數控車削中幾個復合循環(huán)指令應用的探討
2015-12-17 07:13:38張吉玲
現代制造技術與裝備 2015年6期
張吉玲
(常州機電職業(yè)技術學院,常州 213164)
數控車削中幾個復合循環(huán)指令應用的探討
張吉玲
(常州機電職業(yè)技術學院,常州 213164)
數控車削中采用復合循環(huán)指令編程可以簡化程序,減少程序所占用的內存,但經常有人在應用復合循環(huán)G71、G72、G73時,出現較多走空刀或撞刀等事故。本文主要分析了復合循環(huán)G71、G72、G73的特點及應用時常見的錯誤,并通過實例闡述幾個復合循環(huán)的靈活應用。
數控車削 復合循環(huán) 應用
“數控車削技術”是一門理論性、實踐性較強的課程,其學習目的是了解當今先進的機械制造方法,充分發(fā)揮當今大學生知識新、反應快、創(chuàng)造力強的特點,結合具體的實踐教學,廣泛培養(yǎng)學生的動手能力、綜合應用能力和創(chuàng)新能力。為了了解編程的基本原理及方法,手工編程仍為常用的基本學習、訓練內容之一。對加工形狀簡單的零件,計算比較簡單,采用手工編程較容易完成,因此,在點定位加工及由直線與圓弧組成的輪廓加工中,手工編程被廣泛應用。為了簡化編程,系統(tǒng)往往提供復合循環(huán),因為采用復合循環(huán),編程時只需給出精加工形狀的軌跡、指定加工的吃刀量,系統(tǒng)就會計算出加工路線和加工次數,自動決定中途進行粗車的刀具軌跡,因此,采用復合循環(huán)可大大簡化編程,但應用不當將降低加工效率,或引發(fā)撞刀事故。下面以FANUKC 0--TD系統(tǒng)為例,說明其常用復合循環(huán)的特點及常見問題的解決方法。
1 外園/內孔粗車復合循環(huán)(G71)
格式:G71U(△d)R(e)
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
