形變方式對H62黃銅模壓形變等效應(yīng)變分布的影響
2015-12-28 07:40:53張植瓊林雪慧
機(jī)械制造與自動化 2015年3期
關(guān)鍵詞:有限元
張植瓊,林雪慧,2
(1. 福州大學(xué) 機(jī)械工程及自動化學(xué)院,福建 福州 350108; 2. 江漢大學(xué) 化學(xué)與環(huán)境工程學(xué)院,湖北 武漢 430056)
?
形變方式對H62黃銅模壓形變等效應(yīng)變分布的影響
張植瓊1,林雪慧1,2
(1. 福州大學(xué) 機(jī)械工程及自動化學(xué)院,福建 福州 350108; 2. 江漢大學(xué) 化學(xué)與環(huán)境工程學(xué)院,湖北 武漢 430056)
摘要:采用三維有限元法(FEM)模擬H62黃銅交叉模壓形變過程和平行模壓形變過程,分析了這兩種不同模壓形變方式對試樣模壓形變后等效應(yīng)變分布的影響,并與試驗(yàn)結(jié)果進(jìn)行了比較。結(jié)果表明,隨著模壓周期的增加,與平行模壓形變相比,交叉模壓形變方式下試樣等效應(yīng)變累積值會更高,等效應(yīng)變分布也會更均勻;其模擬結(jié)果中等效應(yīng)變的分布規(guī)律與試驗(yàn)材料顯微硬度的分布規(guī)律相對應(yīng)。
關(guān)鍵詞:H62黃銅;模壓形變;有限元;等效應(yīng)變
0引言
模壓形變技術(shù)是Shin[1]等人提出的一種大塑性變形方法,它可以實(shí)現(xiàn)將金屬材料晶粒細(xì)化到亞微米級甚至納米級,從而獲得物理和力學(xué)等各方面性能都很優(yōu)異的超細(xì)晶材料[2]。與其他大塑性變形方法相比,由于模壓形變技術(shù)具有工藝簡單,生產(chǎn)成本低的特點(diǎn)而逐漸引起人們的關(guān)注,目前已應(yīng)用該技術(shù)成功制備了超細(xì)晶純鋁和純銅等材料[3-5]。蘇麗鳳[6]等人首次將模壓形變法應(yīng)用在對H62黃銅的細(xì)化研究上,并取得了很好的成果,相繼研究了材料厚度[7]、模齒寬度[8]和模壓道次[9]對模壓形變的影響,并應(yīng)用有限元法模擬了模壓形變過程[9],對了解模壓形變的實(shí)質(zhì)和對試驗(yàn)的指導(dǎo)很有幫助,所以利用有限元法對模壓形變過程進(jìn)行模擬很有必要。
張瑩[10]等人在平行模壓形變的基礎(chǔ)上提出了交叉模壓形變方法,發(fā)現(xiàn)利用交叉模壓形變方法獲得的試樣比平行模壓形變后的試樣具有更好的組織均勻性和更高的硬度值。為了更好地了解兩者的差異,采用ABAQUS軟件模擬在這兩種模壓形式下的H62黃銅模壓形變過程,分析不同形變方式下試樣等效應(yīng)變的分布規(guī)律,并與試驗(yàn)結(jié)果進(jìn)行對比,為研究其他材料的模壓形變過程打下基礎(chǔ)。
1模型建立
1.1模壓形變工藝原理
模壓形變工藝的原理如圖1所示,圖1(a)為模壓形變工藝初始裝配狀態(tài),其中彎模模具的傾角θ為45°,鋸齒齒寬為t,板狀試樣置于兩彎模中間。1) 進(jìn)行第1次壓彎過程(圖1(b)),使平臺部分的試樣不發(fā)生變形,在模具傾斜面部分的試樣受到剪切變形,累積等效應(yīng)變?yōu)?.58。2) 如圖1(c)所示,使用一對平模將試樣壓平,傾斜部分受到反向的剪切變形,積累等效應(yīng)變?yōu)?.16,而平臺部分試樣的等效應(yīng)變?nèi)詾?。3) 移動試樣一個齒寬t的距離(圖1(d)),再進(jìn)行第2次壓彎、壓平,使未變形的部分累積等效應(yīng)變?yōu)?.16,這樣整個試樣累積的等效應(yīng)變均為1.16,以上所述過程稱為1周期平行模壓形變過程。如果在進(jìn)行1周期平行模壓形變之后,將試樣沿y軸旋轉(zhuǎn)90°,再經(jīng)過1周期的平行模壓形變,則稱之為1周期的交叉模壓形變過程。試樣進(jìn)行多周期模壓形變處理,可以在試樣上累積大的等效應(yīng)變。

