齒輪齒條傳動進給伺服系統減小π因子誤差的再研究
2016-01-25 03:28:14張學文席港港趙慶志
山東理工大學學報(自然科學版) 2015年3期
張學文,席港港,趙慶志
(1.山東理工大學 機械工程學院, 山東 淄博 255049;
2.山東淄博金嶺鐵礦機械廠, 山東 淄博 255080)
?
齒輪齒條傳動進給伺服系統減小π因子誤差的再研究
張學文1,席港港2,趙慶志1
(1.山東理工大學 機械工程學院, 山東 淄博 255049;
2.山東淄博金嶺鐵礦機械廠, 山東 淄博 255080)
摘要:數控雕刻機常用齒輪齒條進給伺服傳動,存在無限不循環小數π引起脈沖當量誤差的問題.在分析已有解決方案優缺點的基礎上,提出利用355/113代替π,同時減速部分中步進電機采用細分驅動并搭配使用齒輪減速機構的方案,降低了進給伺服系統制造精度的要求,并減小了π因子引起的誤差.
關鍵詞:伺服進給系統; 齒輪齒條傳動;π因子
在數控雕刻機等數控設備上,常用的進給伺服傳動機構有滾珠絲杠傳動機構、T型絲杠傳動機構和齒輪齒條傳動機構等幾種形式.當傳動距離比較大時,齒輪齒條進給伺服傳動系統受力變形小,承載力大,齒條長度可對接延續.但是,在齒輪齒條機構反向傳動時,由于傳動齒輪副間的傳動間隙會造成進給系統反向運動滯后于指令信號,丟失指令脈沖并產生反向死區,對傳動精度影響很大[1].此外,齒輪齒條傳動過程中傳遞距離L= αR,α的單位為弧度,而步進電機步距角θ的單位為度.因此,在將度轉換為弧度的過程中必然存在π因子,而π是一個無限不循環小數,傳遞過程中必然會產生誤差累積,在進行較長距離的傳動后必會產生較大的誤差.因此,如何減小π因子的影響,提高齒輪齒條傳動系統的進給精度引起不少學者的研究.
已有許多文獻對減小齒輪齒條傳動中無限不循環小數π對傳動精度的影響進行了研究,例如文獻[2]提出通過加工周節變位齒條減小π的影響;文獻[3]提出通過提高齒距的加工精度來減小π對傳動精度的影響;文獻[4]提出在齒條的加工過程中,通過分度盤傳動機構來提高其加工精度,從而減小π的影響;文獻[5]提出通過加工斜齒輪來降低π因子的影響;文獻[6]從控制角度入手,通過閉環控制方案有效減小了π因子的影響.本文通過分析傳統解決方案的優缺點,提出新的解決方案.
1傳統的解決方案及其優缺點
1.1通過加工周節變位齒條減小π因子的影響
兩齒輪正確嚙合的基本條件為
tcosα=t0cosα0
(1)
即變位前的齒距與壓力角余弦值之積等于變位后的齒距與壓力角余弦值之積. 式中:t為齒輪齒距;α為齒輪壓力角;t0為變位后齒條齒距;α0為變位后齒條壓力角.
該方法首先根據齒輪旋轉一周時的進給量以及齒輪的齒數來確定變位齒條的齒距t,然后再根據與該齒條嚙合的齒輪的齒距和壓力角確定要加工齒條的壓力角.
通過加工周節變位齒條雖然能夠在一定程度上減小π因子的影響,但是加工齒條時需要自制插齒刀具,加工齒輪時需要進給傳動鏈有足夠的精度[2],這些問題都將增加齒輪加工的難度.
1.2通過提高齒條齒距加工精度減小π因子的影響
該方法通過將所要加工的齒條齒距精度盡可能接近πm,以此來減小齒輪齒條每轉過一齒的傳動誤差[3],即通過分度盤傳動機構來提高其加工時的精度,從而減小其傳動誤差[4].
分度盤傳動機構主要由進給手輪、蝸輪減速箱、分度盤、進給絲杠等部分組成.分度盤固定在蝸輪箱體上靠近蝸桿輸入端,絲杠與工作臺絲母聯接,帶動工作臺移動,完成進給.絲杠與蝸輪通過離合器聯接,當離合器聯接時,絲杠和蝸輪固定;當離合器脫開時,絲杠和蝸輪分離.進給手輪與進給絲杠直聯,離合器采用單導向平鍵聯接,為了確保進給手輪只能轉整數圈,即絲杠的整數倍螺距,小于絲杠螺距部分由分度盤進給完成.因為把絲杠螺距等分成多份,加上分度盤上定位銷的定位作用提高了進給精度,從而有效地提高了齒條的齒距精度.
分度盤法雖然可以提高齒條的加工精度,但對分度機構的精度要求較高.此外,當齒輪的模數較小時,πm的乘積較小,相應齒距精度也會較高,齒條加工的難度也會增加.
1.3利用斜齒輪減小π因子的影響
該方法利用斜齒輪的端面模數
mt=mn/cosβ
(2)
(mn為齒輪法面模數)的特點進行擬合,可以減小π因子的影響.
通過運用Matlab軟件擬合可知,當β=0.340 828 865rad時,此時斜齒輪分度圓的進給量與理論值十分接近.此時,相應的π/cosβ=3.333 332 875≈10/3.用10/3代替式
(3)
中的π/cosβ,然后根據取定的步進電機步距角、齒輪法向模數以及設定的脈沖當量,進而可以確定齒輪齒數[5].此時,齒輪齒條傳動1 000mm時,誤差大約為0.001 6mm,與原來的誤差相比大大減小.
