基于灰色預測-模糊PID的全電動注塑機注射速度控制
2015-12-16 00:42:49崔振華李素玲
山東理工大學學報(自然科學版) 2015年4期
崔振華,李素玲
(山東理工大學 電氣與電子工程學院,山東 淄博 255049)
?
基于灰色預測-模糊PID的全電動注塑機注射速度控制
崔振華,李素玲
(山東理工大學 電氣與電子工程學院,山東 淄博 255049)
摘要:針對全電動注塑機射膠過程的工作原理和所呈現的隨機性、非線性、時變性等特點,提出將灰色預測、模糊控制與常規PID控制相結合的灰色預測模糊PID控制算法,用于全電動注塑機注射速度的控制. 模糊PID控制通過模糊推理對常規PID參數自適應調整實現速度控制.建立注射速度模型,并進行MATLAB仿真.結果表明,采用預測模糊PID的注射速度控制能夠獲得很好的速度跟蹤性、穩定性和抗干擾性,易實現注射速度的分級控制.
關鍵詞:注塑機;灰色預測;模糊控制;PID控制
全電動注塑機的控制比較復雜,不僅具有高階非線性特點,而且容易受負載擾動的影響.注射速度的高階非線性使得單純的預測控制、模糊控制和預測控制很難對注射速度進行跟蹤.本文采用灰色預測-模糊PID控制策略[1],從已經發生的系統行為特征中尋找規律,對系統未來的速度變化作出估計,同時實現PID參數在線調整,使注射速度在高負載情況下穩定可靠,能夠實時跟蹤設定的曲線.
1 全電動注塑機注射過程工作原理
全電動注塑機的注射結構如圖1所示.射膠伺服電機通過同步帶帶動滾珠絲桿運動將旋轉運動轉化為注射螺桿的直線運動,將積存于機筒前端的熔料注入到模腔中.其結構主要包括由控制器、驅動器、射膠伺服電機和編碼器構成驅動部分和由同步帶、滾珠絲桿、注射螺桿等組成的傳動部分.射膠系統控制原理如圖2所示.
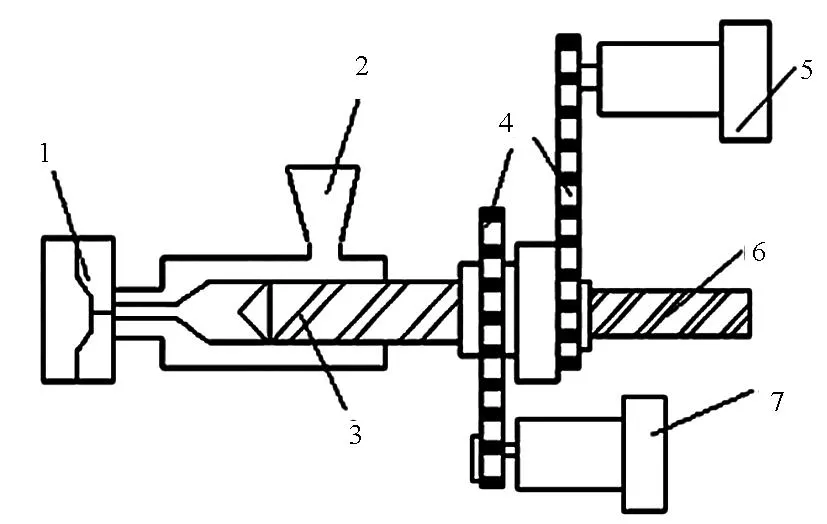
1-模具;2-料斗;3-螺桿;4-皮帶;5-射膠伺服電機;6-螺桿前后進用滾珠絲桿; 7-熔膠伺服電機 圖1 全電動注塑機注射結構圖

