基于響應曲面法的碳纖維增強復合材料螺旋銑孔軸向切削力預測
2015-12-11 01:32:58秦旭達張心沛李永行吉春輝
機械工程材料 2015年7期
關鍵詞:模型
趙 慶,秦旭達,張心沛,李永行,吉春輝
(天津大學機械工程學院,機構理論與裝備設計教育部重點實驗室,天津300072)
0 引 言
碳纖維增強復合材料(Carbon fiber reinforced polymers,簡稱CFRP)具有輕質、強度高、耐腐蝕等特性,廣泛應用于飛機機翼、框、梁、蒙皮等構件[1]。由于飛機零部件裝配時通常以鉚釘或螺栓通過相互協調的連接孔進行連接[2],因此制孔質量與飛機的質量和安全緊密相關。
CFRP具有各向異性、層間強度低、導熱性和耐熱性差等特點,采用傳統鉆削工藝進行鉆孔時極易產生毛刺、出入口劈裂及內部分層等缺陷[3-5],使得鉆孔質量較差,不能滿足生產要求。螺旋銑孔工藝作為一種新型加工方式,具有切削過程平穩、切削力小、切削溫度低及一次加工即可滿足精度要求等優點,在復合材料制孔方面得到了廣泛應用[6-7]。造成CFRP內部分層的主要原因是制孔過程中產生了較大的軸向切削力,當此軸向切削力小于某一臨界值時不會出現分層缺陷[8-11]。因此,研究CFRP在制孔過程中軸向切削力的變化規律及影響因素,并建立相關的數學模型,優化切削工藝參數,對提高孔加工質量尤為重要。
目前,研究切削力影響因素的理論計算方法主要有響應曲面法、遺傳算法和神經網絡等。其中,響應曲面法是基于有限數量的試驗數據,采用統計學方法重構特征函數,最后通過擬合響應曲面模擬真實狀態下的極限曲面。與其它方法相比,二次響應曲面法具有可旋轉性、序貫性、模型穩健性以及試驗次數少等優點,其響應估計結果更接近真實的響應曲面,從而可有效地進行參數優化[12]。袁人煒等[13]采用響應曲面法研究了銑削過程中主軸轉速、每齒進給量、軸向和徑向切削深度等因素對切削力的影響規律,證明了高速切削的合理性;梁永收等[14]采用中心復合響應曲面法,建立了硬質合金刀具銑削GH4169高溫合金過程中銑削力的預測模型,并分析了各銑削參數對銑削力的影響規律。