
竹粉/PA復合混粉激光燒結制件彎曲強度研究
2015-12-24 01:08:40趙德金郭艷玲宋文龍東北林業大學機電工程學院黑龍江哈爾濱50040延邊大學工學院吉林延吉33002
安徽農業科學 2015年6期
趙德金,郭艷玲 ,宋文龍(.東北林業大學機電工程學院,黑龍江哈爾濱50040,2.延邊大學工學院,吉林延吉33002)
選擇性激光燒結(SLS),由美國德克薩斯大學奧斯汀分校的Dechard于1989年研制成功。SLS工藝是將粉末狀材料通過CO2激光器根據零件的分層信息有選擇地掃描CAD零件對應的截面區域,將三維實體簡化成二維的加工方式。一般首先將粉末材料加熱到略低于熔點的一定溫度,然后鋪一層粉,激光掃描CAD零件底層截面對應區域,再在剛加工的層上鋪一層粉,激光束由計算機控制再掃描一層,如此重復性的加工,直到所有層都加工結束。粉末可以是金屬和陶瓷粉末或者非金屬熱塑性樹脂粉末。目前被廣泛研究的材料有尼龍12[1]、聚苯乙烯[2]、聚醚醚酮[3]以及添加增強填料的尼龍基粉末材料等[4-6]。東北林業大學郭艷玲對木塑和稻殼塑復合混粉激光燒結性能進行了研究,結果表明其彎曲強度較低[7-8]。據統計,竹廢在竹制品企業中占竹材質量的60%[9]。因此,竹廢的合理利用可提高林業資源利用率以及為社會創造經濟價值。該試驗研究了竹粉/PA復合混粉激光燒結制件的彎曲強度和彎曲模量。
1 材料與方法
1.1 試驗材料 竹粉100目(自制)、低熔點聚酰胺(PA,市售)、復合偶聯劑、抗氧劑和潤滑劑。
1.2 制備竹粉/PA復合混粉 該試驗竹廢從某竹筷廠收集,利用竹粉粉碎機粉碎,使用振動篩(新鄉華成機械生產)篩分出粒徑小于100 μm的竹粉,然后利用自加熱和混合機使葉片和竹粉高速摩擦,產生熱量干燥,干燥溫度控制在100~120℃,干燥至濕度小于5%為止。竹粉微觀形態如圖1a所示,竹粉由不規則片狀顆粒組成。
聚酰胺是低熔點熱塑性樹脂粉末材料,電鏡掃描圖片如圖1b所示,聚酰胺由大小不一、不規則顆粒組成。聚酰胺特性見表1所示。
利用高速混合機按照質量比30/70將竹粉和PA粉末在700~800 r/min速度下混合15 min,混合的同時加入少量復合偶聯劑、抗氧劑和潤滑劑,溫度不能超過50℃。將竹粉/PA復合混粉塑封準備激光燒結試驗。
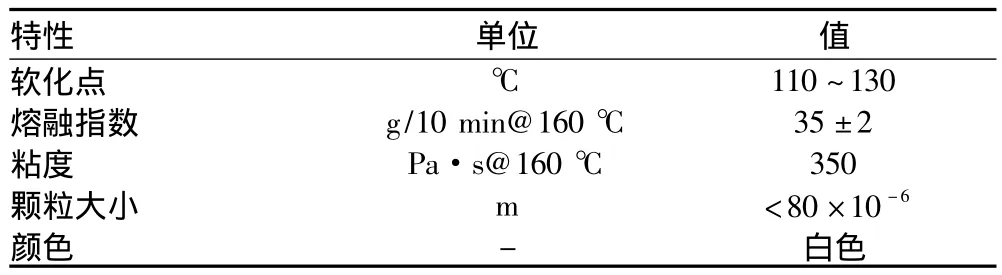
表1 聚酰胺物理特性
1.3 彎曲強度測試 彎曲強度按照ASTM D790-2004進行彎曲測試,測試件尺寸80 mm×13 mm×4 mm,彎曲強度使用萬能力學試驗臺測試,測試速度為10 mm/min。
2 結果與分析
2.1 粉末床表面能量輸入 激光燒結機粉末床能量輸入密度是一個關鍵的物流量,決定著粉末是否能夠融化結合形成實體。粉末床表面能量輸入(ED)由下列公式計算[10]:
式中:P是激光功率(W);v是激光掃描速度(mm/s);s是激光掃描間距(mm);l是鋪粉層厚(mm)。
2.2 粉末床預熱溫度 單層燒結法是檢驗粉末床的預熱溫度和激光加工工藝參數是否匹配的一種有效的方法。單層燒結法就是將粉末床預熱到稍微低于材料的熔點溫度,然后采用適當的激光加工工藝參數進行單層燒結試驗,看材料混粉受熱的變化,材料受熱表現為熱量不足不能成型、能成型但翹曲變形、成型質量好和過熱材料炭化。合適的預熱溫度將改善材料激光加熱的翹曲變形[11]。在一定預熱溫度下,混粉材料能成型但翹曲變形的激光加工工藝參數容易找到,但要使其成型質量好不發生翹曲變形就需要多次單層燒結法并且通過調整粉末床預熱溫度的試驗方法來解決。竹粉為填料,PA作為復合混粉材料的基料,為了提高激光燒結成型質量,防止材料在激光掃描過程中翹曲變形,應合理確定材料的激光加工工藝參數和材料粉末床的預熱溫度。根據表1的聚酰胺材料軟化點的溫度范圍,首先將混粉材料預熱到80℃,當激光掃描速度為2 000 mm/s、燒結間距為0.2 mm、鋪粉層厚為0.15 mm時,通過單層激光燒結法確定激光功率為10~13 W時,材料能成型,但加工時翹曲變形比較嚴重,得到表2激光加工工藝參數。按照表3將預熱溫度逐漸提升接近材料軟化點溫度的一系列單層燒結試驗中,結果如表3所示,粉末床的預熱溫度在90℃左右時,復合混粉沒有發生變形,適合激光燒結加工。
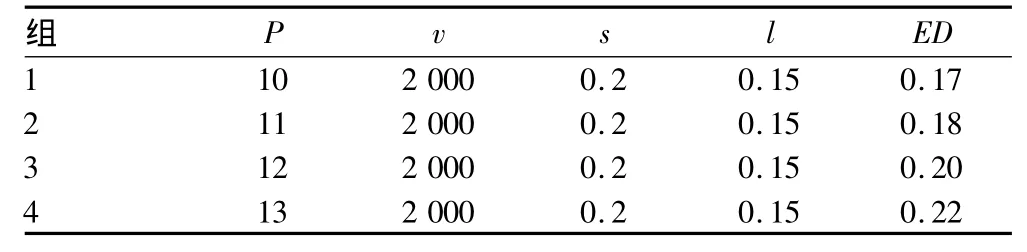
表2 激光加工工藝參數
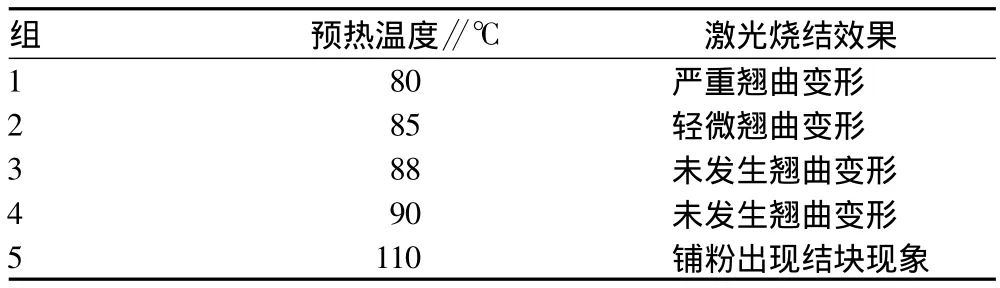
表3 不同預熱溫度下激光燒結效果
