冷軋基料山水畫缺陷的分析與控制
2016-02-21 08:57:23劉偉云徐筱薌戚新軍張圣東
河南冶金 2016年5期
劉偉云 徐筱薌 戚新軍 張圣東
(安陽鋼鐵股份有限公司)
冷軋基料山水畫缺陷的分析與控制
劉偉云 徐筱薌 戚新軍 張圣東
(安陽鋼鐵股份有限公司)
山水畫缺陷是酸軋機組常見的一種表面缺陷。主要介紹了冷軋基料山水畫現象的兩種表現形態,針對這兩種表現形態,分別分析了山水畫缺陷的產生原因及預防措施。
冷軋基料 山水畫 控制
0 前言
安鋼冷軋酸軋機組建成投產后,隨著品種結構的不斷增加,對卷板的表面質量要求也越來越高。熱軋酸洗板是對表面質量要求較高的產品之一。熱軋酸洗板在酸洗過程中有時會出現山水畫現象,造成卷板表面質量下降,影響了客戶的使用。為了能夠使熱軋酸洗板表面質量滿足客戶的需求,對山水畫缺陷進行了分析研究,并提出了一些改進措施。
山水畫缺陷有兩種表現形態,一種形態是酸洗漂洗后山水畫缺陷顏色發暗、發黑,還有一種形態是酸洗漂洗后山水畫缺陷顏色發黃,俗稱“黃銹”,具體的照片如圖1所示。
1 實驗及原因分析
對產生不同形態山水畫缺陷的兩卷熱軋酸洗板分別進行取樣,所取兩個試樣(試樣1為山水畫缺陷試樣,試樣2為“黃銹”山水畫缺陷試樣)的化學成分見表1。

(a) 山水畫

(b) “黃銹”山水畫

牌號化學成分/%CSiMnSPAlAGCS0.04~0.06≤0.030.15~0.25≤0.020≤0.0150.020~0.045
所取山水畫缺陷試樣在掃描電鏡下觀察,試樣1在掃描電鏡下表面有氧化鐵皮存在,試樣2在掃描電鏡下表面良好,具體的照片如圖2所示。
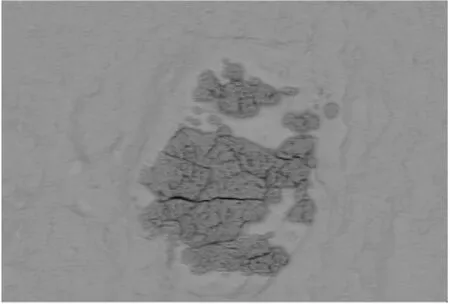
(a) 試樣1掃描電鏡照片