目前,響應曲面法應用于車削、銑削加工分析的文獻較多,而應用于CFRP螺旋銑孔軸向切削力分析的文獻較少。因此,作者先用三因素三水平的全因子試驗方法對CFRP進行螺旋銑孔試驗,獲得了不同參數水平下的軸向切削力,然后采用響應曲面法建立了螺旋銑孔軸向切削力的預測模型,并通過響應曲面圖進一步研究了各切削參數對軸向切削力的影響規律,最后采用方差分析、相關系數等對預測結果進行了驗證。
1 試驗方法
待加工材料為碳纖維增強雙馬來酰亞胺樹脂(BMI)復合材料(預浸料,5428/T700),層間纖維采用-45°,0°,45°,90°四種方向角交叉排列鋪層,其性能為準各向同性。
在XK714D型數控銑床上,選用螺旋銑孔專用刀具(TiAlN涂層的整體硬質合金立銑刀),在200mm×120mm×5mm的試樣上加工出直徑為10mm、深度為5mm的孔。刀具的直徑為6mm,螺旋角為30°,總長為55mm,切削刃長為12mm。采用Kistler 9257A型三向動態壓電式測力儀(其靈敏度為0.05N)獲取不同方向的切削力信號。
為了準確了解主軸轉速n、切向每齒進給量st及螺距a對各方向切削力的影響規律,選用三因素三水平的全因子試驗方法進行試驗,試驗方案如表1所示。
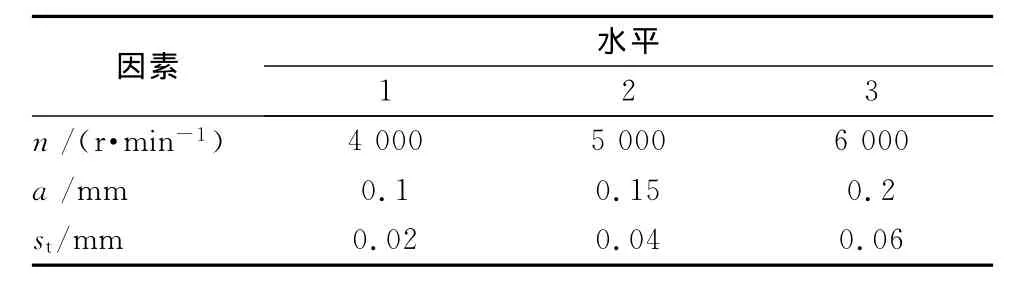
表1 螺旋銑孔試驗的因素及水平Tab.1 Factors and levels for helical milling test
2 軸向力二階響應曲面模型
采用二階非線性數學模型分析螺旋銑孔過程中切削參數對切削力的影響規律,二階響應曲面模型考慮了交互效應和二次效應。三因素的二階響應曲面模型[15]見式(1)。

式中:F 為切削力;b0,b1,…,b33為模型待定的回歸因子。
3 結果與討論
3.1 切削力的試驗結果
由圖1可知,在螺旋銑孔過程中,x向的切削力Fx以及y向的切削力Fy均隨時間大致呈周期函數曲線變化,這說明刀具側刃受力情況較為穩定,磨損過程緩慢;而z向切削力Fz(軸向切削力)的變化較大,說明刀具底刃磨損嚴重。
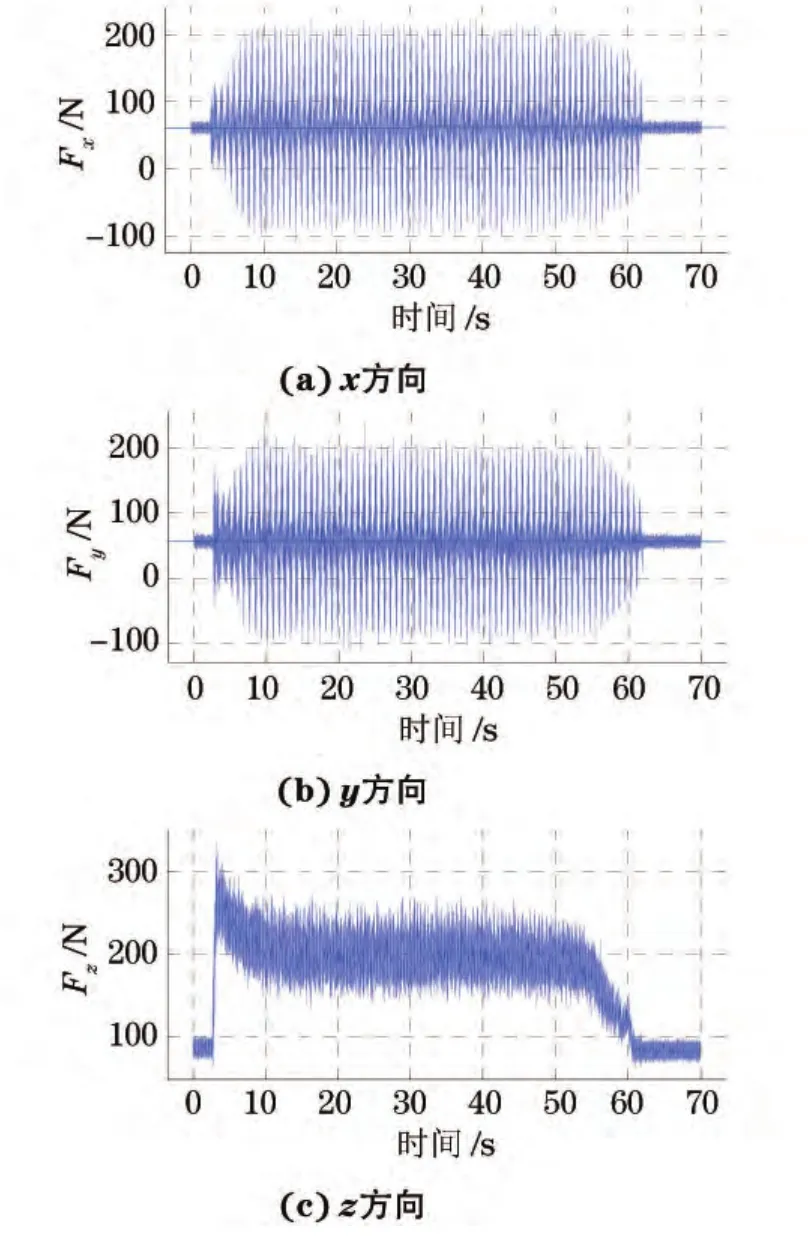