圖1為G71粗車循環(huán)示意圖,其特點是切深(△d)方向為徑向方向(X向),快速退刀(R)方向為平行于主軸軸線的方向(Z向),每次快速退刀的終點Z坐標都要接近循環(huán)起點A的Z坐標。由圖1可知,復合循環(huán)G71指令適合車削各處余量不均勻的棒料毛坯軸類零件的大部分余量。
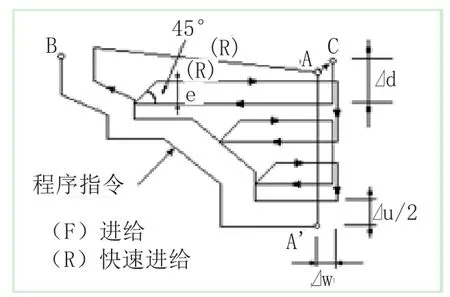
圖1 G71粗車循環(huán)示意圖
利用G71指令加工棒料毛坯時,若是內凹較深的軸類零件,將會發(fā)生撞刀事故。因為刀具沒完全徑向退出凹槽就快速軸向退刀。解決辦法是利用G73指令加工該類零件。
2 端面車削復合循環(huán)(G72)
格式:G72W(△d)R(e)

圖2為G72粗車循環(huán)示意圖,其特點是切深(△d)方向為軸向方向(Z向),快速退刀(R)方向為徑向的方向(X向),每次快速退刀的終點X坐標都要接近循環(huán)起點A的X坐標,所以適合車削棒料毛坯盤類零件的大部分余量。
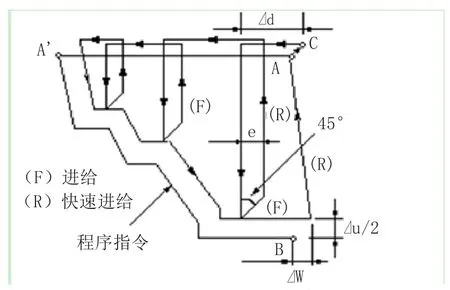
圖2 G72粗車循環(huán)示意圖
常見問題的解決方法:編程的先后順序錯誤。使用G72指令按輪廓編程的順序應從A→A′→B編程,此處與G71的用法(按輪廓編程應從A→B→A′編程)有區(qū)別,應加以注意。
3 封閉車削復合循環(huán)(G73)
格式:G73U(△i)W(△k)R(d)

圖3為G73粗車循環(huán)示意圖,粗車的軌跡和零件輪廓尺寸相符,所以適合加工余量較均勻的鍛件、鑄件毛坯零件及內凹的軸類零件。
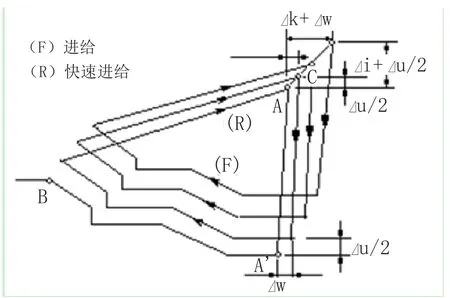
圖3 G73粗車循環(huán)示意圖
