西馬克X-Pact控制系統在不銹鋼軋鋼廠的應用
2016-02-21 08:57:24邵書東亓海燕欒義平
河南冶金 2016年5期
關鍵詞:不銹鋼
邵書東 亓海燕 楊 成 欒義平
(山東泰山鋼鐵集團有限公司)
西馬克X-Pact控制系統在不銹鋼軋鋼廠的應用
邵書東 亓海燕 楊 成 欒義平
(山東泰山鋼鐵集團有限公司)
不銹鋼爐卷軋機升級改造工程全部采用德國西馬克自動化控制系統,并用世界領先的數字模擬技術控制板型,降低了成本,提高了質量,增強了產品核心競爭力。本文詳細介紹了德國西馬克X-Pact控制系統在不銹鋼軋鋼廠的應用,并描述了不銹鋼軋鋼廠X-Pact控制系統的配置結構及控制系統的控制原理。
X-Pact控制系統 爐卷軋機 不銹鋼
0 前言
不銹鋼軋鋼廠于2013年對原有的不銹鋼爐卷軋機生產線進行了技術升級改造,改造后產能由原來的80萬t提高到180萬t。技改項目在原基礎上增加三架精軋機如圖1所示,1個卷取機,1座加熱爐,1套加強型層流冷卻系統,新上4套磨床,實現在線磨削,用于提高產量和質量。新工藝對主要控制設備自動控制提出了嚴格的要求,在自動化控制設備中采用德國西馬克公司提供的X-Pact控制系統,包括2臺PDA分析儀。整套系統是為了達到不銹鋼軋鋼廠的數據采集、系統控制等各方面的需求,提高不銹鋼鋼帶的產量、質量,提高成材率,合格率。

圖1 爐卷+三連軋生產線
1 X-Pact控制系統的硬件組成部分
1.1 X-Pact控制系統
X-Pact控制系統包括了自動控制、數據采集、信號處理等多方面的內容,能從很多方面實現軋鋼自動化操作,同時,還能實現自動控制、動態顯示、狀態監測、記錄信號、故障報警等各類操作。軋線區,在PLC室安放了RM、R1,FM、S1、F1、F2、F3主控制柜,每個控制柜包含一個X-Pact控制器,在現場安放了8個遠程柜,分別是入口遠程柜,出口遠程柜,冷卻水遠程柜,F0推床遠程柜,S1遠程柜,F1遠程柜,F2遠程柜,F3遠程柜,卷取區,在3號電氣室安放了DCM、DC1、DC2主控制柜,每個控制柜包含一個X-Pact控制器,在現場安放了3個遠程柜,分別是1號遠程柜,2號遠程柜,3號遠程柜,在2CS、3CS、4CS操作室都安裝了操作面板及操作手柄,在中心機房安放了服務器1臺,備份機1臺,開發機3臺,PDA分析電腦2臺,精軋區X-pact DP網絡圖如圖2所示:
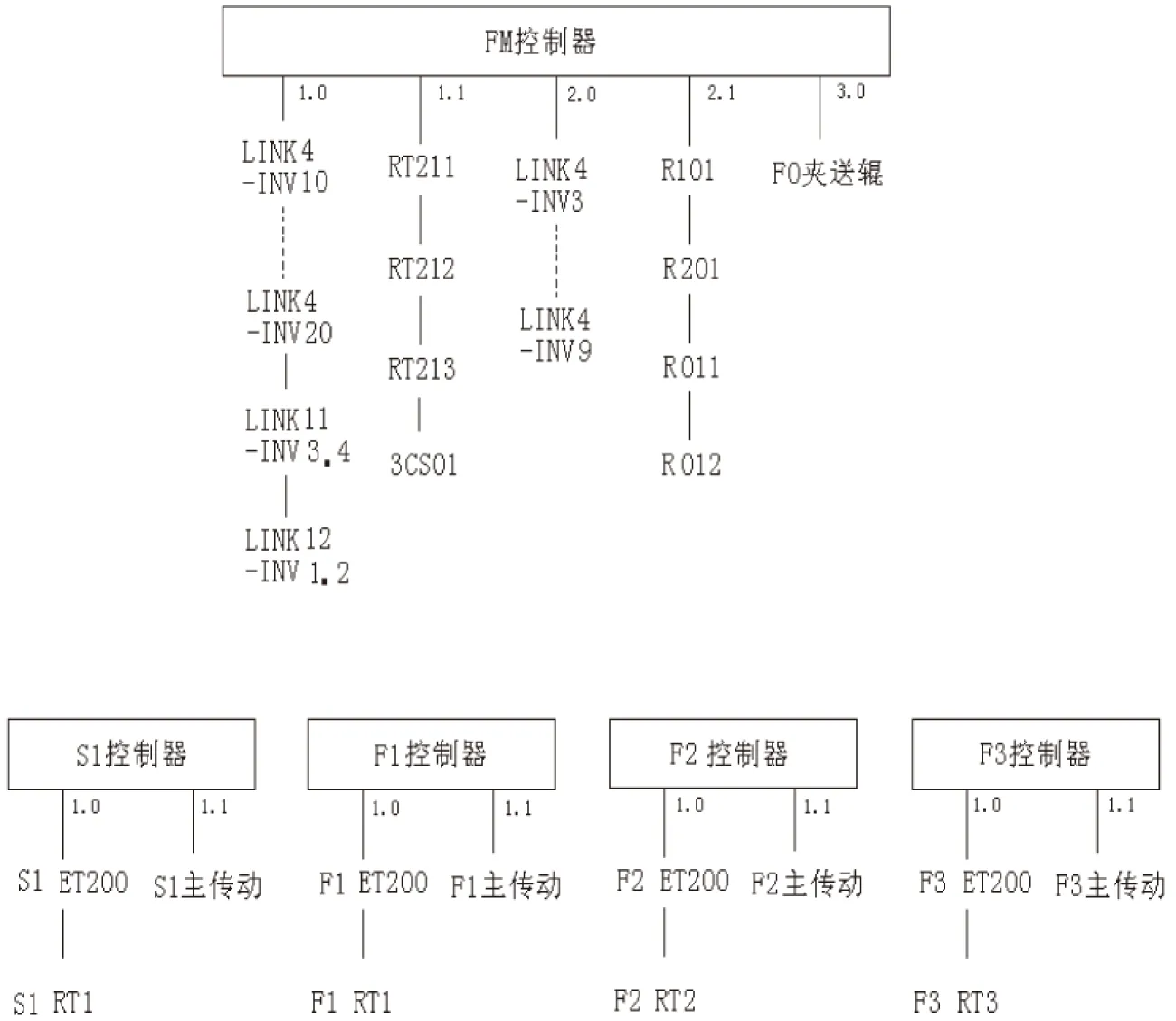
圖2 精軋區X-pact DP網絡圖
1.2 控制操作的相關技術
使用X-Pact控制系統進行不銹鋼軋鋼的根本目的是為了提高不銹鋼鋼帶的產量、質量,提高成材率,系統設計共涉及到了計算機、控制、通訊、顯示技術等4大技術內容。本系統結合了先進的DCS分散型控制系統。系統網絡選擇了光纖環網為基礎的工業局域網技術,控制器與遠程柜的通訊采用光纖通訊加貝福模塊,能夠保證現場的模擬信號能過快速的往來控制系統,維持控制系統的高效有序進行。
1.3 操作室
在各操作室安裝了相應的監控裝置,主要借助于不同性能的計算機操作,具體為彩色監視器8臺,粗軋2臺,精軋3臺,卷取2臺,控制面板7個,粗軋1個,精軋3個,卷取3個,粗軋設有2個手柄,精軋設有用于速度調節、彎輥調節、傾斜調節的12個手柄及4個快泄按鈕。精軋操作臺如圖3所示。