圖1 螺旋銑孔時各方向切削力的變化Fig.1 Changes of cutting forces in all directions during helical milling:(a)x-direction;(b)y-direction and(c)z-direction
有研究表明,軸向切削力是影響CFRP分層的關鍵因素。因此,選取軸向切削力作為研究對象,并選取其最大值作為因變量建立螺旋銑孔過程中軸向切削力的預測模型。軸向切削力的試驗值(Fz)expt見表2。
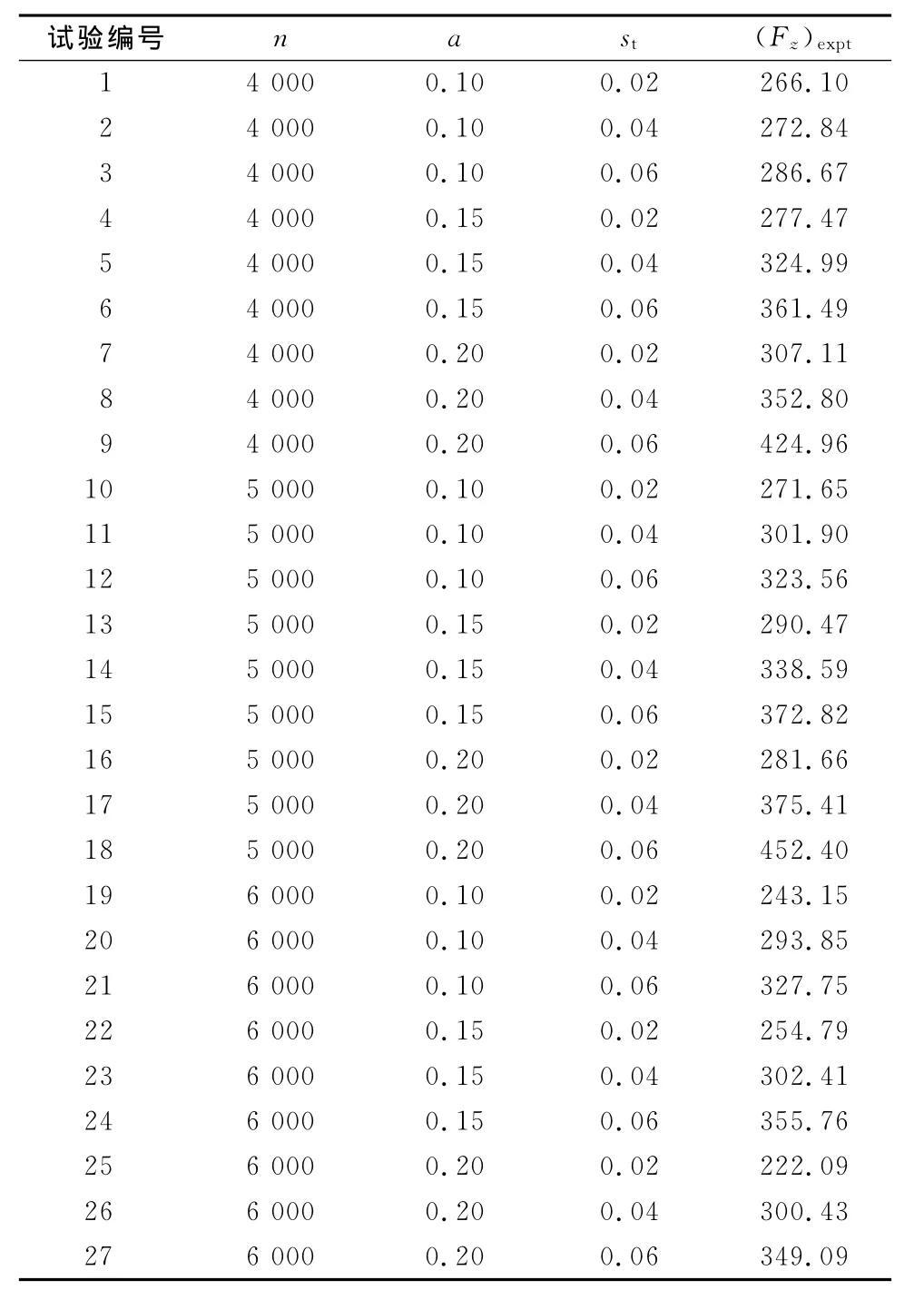
表2 螺旋銑孔過程中軸向切削力的最大值Tab.2 Maximum axial cutting force during helical milling
3.2 模型的建立及驗證
通過試驗參數轉換,采用矩陣表示各試驗因素的自由變量和切削力,然后進行線性回歸可求解式(1)中的回歸因子,進而得到螺旋銑孔軸向切削力的數學模型:

式中:(Fz)pred為軸向力的預測值。
對式(2)進行方差分析和適合性檢驗,判斷其顯著性。由圖2可知,殘差均勻地分布在一條直線的兩側,并且接近于該直線。可見,該回歸模型可有效預測螺旋銑孔過程中的軸向切削力。
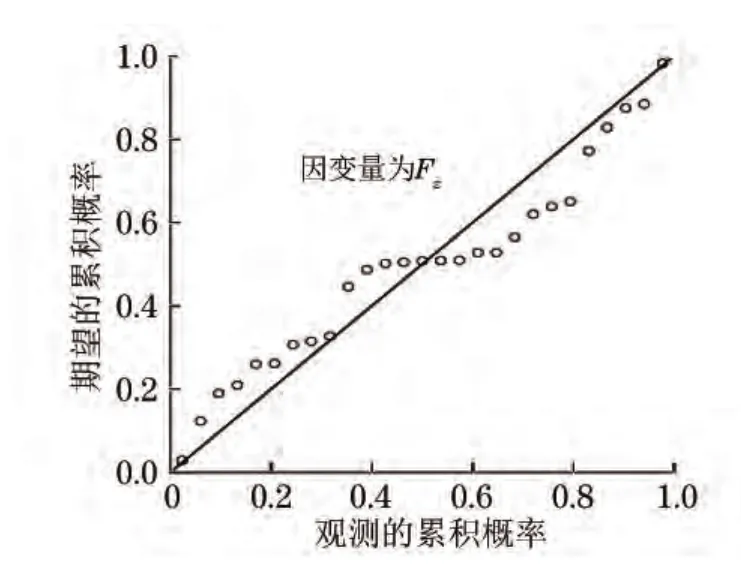
圖2 軸向切削力Fz回歸標準化殘差的P-P曲線Fig.2 P-Pcurve of returned standardized residuals for axial cutting force
表3所示為回歸模型的方差分析。其中,置信極限設為95%,查F 分布表可知臨界值F-tab(9,17,0.05)=2.4,該回歸模型的變異量顯著性檢驗的F值大于F-tab(9,17,0.05),說明該回歸模型整體解釋CFRP螺旋銑孔過程的軸向切削力可達到顯著水平。

表3 方差分析表Tab.3 Variance analysis table