圖2 注射系統的控制原理圖
注射過程中,螺桿在電機的帶動下向前移動,將存于料筒中的熔物注射到模腔.當控制器接收上位機設定的位置參數命令后調用射膠速度子函數,計算出目標曲線對應的電機轉速,并給出控制信號到驅動器.驅動器采用矢量控制算法驅動射膠伺服電機,并根據編碼器的反饋跟蹤設定的目標速度曲線.注射到一定時間時,模腔被填滿,壓力將逐漸增大.為防止回流,螺桿需要繼續保持一定壓力,此時進入保壓階段.
注射速度、模腔壓力通過控制裸官的轉速來控制,因此只有對射膠電機的轉速實施精確控制才能完成注射過程的準確控制.
2 控制方案及模型建立
2.1注射速度的數學模型
注射速度的控制比較復雜,國內外學者對此做了大量的研究.Tan K.K通過迭代學習整定PI參數,但在參數發生突變時收斂速度較慢[2].崔采蓮采用離散預期學習的方法對注射速度變量進行控制,將其假設成一個單輸入單輸出線性不變模型,與實際相差較大[3].文獻[4]給出一個四階線性模型,本文在這個模型的基礎上設計控制方法,該模型的傳遞函數為
(1)
2.2最優注射速度曲線
在注塑機生產過程中,澆口和模具界面上各點的注射室是不均勻的.目前最廣泛的注射方法是分級注射,根據射膠過程中不同階段設定不同的注射速度.如圖3所示為典型的最優注射曲線.

圖3 最優注射曲線
第1階段,為了縮短填充時間,熔膠以較高速度填滿注射流道,后期保持穩定;第2階段,當熔膠通過模腔口時為防止噴射并且消除澆道口的放射紋,注射速度下降;第3、4階段,為使熔融物迅速填滿模腔增大速度并保持在較大值;第5階段,為了防止過充填和飛邊現象,迅速降低注射速度[5].
2.3灰色預測系統
灰色系統(Grey System)是指內部信息不完全的系統,通常采用的灰色系統GM(1,1)[6]模型實際輸出的離散值進行預測,而不需要掌握被控對象模型結構的先驗信息,計算量少,需要的原始數據也少,僅需辨識兩個參數.灰色預測的超前步數可以根據被控對象進行調整,控制過程中參數不斷進行辨識和修正,很適于系統過程的預測控制.
灰色模型(Grey Moder)簡稱GM模型,是灰色系統的基本模型,以灰色模塊為基礎,根據關聯度、生成數的灰導數及微分等觀點,以微分擬合法而建立的模型.
系統的輸入輸出數據時間序列為
u(0)(1),u(0)(2),…,u(0)(n);
y(0)(1),y(0)(2),…,y(0)(n)(n≥4)
對其進行累加,弱化隨機干擾影響得到累加數列

(2)
GM(1,1)的白化方程為

(3)
根據公式(2),y(1)(t)在k時刻的解為
(4)
根據公式(3)進行(k+M)時刻預測,對累加后的數據進行還原得原始數據對(k+M)時刻的預測,GM(1,1)模型長期預測的有效性受時間序列的長短和數據變化的影響,不能太短也不能太長,只有選取合適的建模維數和預測步長,才能夠準確預測系統行為的發展變化,本系統選取建模維數為6,預測步長為1.
2.4模糊PID控制系統
常規PID控制器的算法可表示為
(5)
式中,u(k)為控制信號;kp、ki、kd分別為比例、積分、微分系數;E(k)為誤差;EC(k)為誤差變化率.
在模糊PID控制中,以被控系統的輸入與反饋的誤差作為模糊控制器的輸入E,以誤差變化率作為輸入EC,通過模糊推理在運行過程中根據實際工況實時在線調整kp、ki、kd使得控制參數在任意時刻最優.
誤差、誤差變化率的整數論域均為[-6,+6];輸出變量為PID控制器的比例、積分、微分系數.調整增量的模糊集均為{NB,NM,NS,ZO,PS,PM,PB},輸出控制信號的論域為[-3,+3].kp、ki、kd為輸出變量,模糊子集取為{NB,NM,NS,ZO,PS,PM,PB},模糊變量的模糊子集均選為高斯型,建立模糊規則隸屬度函數如圖4所示.