2.3 選擇性激光燒結和彎曲性能測試 采用表2激光加工參數進行加工時,利用萬能力學實驗機(CMT5504型,MTS系統公司)測試激光燒結彎曲測試件的彎曲強度和彎曲模量(圖3、4),當粉末床表面激光輸入能量為0.22 J/mm3時,彎曲測試件的彎曲強度和彎曲模量分別為15.1 MPa和219.7 MPa。比木塑和稻殼塑復合混粉的激光燒結制件的彎曲強度0.37 MPa 和0.475 MPa 有了顯著提高[7-8]。
2.4 激光燒結零件 薄壁葉輪CAD零件模型如圖5a所示,竹粉/PA復合混粉激光燒結葉輪制件如圖5b所示,說明該材料能燒結復雜的零件。
3 結論
該試驗成功利用選擇性激光燒結技術使用制備的竹粉/PA復合混粉制造薄壁復雜葉輪零件,說明該材料選擇性激光燒結具有較高成型特性,對激光燒結彎曲測試件進行彎曲性能測試,彎曲強度和彎曲模量分別為15.1 MPa和219.7 MPa。
[1]DUPIN S,LAME O,BARR S C,et al.Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering[J].European Polymer Journal,2012,48(9):1611 -1621.
[2]YANG J,SHI Y,SHEN Q,et al.Selective laser sintering of HIPS and investment casting technology[J].Journal of Materials Processing Technology,2009,209(4):1901 -1908.
[3]SCHMIDT M,POHLE D,RECHTENWALD T.Selective laser sintering of PEEK[J].CIRP Annals - Manufacturing Technology,2007,56(1):205-208.
[4]YANG J,SHI Y,YAN C.Selective laser sintering of polyamide 12/potassium titanium whisker composites[J].Journal of Applied Polymer Science,2010,117(4):2196 -2204.
[5]GOODRIDGE R D,SHOFNER M L,HAGUE R J M,et al.Processing of a polyamide -12/carbon nanofibre composite by laser sintering[J].Polymer Testing,2011,30(1):94 -100.
[6]SALMORIA G V,PAGGI R A,LAGO A,et al.Microstructural and mechanical characterization of PA12/MWCNTs nanocomposite manufactured by selective laser sintering[J].Polymer Testing,2011,30(6):611 -615.
[7]GUO Y,ZENG W,JIANG K.Preparation and selective laser sintering of wood - plastic composite powers and post processing[J].Digest Journal of Nanomaterials and Biostructures,2011,6(3):1435 -1444.
[8]ZENG W,GUO Y,JIANG K,et al.Preparation and selective laser sintering of rice husk - plastic composite powder and post processing[J].Digest Journal of Nanomaterials and Biostructures,2012,7(3):1063 -1070.
[9]劉志坤.竹材加工剩余物綜合利用研究(一)[J].竹子研究匯刊,2003(1):55-59.
[10]OLAKANMI E O.Direct selective laser sintering of aluminium alloy powders[D].Leeds:University of Leeds,2008.
[11]史玉升,劉錦輝,閆春澤.粉末材料選擇性激光快速成形技術及應用[M].北京:科學出版社,2012.