圖1 模壓形變示意圖
1.2有限元模型的建立
由于交叉模壓變形要繞著y軸旋轉(zhuǎn)90°,因此,采用ABAQUS軟件中彈塑性三維有限元模型模擬交叉模壓形變過程,而平行模壓形變過程雖然可近似認(rèn)為沿著z方向的變化是一致的而采用二維有限元模型模擬,但是為了能和交叉模壓形變過程進(jìn)行很好的比較,也采用三維有限元模擬平行模壓形變過程。兩種模壓形變采用的試樣尺寸為50mm×50mm×2mm,采用C3D8R單元劃分網(wǎng)格,單元尺寸為0.5mm,單元形狀為六面體,初始單元數(shù)為40000個。模型中彎模齒寬t為7mm,傾角θ為45°。模具定義為解析剛體,不需要進(jìn)行網(wǎng)格劃分和單元選擇。令試樣和模具之間接觸的摩擦系數(shù)為0.1(金屬冷成型過程中摩擦系數(shù)范圍為0.05-0.15)。賦以試樣為黃銅材料,即彈性模量為105GPa,泊松比為0.3,模擬所用的真實(shí)應(yīng)力-應(yīng)變曲線如圖2所示,該曲線是在Instron Model-1185型萬能機(jī)上單向拉伸H62黃銅試驗(yàn)獲得。真實(shí)應(yīng)變εtrue是由塑性應(yīng)變εpl和彈性應(yīng)變εel兩部分構(gòu)成,在ABAQUS中定義塑性材料參數(shù)時,需要使用塑性應(yīng)變εpl,其表達(dá)式為:
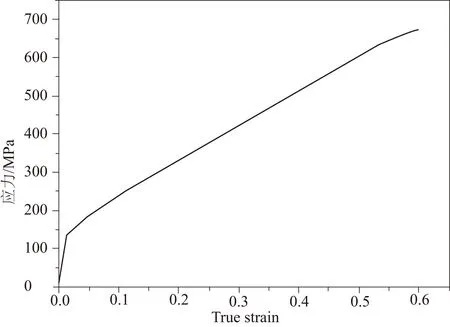
圖2 H62黃銅的真實(shí)應(yīng)力應(yīng)變曲線
2模擬結(jié)果討論
圖3和圖4分別為平行模壓1周期和交叉模壓1周期的等效應(yīng)變分布云圖。從圖中可以看出,與圖3相比,圖4交叉模壓1周期后,不論是長度方向還是寬度方向,其等效應(yīng)變的分布均勻性得到了改善。同時,三維模擬交叉模壓形變也存在著端部效應(yīng)[9],即試樣周圍的等效應(yīng)變積累量最小,試樣中心區(qū)域等效應(yīng)變累積量最大,其余部分則介于兩者之間。這是因?yàn)檎麄€交叉模壓形變過程中試樣周圍未受到模具限制,可隨著交叉模壓形變過程的進(jìn)行而自由伸長,大大降低了模具對其剪切和擠壓作用;試樣中心等效應(yīng)變累積量最大部分在整個交叉模壓形變過程中除了受到模具的擠壓、剪切作用外,還受到周圍試樣的擠壓及其內(nèi)部金屬流動的作用,使其等效應(yīng)變累積量最大,且圖中深色區(qū)域主要對應(yīng)在模具齒頂拐角附近;隨著與中心的距離的加大,試樣受其內(nèi)部擠壓及金屬流動作用逐漸變小,端部效應(yīng)影響加大,使得試樣其余部分的等效應(yīng)變累積量逐漸變小。

圖3 平行模壓1周期后等效應(yīng)變分布云圖

圖4 交叉模壓1周期后等效應(yīng)變分布云圖
為了更清楚地了解交叉模壓和平行模壓這兩種模壓形式對試樣經(jīng)過多周期模壓形變后等效應(yīng)變分布的影響,圖5給出了這兩種模壓形式下試樣經(jīng)等周期模壓形變后沿長度方向等效應(yīng)變分布曲線。由于同周期內(nèi),交叉模壓形變壓彎壓平次數(shù)多于平行模壓形變,通過圖5(a)、圖5(b)可以看出,經(jīng)過1周期交叉模壓形變處理后的試樣上累積的等效應(yīng)變明顯多于平行模壓形變處理的試樣,尤其是試樣中心,從這2個圖還可以看出,兩種模壓形式下等效應(yīng)變分布均勻性差不多,交叉模壓的等效應(yīng)變分布均勻性略好于平行模壓。