該方法雖然能減小π因子的影響,但如果想要達到理想的精度,則對此斜齒輪齒條加工精度的要求太高,加工成本隨之提高.
1.4采用閉環控制方案減小π因子的影響
閉環控制的原理如圖1所示,閉環控制方案主要由測量裝置和比較環節決定,控制精度取決于與位置測量裝置組成閉環系統的精度.若使系統達到所需精度,則位置測量裝置必須有較高的精度.測量裝置的精度越高價格也就越高[6].因此,該方法雖然精度較高、便于自動化管理,但測量裝置的價格較貴,機床的制造成本相應增加.
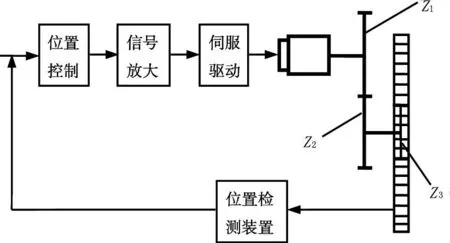
圖 1 閉環控制原理圖
2新方案的提出
文獻中提出的多種減小π因子的方案都存在明顯的不足.本文提出選取一組合適的數據來代替π因子,如355/113=3.141 592 920 3,而π值為3.141 592 653 5,兩者的差值介于0.000 000 26與0.000 000 27之間.
以圖2所示齒輪齒條進給伺服傳動原理為例,設脈沖當量δ=0.01mm,最大進給行程為1m,設計中驅動裝置選用三相混合式步進電機,其步距角為1.2°/0.6°.伺服進給系統采用齒輪齒條傳動,減速機構中將步進電機細分驅動與齒輪減速箱搭配使用,以簡化減速機構并使其保持一定的工作轉矩.其中減速箱采用兩級齒輪減速,工作時,步進電機采用細分驅動,其步距角為0.072°,則脈沖當量為
(4)
將π用355/113代替,可得
(5)

圖2 齒輪齒條進給伺服傳動原理圖
將α=0.072,δ=0.01帶入式(5)中,當減速裝置的總傳動比為113/355時,與齒條嚙合的齒輪模數Z5為整數,并且無論齒輪還是齒條都是普通零件,無需變位加工更不需要使用斜齒輪,加工過程簡便,零件易獲得.
為了滿足上述要求,當齒輪的模數為1時,選取z1=30,z2=150,z3=113,z4=71.將上述數據帶入式(5)可得z5=45,經過該方法處理后,進給機構的脈沖當量達到了理論值.由于用355/113來代替π值,因此其誤差僅來源于355/113與π的差值.
當齒輪齒條進給機構的行程為1m時,理論上伺服系統應向步進電機發送的脈沖數為100 000個,而此時伺服系統的進給誤差介于0.026mm與0.027mm之間,經過校正后可以滿足使用要求.
3結束語
本文提出的減小π因子影響的解決方案,既不需要采用斜齒輪又無需加工變位齒條,只需要采用普通的直齒圓柱齒輪,對齒輪齒條加工要求低,相應成本較低.將伺服電機的細分驅動與齒輪減速箱的應用結合起來,既簡化了齒輪減速箱的體積,減小了移動部分的重量,有利于節約能源,又提高了伺服進給系統的進給精度,并保證了傳動機構具有足夠的力矩來驅動機床的移動部分.同時,該方法又不需要高精度的反饋測量裝置,機床的設計維護成本大大降低.采用355/113代替π以減小π因子影響的方法,具有其他方法不可比擬的優點,m=1能夠滿足小型數控雕刻機的強度要求,對提高齒輪齒條傳動精度具有一定的工程實用價值.
參考文獻:
[1]伍利群.齒輪傳動間隙的消除方法[J].機床與液壓,2005(5):187-188.
[2]張廉.消除齒輪齒條傳動進給誤差的方法[J].機床,1981(12):42-43.
[3]樊國強.利用分度盤提高齒條齒距加工精度[J].機械工程師,2011(5):104-105.
[4]TaekOHYT.Designofprecisionangularindexingsystemforcalibrationofrotarytables[J].JournalofMechanicalScienceandTechnology,2012,26(3):847-855.
[5]李鉅威.斜齒輪齒條消隙傳動在大型設備數控改造中的應用[J].機電工程技術,2012(5):83-86.
[6]楊紅光,趙慶志,孫惠萍.伺服系統中齒輪齒條傳動消除π因子誤差的研究[J].山東理工大學學報:自然科學版,2011,25(6):63-66.
(編輯:郝秀清)
Thefurtherresearchtothereductionoferrorfactor
ofgearandracktransmissioninthefeedservosystem
ZHANGXue-wen,XIGang-gang,ZHAOQing-zhi
(1.SchoolofMechanicalEngineering,ShandongUniversityofTechnology,Zibo255049,China;
2.ShandongZiboJinlingIronMineMachineryFactory,Zibo255080,China)
Abstract:CNCengravingmachineoftenusegear-rackfeedservosystemtotransmit,andtherearepulseequivalenterrorduedtoinfinitenon-repeatingdecimalπ.Inthispaper,weanalyzedtheadvantagesanddisadvantagesofprevioussolutions,andbasedontheanalysis,weused355/113toreplaceπ.Atthesametime,weusedsubdivideddrivingsteppermotorwithgeardecelerationcollocation,makingthemanufacturingprecisionofservosystemisfeasible,andreducingtheerrorcausedbythefactorofπ.
Keywords:servofeedsystem;gear-rackdrivesystem;thefactorofπ
中圖分類號:TH132.4
文獻標志碼:A
文章編號:1672-6197(2015)03-0073-03
作者簡介:張學文,男, 1033283246@qq.com
收稿日期:2014-09-02