由表4可以看出,自變量n,a,st與因變量軸向切削力的多元相關系數R為0.982,決定系數R2為0.964。這表明軸向切削力的預測值(Fz)pred與試驗值(Fz)expt擬合程度良好,采用響應曲面法建立的回歸模型可有效用于預測和分析CFRP螺旋銑孔過程中的軸向切削力。

表4 回歸模型的相關系數及決定系數Tab.4 Correlation coefficient and correlation factor in regression model
模型的預測精度Δ采用式(3)計算。

式中:N為試驗次數。
求得該模型的預測值與試驗值之間的平均誤差為3.82%,即該模型的預測精度Δ=3.82%。
由圖3可以看出,軸向切削力的預測值與試驗值吻合較好,這進一步驗證了CFRP螺旋銑孔軸向切削力預測模型的準確性。
由于回歸方程中的每個自變量對因變量的影響不同,故還需要對回歸系數進行顯著性檢驗,以便考察每個自變量對因變量的影響程度,作者采用二階響應曲面考慮了自變量的交互項和二次項對因變量的影響。由表5可以看出,加工參數及其二次項以及交互項對軸向切削力影響的顯著性排序如下:(1)線性效應顯著性由大 到小 依次為 n,a,st;(2)二次效應顯著性由大到小依次為n2,a2,;(3)交互效應na和ast同樣顯著,nst顯著性最小。
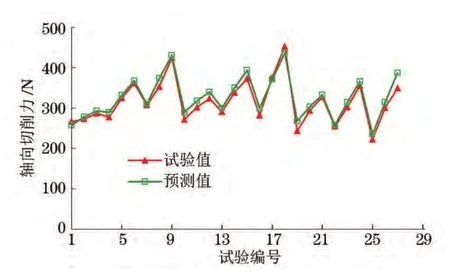
圖3 每組全因子試驗中軸向力試驗值與預測值的比較Fig.3 Comparison of axial force experiment values and predicted values in every all factor tests
總體來看,主軸轉速n和螺距a對軸向力的影響最顯著。
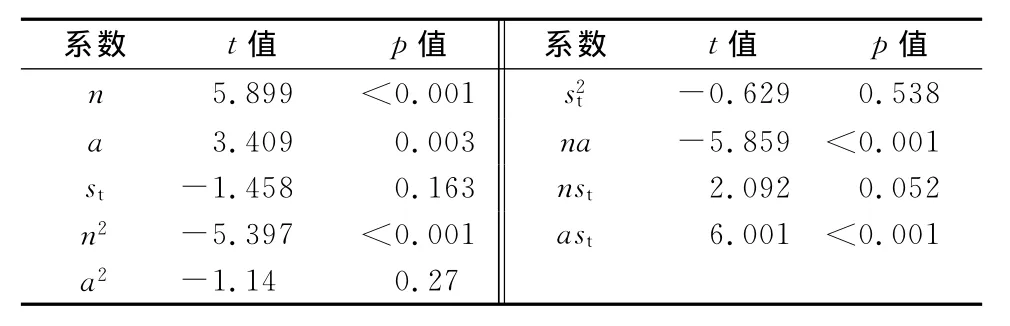
表5 回歸方程系數的顯著性檢驗Tab.5 Significant check for the coefficients in regression equation