圖4 E和EC的隸屬度函數
根據上述PID控制原則及工程技術人員操作經驗,制定參數調整模糊控制規則表見表1、2、3.
注塑機的速度受到背壓、材料性質、熔體溫度、噴嘴壓力和模具腔幾何形狀等因素影響,注射速度會隨時間發生變化,因此存在時變性、死區非線性和耦合等問題.預測模糊PID控制[7]以PID控制器作為基礎單元,以模糊控制解決系統的時變性、死區非線性等問題,預測控制解決各系統之間的耦合問題.
表1Δkp的模糊規則表
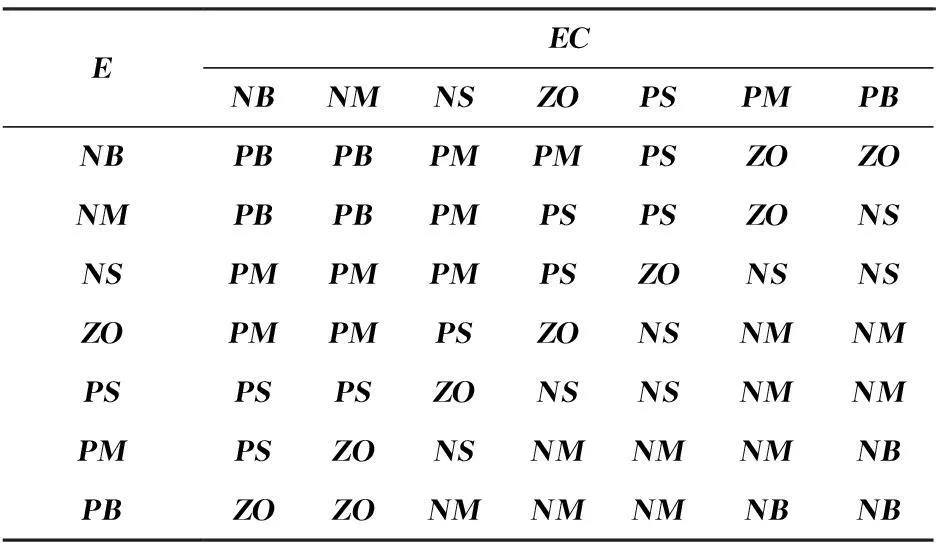
EECNBNMNSZOPSPMPBNBPBPBPMPMPSZOZONMPBPBPMPSPSZONSNSPMPMPMPSZONSNSZOPMPMPSZONSNMNMPSPSPSZONSNSNMNMPMPSZONSNMNMNMNBPBZOZONMNMNMNBNB
表2Δki的模糊規則表

EECENBNMNSZOPSPMPBNBNBNBNMNMNSZOZONMNBNBNMNSNSZOZONSNBNMNSNSZOPSPDZONMNMNSZOPSPMPMPSNMNSZOPSPSPMPBPMZOZOPSPSPMPBPBPBZOZOPSPMPMPBPB
表3Δkd的模糊規則表

EECNBNMNSZOPSPMPBNBPSNSNBNBNBNMPSNMPSNSNBNMNSNSZONSZONSNMNMNSNSZOZOZONSNSNSNSNSZOPSZOZOZOZOZOZOZOPMPBNSPSPSPSPSPBPBPBPMPMPMPSPSPB
3 灰色預測模糊PID控制器及仿真
將全電動注塑機注射速度的預測模型、模糊規則和隸屬函數輸入到Matlab的模糊控制器中,根據注射速度模型在Simulink中建立注射速度調節器的灰色預測模糊PID模型[8],其控制系統仿真如圖5所示.

圖5 注射速度的灰色預測模糊PID控制原理模型

圖6 控制系統仿真圖
根據在Simulink中設計的灰色預測模糊PID控制仿真圖以及Maltlab仿真程序,對全電動注塑機的注射速度系統進行仿真,并與傳統的PID控制、模糊PID控制進行比較,結果如圖6所示.三種控制方式性能指標見表4.
表4三種控制方式性能指標

