熱連軋連鑄坯裝爐溫度研究
2016-02-21 09:01:28徐夏冰董尉民王超海
河南冶金 2016年5期
關鍵詞:裂紋
徐夏冰 董尉民 王超海
(安陽鋼鐵股份有限公司)
熱連軋連鑄坯裝爐溫度研究
徐夏冰 董尉民 王超海
(安陽鋼鐵股份有限公司)
提高連鑄坯熱裝爐溫度可以顯著降低成本,創造良好的經濟效益,限制熱裝爐溫度的主要因素為析出的氮化鋁在加熱過程中造成的連鑄坯表面裂紋。通過分析氮化鋁在連鑄坯冷卻過程中析出行為和鈦元素的影響,確定了連鑄坯的裝爐溫度原則。
連鑄坯 熱裝 熱送裂紋 氮化鋁 氮化鈦
0 前言
連鑄坯熱送熱裝工藝充分利用了連鑄坯的顯熱,提高入爐鑄坯溫度減少了加熱時間,從而節省了燃料的消耗,連鑄坯熱送熱裝工藝還能縮短產品的生產周期還能改善產品質量,提高金屬收得率,降低坯庫庫存從而降低資金占用,顯示出了巨大的優越性。因此,在工藝和技術條件允許的情況下,盡可能提高裝爐溫度是十分必要的,將極大地降低生產成本。但是在實際生產過程中,連鑄坯熱裝還存在一些限制因素,需要加以研究。
1 裝爐方式
目前世界上連鑄坯主要熱送熱裝和直接軋制方式見表1。

表1 連鑄坯熱送熱裝和直接軋制方式
實踐表明,鑄坯入爐溫度每提高100 ℃,可降低燃料消耗6%左右。為了實現良好的經濟效益,應該盡量縮短連鑄坯入爐所需的時間,以提高鑄坯入爐溫度,最好可以直裝入爐。國內熱連軋生產線絕大多數鑄機-加熱爐界面的輥道并無保溫補熱裝置,無法做到讓連鑄坯在A3溫度以上裝爐軋制。因此,所做的工作主要是提高連鑄坯直接熱裝軋制的比例,盡可能縮短連鑄坯等待時間。
2 發現的問題和原因分析
直接熱裝過程中發現的最大的問題是,某些鋁鎮靜鋼會產生嚴重的表面裂紋。熱裝裂紋的一種形態如圖1所示。

圖1 熱裝裂紋示例
鑄坯熱送裂紋產生的原因是奧氏體晶界析出的鏈狀分布的AlN,造成晶界結合力減弱。在鑄坯溫度降到Ar3時,發生γ→α相變,鐵素體中N溶解度突然降低,使AlN等碳氮化物大量析出到晶界,當連鑄坯在奧氏體分解溫度Ar1以上熱裝軋制時,AlN難以聚合與溶解,與銅、釩、鈮等晶界弱化元素的作用相疊加,降低了奧氏體的熱塑性,極易產生熱送裂紋。
鑄坯溫度降到Ar1以下時,鑄坯發生了奧氏體向鐵素體和珠光體的轉變,晶粒變得細小,鑄坯加熱到軋制溫度時重新轉化為奧氏體,這時的奧氏體不僅晶粒度和熱送有很大的不同,已經析出的AlN的大部分或部分回溶回奧氏體晶粒中,不再對鑄坯的熱塑性產生明顯的影響。不同熱履歷中奧氏體的相變過程和AlN的析出情況如圖2所示。
3 不同鋼種入爐溫度研究
通過研究熱送表面裂紋的發生機理,應該針對不同的鋼種,確定不同的裝爐溫度。

圖2 不同熱履歷中奧氏體相變過程和AlN的分布情況
3.1 Al的影響
熱送表面裂紋主要與奧氏體相變過程中AlN的析出行為有關,所以一般情況下,非鋁鎮靜鋼并無入爐溫度要求,實際生產中也未發現熱送裂紋。
3.2 Ar1的影響
SPHC鑄坯尺寸210 mm×1 260 mm,SPHC的冶煉化學成分見表2。該鋼種在緩冷條件下的Ar1=780 ℃,Ar3=910 ℃。

