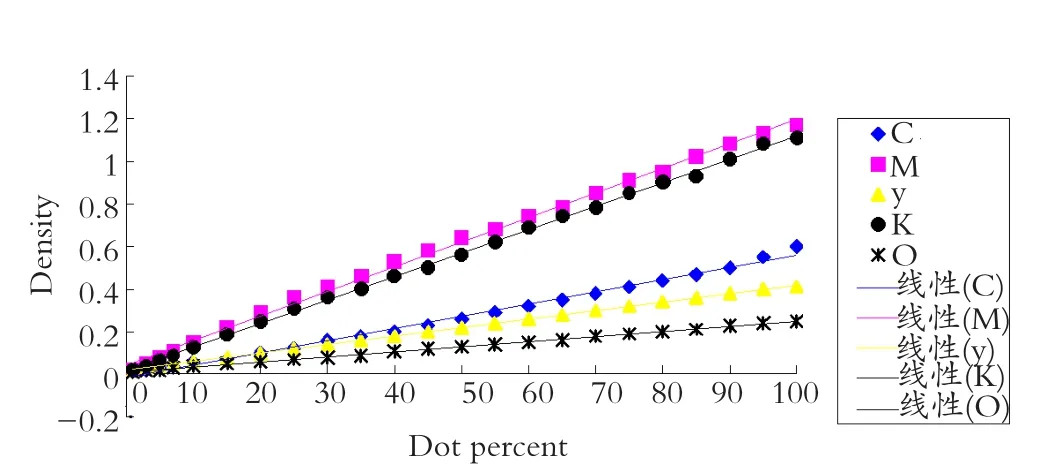
圖4 實驗設備校準后網點百分比與密度的關系Fig.4 The relationship between dot and density after equipment calibration
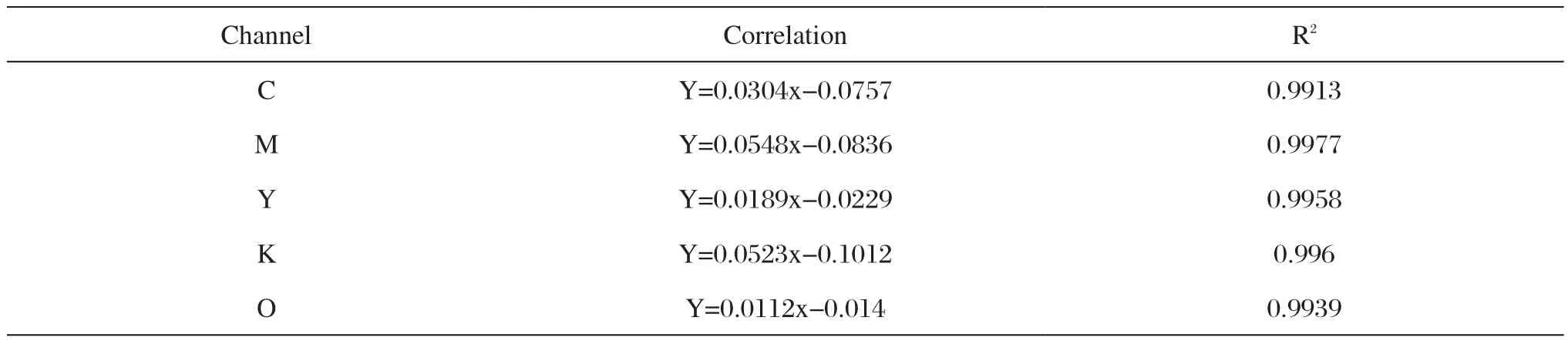
表4 實驗設備校準后網點百分比與密度的擬合關系Tab.4 Correlation between dot and density of every channel after equipment calibration
對各色測量數據重新進行趨勢線性回歸運算,得到各通道密度與網點面積率的擬合關系,見表4。
結合表3、圖3和表4可以看出,Y通道和O通道分別經過7%-100%和10%-100%的映射校準后,發色起始點均提高到1%,且密度與網點面積率的擬合關系符合基本線性(線性關系R2均達到0.99以上),線性擬合程度大大提高。
3 結 論
本文通過測量線性化校準前設備輸出測試色塊的密度值,分別找出墨水發色點和飽和密度點對應的網點面積率(稱為有效網點面積率),利用映射算法將有效網點面積率映射到0-100%,通過此方法來實現設備的線性化校準。噴墨印刷設備的線性校準,是準確復制圖案顏色、層次的基礎,是保證噴墨印刷質量的重要環節,且本文研究對設計陶瓷噴墨印刷設備化線性軟件及色彩管理等相關研究具有重要的指導意義。
[1] 張柏清, 王德良, 鐘樹銘. 噴墨打印技術在墻地磚行業的應用現狀及發展趨勢[J]. 陶瓷學報, 2011, 32(4): 591-595.