控制方式上升時間/s超調量/%調節時間/s傳統PID0.05210.28模糊PID0.1700.09預測模糊PID0.1000.04
根據圖6以及表4比較可以看出,PID控制器起始階段響應速度快,但穩定性差,總體響應速度較慢,跟蹤性能差;模糊PID控制器具有較好的穩定性,但是存在滯后問題,總體快速性較差,因此跟蹤性能也一般;而灰色預測模糊PID控制具有很好的穩定性,總體快速性好,因此系統性能穩定,具有很好的跟蹤性.
注塑機在實際的工業生產中有很多的外界干擾因素,用脈沖信號模擬系統出現的干擾,來檢測注射速度系統的性能.假設注塑機注射系統在0.6s處出現了幅值為0.05的脈沖干擾信號,這將會影響到系統的輸出,將仿真曲線受擾動后局部放大查看結果,如圖7所示.表5為三種控制方式的誤差參數.
表5三種控制方式誤差參數

控制方式最大誤差出現時間/s最大誤差/s恢復穩定時間/s傳統PID0.6030.0480.20模糊PID0.6020.0350.06預測模糊PID0.6010.0180.01

圖7 加入干擾時控制系統的仿真曲線
分析圖6和表5可以看出,當注射系統出現擾動時,三種控制器的輸出響應的性能是不同的,傳統PID的控制誤差最大,恢復時間最長;模糊PID控制的誤差較小,恢復時間較短;灰色預測模糊PID控制下的誤差最小,而恢復到穩定的時間也最短.
控制效果如圖8所示,能夠較好的跟蹤設定的最優注射曲線.

圖8 控制效果圖
4 結論
(1)灰色預測模糊PID控制在注塑機的注射快速性和跟蹤性能方面都優于傳統的PID控制和模糊PID控制,秉承了傳統PID控制、灰色預測控制和模糊控制的優點,并克服了他們各自存在的缺點.
當外界出現干擾時,具有更好的魯棒性,適用于非線性、強干擾的不確定復雜系統.
(3)系統能夠很好的跟蹤分級注射的最優曲線,實現了注塑機的分級控制.
參考文獻:
[1]姬江濤,王榮先,符麗君.聯合收獲機喂入量灰色預測模糊PID控制[J].農業機械學報,2011,39(3): 63-6.
[2]徐銳.全電動注塑機熔膠和射膠過程控制及其伺服電動機控制研究[D].太原:華南理工大學,2010.
[3]崔采蓮,孫明軒.注塑機注射速度的離散預期學習控制[J].機械工程學報,2007.43(6):41-47.
[4]HuY,ZhangY,CuiP.Adaptivebacksteppingcontrolforaclassofstrictfeedbacknonlinearsystemsusingradialbasisneuralnetwork[C]//Proceedingsofthe4thWorldCongressonIntelligentControlandAutomation.Shanghai, 2012: 3 022-3 026.
[5]趙松,張培仁,鄧超.注塑機注射速度的模糊控制及其仿真[J],系統仿真學報,2008,20(2):349-352.
[6]胡建斌.基于非線性回歸預測及迭代學習的注射速度控制[D].沈陽:東北大學,2010.
[7]楊成晨,張九根.基于灰色預測模糊PID算法的空調房間溫度控制[J].電子技術應用,2012,38(4):56-59.
[8]蘇杰.核動力裝置多變量模糊預測控制仿真研究[J].原子能科學技術,2012,46(10):1243-1248.
(責任編輯:劉寶江)
Speed control of the all electric injection molding
machine based on the grey prediction fuzzy PID
CUI Zhen-hua, LI Su-ling
(School of Electrical and Electronic Engineering, Shandong University of Technology, Zibo 255049, China)
Abstract:According to the working principle of full electric injection molding machine injection process and presents the stochastic, nonlinear and time-varying, we put forward the grey forecasting, grey forecasting control fuzzy control and conventional PID combining the fuzzy P control algorithm of ID, used to control the injection speed of the all electric injection molding machine. Fuzzy PID control by fuzzy reasoning to realize the speed control of the conventional PID parameters are adjusted and the injection velocity model is established, and simulated by MATLAB. Results show that the prediction using the injection speed fuzzy PID control can obtain good speed tracking performance, stability and anti-jamming, easy to realize grading injection speed control.
Key words:injection molding machine; grey prediction; fuzzy control; PID control
中圖分類號:
文獻標志碼:A
文章編號:1672-6197(2015)04-0031-04
通信作者:
作者簡介:崔振華,男, zhenhua563@vip.qq.com; 李素玲,女,lsl608@163.com.
收稿日期:2014-10-22