由圖4(a)可以看出,當切向每齒進給量為0.04mm時,軸向切削力隨螺距的增大而增大,軸向切削力與主軸轉速呈拋物線(非線性)關系,即隨著主軸轉速的增加,軸向力先增加后減小。由圖4(b)可知,當螺距為0.15mm時,軸向切削力與切向每齒進給量呈近似線性關系,軸向切削力與主軸轉速亦呈拋物線(非線性)關系。由圖4(c)可以看出,當主軸轉速為5 000r·min-1時,軸向切削力與螺距、切向每齒進給量均呈近似線性遞增關系。
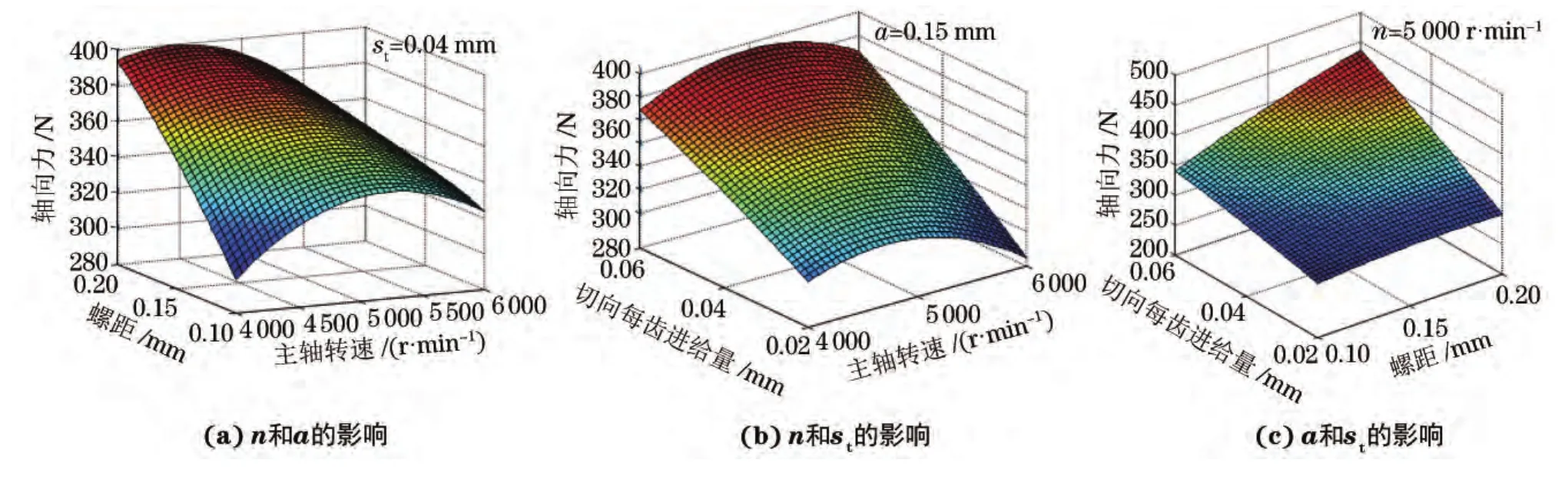
圖4 主軸轉速、切向每齒進給量、螺距對軸向切削力的影響Fig.4 Effects of spindle speed,tangential feed and pitch on axial cutting force:(a)effects of spindle speed and pitch;(b)effects of spindle speed and tangential feed and(c)pitch and tangential feed
通過上述分析可知,通過提高主軸轉速、減小切向每齒進給量和螺距均能有效減小CFRP螺旋銑孔過程中的軸向切削力,從而有效抑制CFRP在螺旋銑孔過程中的分層現象。這是因為在CFRP螺旋銑孔過程中,刀具的底刃和側刃同時參與切削,螺距影響刀具底刃的切深,當螺距增加時,即刀具每轉一周的軸向進給量增加,底刃背吃刀量增加,材料去除率增大,軸向切削力隨之增大;同時增大切向每齒進給量會增大側刃切深,單位時間內的材料去除率增加,軸向切削力也會增大;在較低的主軸轉速下,切削溫度較低,隨著主軸轉速增加,單位時間內材料的去除量增加,使軸向切削力增大;然而隨著主軸轉速繼續增加,切削溫度逐漸升高,樹脂基體在170~200℃時會發生軟化,同時切削溫度升高使前刀面的摩擦因數減小,從而軸向切削力減小。
4 結 論
(1)采用三因素三水平的全因子試驗開展CFRP螺旋銑孔試驗,并基于響應曲面法建立了軸向切削力二階非線性回歸預測模型;通過方差分析、相關系數驗證了該模型的準確性;采用該模型得到的軸向切削力的預測值與試驗值之間的平均誤差為3.82%,預測值與試驗值吻合良好。