常見問題及解決方法:當加工余量不均勻的軸類零件時,余量較小處在開始加工時走空刀,影響生產率;在加工內凹處,一側有時出現過切。解決方法是先利用一般指令粗略加工,使各處余量相近,再利用G73進行加工;為了防止過切,讓G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s) T(t) 中的△w=0即可。
G71、G72、G73都為粗車循環(huán)指令,實際應用時,應根據毛坯的類型、零件的形狀等具體情況靈活選用。
4 實例應用
現以一實例說明數控車床中幾個復合循環(huán)的靈活應用。
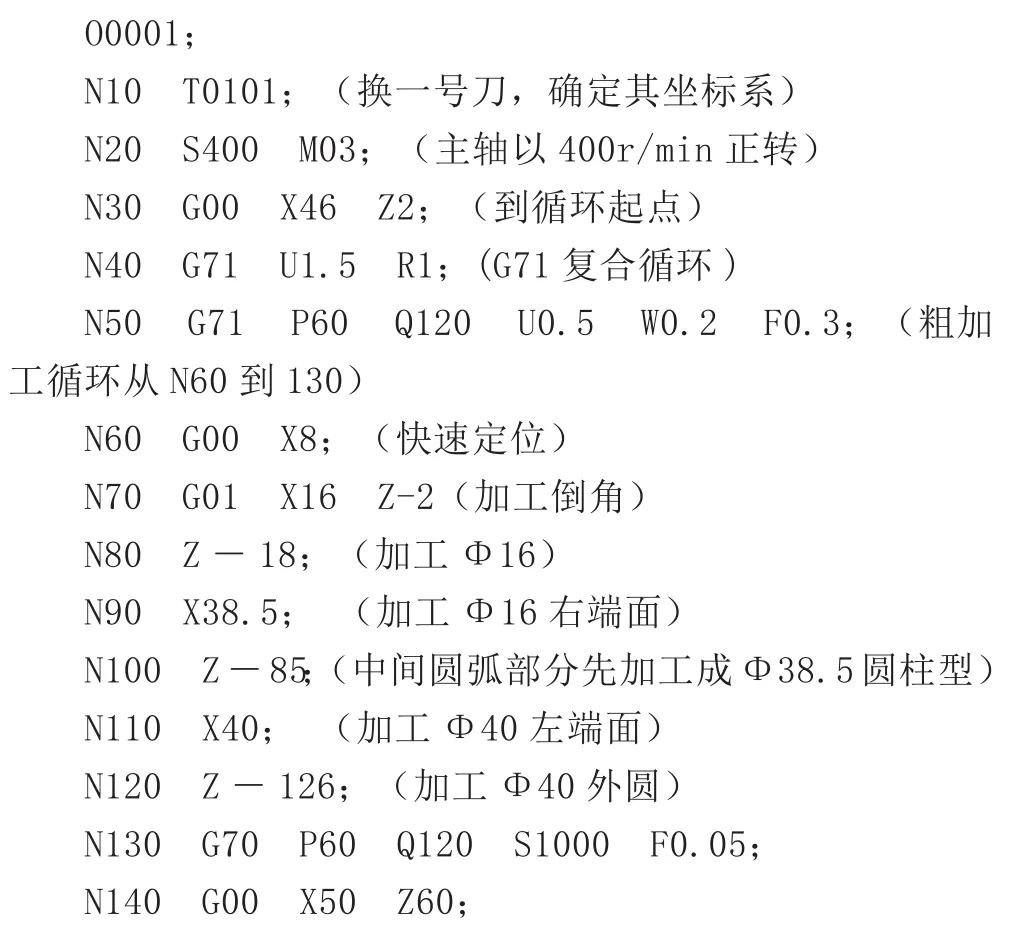
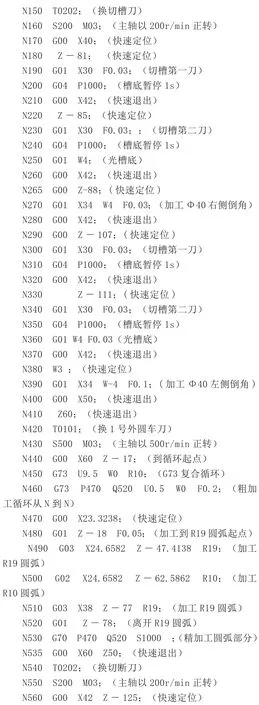
編制如圖4所示零件的加工程序。工藝條件:工件材質為45#鋼,毛坯為直徑Φ45mm的棒料;刀具選用:1號93°外園車刀,2號4mm寬切斷刀。
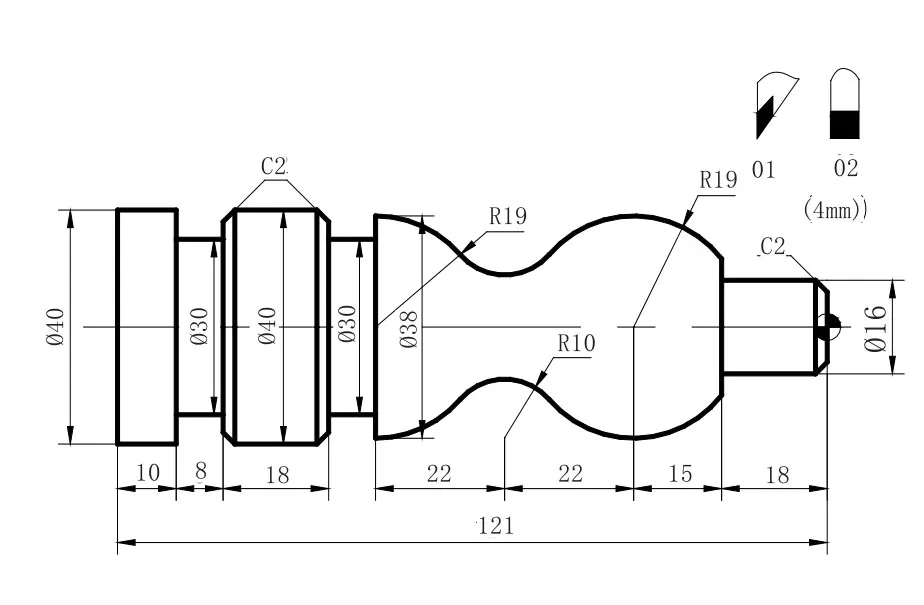
圖4 某零件加工程序
分析:此為軸類零件,毛坯為棒料,按一般情況,為了簡化編程,應采用復合循環(huán)G71按工件輪廓編程,進行粗車,但進一步分析,此為中間內凹的零件,所以不能單純用G71按工件輪廓編程,進行粗車,否則在粗車內凹處會發(fā)生撞刀事故,不能加工出所需零件;若用G73按工件的輪廓編程進行粗車,由于各處余量不均勻,在開始加工時,空刀較多,加工效率低;所以考慮到既要編程簡單,又要提高加工效率,此零件可先用G71編程加工出圓柱部分,再用G73編程加工出圓弧內凹部分,切槽穿插在其中加工。參考程序如下:

猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
中國共青團(2015年7期)2015-12-17 01:24:38
西安航空學院學報(2014年5期)2014-07-13 01:27:52
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