ZHANG Baiqing, et al. Journal of Ceramics, 2011, 32(4): 591-595.
[2] 胡校兵, 朱海翔, 余江淵, 等. 陶瓷數字噴墨打印機用噴頭現狀及應用展望[J]. 陶瓷學報, 2014, 35(5): 465-469
HU Xiaobing, et al. Journal of Ceramics, 2014, 35(5): 465-469.
[3] 陳雪杰. 新型瓷磚噴墨印花技術發展應用研究[J]. 中國陶瓷, 2011, 47(12): 8-11.
CHEN Xuejie. Journal of Ceramics, 2011, 47(12): 8-11.
[4] 朱麗萍. 陶瓷噴墨印刷技術的優勢及不足[J]. 佛山陶瓷, 2014, 24(5): 26-28.
ZHU Liping. Foshan Ceramics, 2014, 24(5): 26-28.
[5] 劉強, 萬曉霞, 徐宏平. 基于光譜色域最大化的噴墨打印墨量限制方法研究[J]. 光譜學與光譜分析, 2013, 33(06): 1636-1641.
LIU Qiang, et al. Spectroscopy and Spectral Analysis, 2013, 33(06): 1636-1641.
[6] 胡俊. 陶瓷墨水的關鍵性能、常規檢測項目及其檢測方法[J].佛山陶瓷, 2013, 增刊: 48-72
HU Jun. Foshan Ceramics, 2013, Suppl.: 48-72.
[7] 任立娟, 成剛虎. 油墨量對油墨密度的影響[J]. 今日印刷, 2004, (12): 80-82.
REN Lijuan, et al. Print today, 2004 (12): 80-82.
[8] 呂亞莉. 輸出設備的線性化校準研究[J]. 今日印刷, 2013, (10): 51-54.
YU Yali. Print today, 2013 (10): 51-54.
[9] 陳麗娜, 劉真. 噴墨打印輸出設備墨量控制的研究[J]. 包裝工程, 2011, 32(19): 11-17.
CHEN Lina, et al. Packaging Engineering, 2011, 32(19): 11-17.
Linear Calibration of Ceramic Ink-jet Printing Equipment
FU Wenting, DENG Tijun
( Zhongshan Torch Polytechnic, Zhongshan 528436, Guangdong, China)
Linear calibration is basic to accurate copy of color and shade variation to ensure the quality of inkjet printing. In this study, the test chart for ceramic ink-jet printer linearization was designed and the density value of the chart after printing and firing was measured to get the effective dot area rate of every single channel of the ink-jet printer. Then an approach to equipment calibration was obtained by mapping calculation, and its feasibility was verified by linear regression algorithm. The study provides an important guide for the design of linearization software and color management for ceramic inkjet printing equipment.
ceramic ink-jet printing equipment; ink limit; linear calibration; color management
date: 2015-05-19. Revised date: 2015-10-20.
10.13957/j.cnki.tcxb.2015.06.018
TQ174.6
A
1000-2278(2015)06-0673-05
2015-05-19。
2015-10-20。
中山高校及事業單位創新發展項目(2014A2FC323)。