(2)通過對回歸系數線性效應、二次效應和交互效應的顯著性分析發現,主軸轉速和螺距對軸向切削力的影響較為顯著,軸向切削力隨螺距和切向每齒進給量的增大而增大,隨主軸轉速的增大先增大后減小。
(3)提高主軸轉速、減小螺距和切向每齒進給量均可以有效減小CFRP螺旋銑孔過程中的軸向切削力。
[1]余治國,楊勝春,宋筆鋒.T700和T300碳纖維增強環氧樹脂基復合材料耐濕熱老化性能的對比[J].機械工程材料,2009,33(6):48-51.
[2]段友社,周曉芹,侯軍生.大飛機復合材料機翼研制技術現狀[J].航空制造技術,2012(18):34-37.
[3]王巍,陳燕,王偉峰.普通麻花鉆與三刃麻花鉆鉆削碳纖維增強樹脂基復合材料的性能[J].機械工程材料,2012,36(9):26-29.
[4]張厚江,陳五一,陳鼎昌.碳纖維復合材料鉆削孔分層缺陷的研究[J].中國機械工程,2003,14(22):1978-1980.
[5]蔡聞峰,周惠群,何穎,等.樹脂基碳纖維復合材料制孔缺陷及其鉆削工藝研究[J].工程塑料應用,2005,33(10):32-34.
[6]王奔,高航,畢銘智,等.C/E復合材料螺旋銑削制孔方法抑制缺陷[J].機械工程學報,2012,48(15):173-181.
[7]WANG H Y,QIN X D,LI H.Analysis of cutting forces in helical milling of carbon fiber-reinforced plastics[J].Proceedings of the Institution of Mechanical Engineers,2013,227:62-74.
[8]TSAO C C.Thrust force and delamination of core-saw drill during drilling of carbon fiber reinforced plastics(CFRP)[J].The International Journal of Advanced Manufacturing Technology,2008,37:23-28.
[9]KARNIK S R K,GAITONDE V N,RUBIO J C,et al.Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP)using artificial neural network mode[J].Materials and Design,2008,29:1768-1776.
[10]CHEN W C.Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP)composite laminates[J].International Journal of Machine Tools & Manufacture,1997,37:1097-1108.
[11]TSAO C C,CHIU Y C.Evaluation of drilling parameters on thrust force in drilling carbon fiber reinforced plastic(CFRP)composite laminates using compound core-special drills[J].International Journal of Machine Tools & Manufacture,2011,51:740-744.
[12]石文天,王西彬,劉玉德.基于響應曲面法的微細銑削表面粗糙度預報模型與試驗研究[J].中國機械工程,2009,20(20):2399-2402.
[13]袁人煒,陳明,曲征洪.響應曲面法預測銑削力模型及影響因素 的 分 析 [J].上 海 交 通 大 學 學 報,2001,35(7):1040-1044.
[14]梁永收,史耀耀,任軍學,等.基于響應曲面法的GH4169銑削力預測模型研究[J].機械科學與技術,2010,29(11):1547-1552.
[15]胡雅琴.響應曲面二階設計方法比較研究[D].天津:天津大學,2006.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19