隨著周期的增加即模壓形變3周期后(如圖5(c)、圖5(d)所示),兩種模壓形式下等效應(yīng)變累積值的差距會變小;對于均勻性,平行模壓試樣表面等效應(yīng)變累積量穩(wěn)定性很差,且各等效應(yīng)變峰值間相差比較大,使得等效應(yīng)變分布不均,嚴(yán)重影響材料的物理及力學(xué)性能,而經(jīng)交叉模壓形變處理后的試樣,等效應(yīng)變峰值間差距明顯縮短,各點(diǎn)間等效應(yīng)變值平穩(wěn)過渡,不會存在過大的波動,使等效應(yīng)變在整個試樣上能夠相對均勻分布。綜上所述,隨著周期的增加,交叉模壓形變方式要比平行模壓形變方式更能有效的改善等效應(yīng)變在試樣上的分布均勻性。

圖5 不同形變方式下模壓等周期后試樣等效應(yīng)變分布曲線
交叉模壓1周期相當(dāng)于平行模壓2周期,其積累的等效應(yīng)變很顯然會高于平行模壓1周期,為了得到在相同壓彎壓平次數(shù)后,兩種模壓形式對等效應(yīng)變的影響,圖6給出了4次壓彎壓平即交叉模壓1周期和平行模壓2周期后試樣沿長度方向等效應(yīng)變分布曲線圖。通過幾條曲線可以看出無論試樣表面還是中心,交叉模壓形變1周期后的等效應(yīng)變累積量仍略高于平行模壓形變2周期后的試樣。平行模壓形變2周期后,在試樣表面部分區(qū)域的等效應(yīng)變累積量值明顯高于其他部分,嚴(yán)重影響了整個試樣上等效應(yīng)變分布的均勻性;在試樣中間雖然不會出現(xiàn)等效應(yīng)變值急劇升高的現(xiàn)象,但各點(diǎn)間的等效應(yīng)變累積量還存在明顯的差距。分析交叉模壓形變1周期后的等效應(yīng)變分布曲線,試樣表面和中心上各點(diǎn)間等效應(yīng)變值不會像平行模壓處理的試樣發(fā)生特別明顯波動,說明經(jīng)過1周期交叉模壓形變處理后的試樣,與平行模壓2周期相比,不但在等效應(yīng)變累積量上有所提升,等效應(yīng)變分布均勻性也會得到明顯改善。

圖6 相同壓彎壓平次數(shù)后試樣沿長度方向等效應(yīng)變分布曲線
通過以上分析可知,不管是在相同壓彎壓平次數(shù)下還是相同周期下,與平行模壓相比,采用交叉模壓形變,能獲得更高的等效應(yīng)變累積值和更好的均勻性,這與張瑩等人的試驗(yàn)結(jié)果(隨著周期的增加,交叉模壓形變方式所獲得的試樣比平行模壓形變方式所獲得的的試樣有更好的均勻性和更高的硬度值)是相對應(yīng)的。
3結(jié)語
1) 交叉模壓1周期相當(dāng)于平行模壓2周期,即使在相同壓彎壓平條件下,交叉模壓1周期試樣累積的等效應(yīng)變值仍略高于平行模壓2周期試樣,且等效應(yīng)變分布均勻性也比平行模壓方式下的試樣要好。
2) 在相同周期條件下,交叉模壓形變試樣所獲得的等效應(yīng)變肯定會高于平行模壓形變的試樣,但是隨著周期的增加,差距會縮小,除此之外,交叉模壓形變試樣等效應(yīng)變分布均勻性比平行模壓形變試樣要好的多。
3) 模壓形變有限元模擬結(jié)果中等效應(yīng)變的分布規(guī)律與實(shí)際試驗(yàn)中顯微硬度的分布規(guī)律是一致的。
參考文獻(xiàn):
[1] Shin D H, Park J J, Kim Y S, et al. Constrained groove pressing and its application to grain refinement of aluminum [J]. Materials and Science Engineering A, 2002, 328: 98-103.