表2 SPHC的冶煉化學成分 w%
直裝實驗選取14塊板坯,進行批量軋制試驗。直裝試驗板坯最高裝爐溫度位于尾部寬度方向中心部位,SPHC鑄坯裝爐溫度如圖3所示。

圖3 SPHC鑄坯裝爐溫度
實驗發現,由于SPHC的Ar1高達780 ℃,直裝板坯的表面中心最高溫度均低于SPHC的Ar1溫度,采用連鑄坯直接熱裝軋制的方式,熱送連鑄坯的相變過程與連鑄坯冷裝軋制并無本質區別,沒有產生表面裂紋現象。這主要是因為鋼中的其他元素會影響Ar1溫度,如錳和鎳使Ar1降低,釩、鋁、鉬、鎢等則使其升高,不同鋼種的Ar1應當查閱《鋼的臨界溫度參數手冊》或者通過實驗確定。當裝爐時鑄坯表面中心溫度低于Ar1溫度時,通常不會產生熱送裂紋。
3.3 Ti的影響
510 L鋼坯尺寸為210 mm×1 340 mm,510 L的冶煉化學成分見表3。該鋼種在緩冷條件下Ar1=650 ℃,Ar3=810 ℃。

表3 510L的冶煉化學成成分 w%
直裝實驗選取10塊板坯,2塊加熱后剔除觀察表面質量,其余8塊進行批量軋制試驗。直裝試驗板坯最高裝爐溫度位于尾部寬度方向中心部位,裝爐溫度如圖4所示。
可以發現,510 L鋼進行直裝時,鑄坯表面最高溫度位于Ar1與 Ar3之間,但是加熱后剔除的兩塊鑄坯未發現表面裂紋,直接熱裝軋制的八個鋼卷,也未發現與鑄坯對應的裂紋缺陷。
510 L未出現熱裂紋主要是是鈦元素的影響。研究表明,當晶界質點粗大,呈稀疏分布時,板坯不易產生裂紋,當晶界質點細小,呈密實分布,鑄坯的裂紋傾向增加。析出物尺寸越大,鋼塑性越好[1]。
氮化物的尺寸與其生成溫度有關。TIN在鋼的凝固溫度附近生成,因此尺寸較大,可達數百微米,AlN析出溫度較低,顆粒通常很小,在數個納米左右[2]。
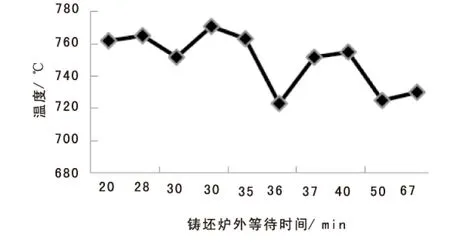
圖4 510 L鑄坯裝爐溫度
由于Ti與N原子的親和力比Al、Nb、V都要高,可在鋼中加鈦,固定N生成粗大的TiN質點,改善延性,避免鑄坯表面熱裂紋的產生。研究表明,當鋼中[N]0.005%~0.010%,[Ti]不低于0.02%~0.025%時,可取得良好效果,考慮到目前煉鋼通常能將[N]控制到[N]0.003%~0.004%以下,[Ti]含量高0.02%時一般不會出現熱送表面裂紋[1]。
4 結論
1)國內的大部分連鑄坯裝爐溫度都在A3以下,限制裝爐溫度的主要原因是鋁鎮靜鋼在兩相區裝鋼產生熱送裂紋;
2)鋁鎮靜鋼應在Ar1以下并盡量靠近Ar1的溫度裝爐;
3)[Ti]大于0.02%的鋼種,一般不會產生熱送裂紋。
[1] 蔡開科.連鑄坯質量控制[M].北京:冶金工業出版社,2010:221-227.
[2] 王新華.鋼鐵冶金-煉鋼學[M].北京:高等教育出版社,2007:216.
RESEARCH ON THE TEMPERATURE OF CONTINUOUS CASTING SLAB IN HOT CHARGING PROCESS
Xu Xiabing Dong Weimin Wang Chaohai
(Anyang Iron and Steel stock Co.,Ltd)
Increasing the temperature of the hot charging Reheating furnaces can significantly reduce the cost and create a good economic benefit. The main factors that limit the hot charging temperature of Al-killed steel are the surface cracks caused by the precipitation of AlN in the heating process. According to the analysis of the precipitation behavior of AlN in continuous casting slabs and discussing the influence of Ti, determined the principle of the charging temperature.
continuous casting slab hot charging hot cracking AlN TiN
冰,助理工程師,河南.安陽(455004),安陽鋼鐵股份有限公司生產管理處;
2016—7—20
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