(b) 試樣2掃描電鏡照片
酸洗的目的是去除卷板表面的氧化鐵皮,預防氧化鐵皮軋入帶鋼基體,影響冷軋板的表面質量及加工性能,同時損壞表面粗糙度很低,價格昂貴的冷軋輥。山水畫現象的產生原因一種是卷板表面的三次氧化鐵皮殘留形成山水畫黑色斑跡現象,在掃描電鏡下觀察卷板表面有氧化鐵皮存在,如圖2(a)所示;還有一種原因是酸洗后卷板表面殘存的酸液沒有被烘干,或者是由于設備故障或其它原因造成機組停車,酸槽內酸液排空后卷板表面殘留 HCL 溶液, HCL 與鐵基發生一系列的反應最終生成FeO(OH) ,即黃銹,造成卷板表面的山水畫現象,此山水畫缺陷在掃描電鏡下觀察表面良好,不存在氧化鐵皮,如圖2(b)所示。
2 預防措施及結果
2.1 氧化鐵皮殘留形成的山水畫缺陷預防措施及結果
針對卷板表面三次氧化鐵皮殘留造成的的山水畫缺陷,需要從熱軋工序和冷軋工序同時改進,具體如下。
2.1.1 軋制計劃的編排
軋輥表面越粗糙,帶鋼基體與表面氧化鐵皮的界面越粗糙,帶鋼基體與表面氧化鐵皮的粘附性越強,越容易形成微小氧化鐵皮的的淺壓入,造成帶鋼基體與氧化鐵皮剝離困難,酸洗過程中不容易洗掉,表面出現山水畫缺陷,影響帶鋼的酸洗效果,帶鋼表面發暗。實踐證明,在使用粗糙的、受到損壞的軋輥時,往往會造成帶鋼酸洗時間的延長。因此熱軋酸洗板軋制計劃的編排及軋輥的更換頻次對酸洗后的表面質量影響很大。軋制單元的后期軋輥的粗糙程度要比前期大,所以為了避免酸洗后卷板表面的山水畫缺陷,熱軋酸洗板在熱軋過程中避免排在軋制單元的尾部[1]。
2.1.2 精軋溫度及卷取張力的影響
從氧化鐵皮的結構上看,終軋溫度在700 ℃~900 ℃之間時,所形成的氧化鐵皮含 80%~90% 的FeO,10%~20%的Fe3O4,當溫度大于900 ℃,Fe2O3可以在高溫下迅速生成,這時氧化鐵皮除Fe3O4外,將不出現FeO ,并開始在氧化鐵皮表面形成Fe2O3單獨一層。FeO韌性好,易溶解于鹽酸,而Fe3O4及Fe2O3是致密的,不易溶于鹽酸。研究結果表明,獲得符合最佳酸洗時間的氧化鐵皮,終軋溫度應該 850 ℃ 左右[1],因此熱軋酸洗板在軋制過程中終軋溫度應盡量靠近這個溫度。目前熱軋酸洗板終軋溫度為 870 ℃~910 ℃,因此熱軋酸洗板在生產過程中,終軋溫度應按下限控制。
在卷取過程中,適當提高卷取張力,提高鋼卷各層之間的緊密度,防止空氣進入鋼卷內,帶鋼表面沒有氧氣,FeO不會增厚,有利于酸洗[2]。
2.1.3 輥面氧化膜的建立
為了消除精軋過程中產生的三次氧化鐵皮,精軋工作輥輥面必須建立良好的輥面氧化膜。如果輥面的氧化膜太薄,雖不易脫落但不耐磨,如果太厚雖耐磨但易脫落,二者均會造成輥面粗糙。因此在軋制熱軋酸洗板時,必須安排適量的燙輥材,保證精軋工作輥輥面氧化膜建立良好。
2.1.4 拉矯機的延伸率
拉矯機延伸率越大,對卷板表面氧化鐵皮的破壞程度越大,酸洗效果會越好。但是拉矯機的延伸系數設定不能太大,如果延伸太大容易造成斷帶,影響生產的順行。為了減小熱軋酸洗板生產過程中山水畫現象的出現,增加了拉矯機的延伸系數,延伸系數在原來的基礎上增加了0.1左右,保證酸洗過程中酸液能夠更好地滲透,酸洗效果更好。同時適當調整彎曲輥的插入深度,1#和2#彎曲輥的插入深度在原來的基礎上分別增加2 mm~4 mm,使熱軋酸洗板表面的氧化鐵皮更容易酸洗。
2.2 “黃銹”山水畫缺陷預防措施及結果
針對“黃銹”山水畫缺陷,主要從冷軋工序加以改進,具體如下。
2.2.1 擠干輥的影響
擠干輥是酸軋機組保證酸洗效果的重要設備。為了提高酸洗后表面質量,酸洗段擠干輥(共5對)及漂洗段擠干輥(共7對)更換周期在原來的基礎上減少了2萬t左右,保證了帶鋼的酸洗效果。
2.2.2 漂洗水的影響
為了保證漂洗效果,酸軋機組漂洗段的補水方式由原來的定時補水改為了根據電導率的大小自動補水,5#漂洗槽的電導率高于50 μs/cm或者1#漂洗槽的電導率高于200 μs/cm后系統自動補水。漂洗段的溫度控制是漂洗的關鍵,提高漂洗水的溫度可以降低水的粘度,提高離子在水中的擴散能力,同時可以提高帶鋼自身的溫度,便于帶鋼的烘干。漂洗水溫度在原來的基礎上增加10℃~20℃。
2.2.3 生產順行的影響
對于機組停車造成的“黃銹”山水畫,最好的消除辦法是保證設備的正常運行及原料卷的質量,減少設備事故及工藝事故造成的停車。另外,機組停車后,可通過倒車回酸、擦拭輥面等措施來避免“黃銹”山水畫出現[3]。
3 結論
1)三次氧化鐵皮殘留造成的山水畫缺陷主要從軋制計劃的編排、精軋及卷曲溫度、輥面氧化膜、拉矯機延伸率四個方面加以控制;
2)“黃銹”山水畫缺陷主要從擠干輥、漂洗水及減少機組停車三個方面加以控制;
3)通過一系列措施的有效實施,熱軋酸洗板生產過程中表面山水畫缺陷明顯減少,既滿足了客戶的使用要求,又實現了較好的質量控制與經濟效益。隨著安鋼冷軋連退與鍍鋅機組的相繼投產,為下一步越來越多的品種鋼的開發奠定了基礎。
[1] 劉偉云,徐筱薌,厚健龍等.冷軋基料夾渣缺陷的分析與控制[J].河南冶金,2016,24(1):9-10,42.
[2] 冷光榮,范紅梅,王艷輝.熱軋帶鋼表面氧化鐵皮的成因與控制[J].江西冶金,2012,32(4):1-3.
[3] 范光杰.酸洗板表面銹蝕的產生原因及預防對策[J].化學工程與設備,2012(7)112-114.
ANALYSIS AND CONTROL OF LANDSCAPE PAINTING DEFECT OF COLD-ROLLED BASE MATERIAL
Liu Weiyun Xu Xiaoxiang Qi Xinjun Zhang Shengdong
(Anyang Iron and Steel Stock Co.,Ltd)
Landscape painting defect is a common surface defects of the pickling tandem cold mill. The two forms of Landscape Painting Defect of cold -rolled base material were introduced. Based on the two forms of Landscape Painting Defect, the paper analyzed the causes and preventive measures.
cold-rolled base material landscape painting controlling
云,工程師,河南.安陽(45504),安陽鋼鐵股份有限公司技術中心;
2016—5—21