[2] Valiev R Z. Structure and mechanical properties of ultra-fine grained metals [J]. Mater Sci Eng A,1997,234:59-66.
[3] Lee J.W,Park J.J. Numerical and experimental investigations of constrained groove pressing and rolling for grain refinement [J]. Journal of Materials Processing Technology,2002,130-131:208-213.
[4] Krishnaiah A,Chakkingal U,Venugopal P. Applicability of the groove pressing technique for grain refinement in commercial purity copper [J]. Materials Science and Engineering,2005,410-411:337-340.
[5] Krishnaiah A,Chakkingal U,Venugopal P. Production of ultrafine grain sizes in aluminum sheets by severe plastic deformation using the technique of groove pressing [J]. Scripta Materialia, 2005,52(12):12.
[6] 蘇麗鳳,彭開萍,肖林鋼. 反復(fù)模壓形變法細(xì)化H62黃銅的研究[J]. 機(jī)械工程材料,2007, 31(7):15-18.
[7] 曾佳偉,牟雪萍,彭開萍. 材料厚度對H62黃銅模壓形變等效應(yīng)變分布的影響[J]. 機(jī)械工程材料,2011,35(2):92-96.
[8] 張螢,彭開萍. 模齒寬度對模壓變形純銅晶粒尺寸與力學(xué)性能的影響[J]. 機(jī)械工程材料,2009,33(10):13-16.
[9] 曾佳偉,彭開萍. H62黃銅模壓形變有限元模擬[J]. 金屬熱處理,2010,35(5):83-86.
[10] 張螢,彭開萍,林雪慧. 形變方式對模壓形變H62黃銅組織的影響[J]. 材料熱處理學(xué)報,2009,30(4):114-119.
Effect of Groove Pressing Mode on Distribution of Equivalent
Strain During Groove Pressing Process of H62 Brass
ZHANG Zhi-qiong1, LIN Xue-hui1,2
(1. School of Mechanical Engineering and Automation,Fuzhou University, Fuzhou 350108, China;
2. School of Chemical and Environmental Engineering, Jianghan University, Wuhan 430056, China)
Abstract:A three-dimensional finite element method is used to simulate the deformation process of H62 brass during cross groove pressing and parallel groove pressing. The influence of these two different groove pressing modes on equivalent strain distribution of the specimen after groove pressing is analyzed. and compared with the experimental results. The results shows that compared with the result of parallel groove pressing mode, the equivalent strain of the specimen after cross groove pressing is higher on cumulative value and more uniform on distribution with the increase of the grooving pressing cycles. The distribution of simulated equivalent strain is corresponded to the distribution of material micro hardness.
Keywords:H62 brass; groove pressing; finite element method; equivalent strain
收稿日期:2014-12-02
中圖分類號:TP391.4
文獻(xiàn)標(biāo)志碼:B
文章編號:1671-5276(2015)03-0127-04
作者簡介:張植瓊(1990-),女,湖北荊州人,碩士研究生,主要研究方向?yàn)樾虏牧狭W(xué)行為。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18