圖3 精軋操作臺
2 X-Pact控制系統的軟件部分
X-Pact控制系統的編程工具為LogiCAD5.2,輔助工具包括X-Pro數據庫軟件,X-Hmi畫面調試工具。由于粗軋區,精軋區,卷取區控制系統都為西馬克X-Pact控制系統,控制方式相同,下面以精軋區X-Pact控制系統為例來介紹X-Pact控制系統的軟件部分。
2.1 精軋程序塊
精軋區程序塊如圖4所示。

圖4 精軋區程序塊
2.2 精軋軋區軟件架構
精軋區軟件構架如圖5所示。

圖5 精軋區軟件構架
2.3 F1控制器具體功能塊說明
(1)AGC:自動厚度控制;(2)BRB:支承輥平衡;(3)CVC:工作輥竄輥控制;(4)ESC:側導板控制;(5)HGC:液壓輥縫控制;(6)HWMON:硬件監控;(7)LOO:活套控制;(8)MDC;軋機主傳動控制;(9)PDC:過程數據收集;(10)SSEQ:軋機順序控制;(11)WRB:工作輥彎輥控制。
2.4 FM控制器功能塊說明
(1)CSH:飛剪控制;(2)DCI:傳動控制;(3)DSGF:除磷控制;(4)DSPR1:除磷入口夾送輥控制;(5)DSPR2:除磷出口夾送輥控制;(6)ESC:F0側導板控制;(7)FMCC:冷卻水控制;(8)GFC:公用功能控制 ;(9)LOO:F0活套控制;(10)MTR:跟蹤控制;(11)PDC:過程數據收集;(12)PR1:F0夾送輥控制;(13)SAF:安全;(14)SCC1:入口卷筒控制;(15)SCC2:出口卷筒控制;(16)SCM:速度控制;(17)SEQ:順序控制;(18)SESC1:入口卷取爐側導板控制;(19)SESC2:出口卷取爐側導板控制;(20)SHESC:剪前側導板控制;(21)SLOO1:入口卷取爐活套控制;(22)SLOO2:出口卷取爐活套控制;(23)SPR1:爐卷入口夾送輥控制;(24)SPR2:爐卷出口夾送輥控制。
2.5 常用功能
軋機主控制協調速度主控制,軋機機架控制器和側導板的任務,根據操作工所選操作模式,以確保所有組件的適當相互作用。模式選擇是賦予操作工的主要權利,以確定自動化的執行順序。 有關的功能如下:模式選擇,軋機組件的狀態監控,SM和FM的帶鋼跟蹤,主輔傳動參考值的及時輸入,輔助功能的及時觸發,與軋機其它設備的接口。以下主要模式能夠由操作工通過HMI進行選擇:正常停止,換輥,標定,軋制,快速停車。 軋機主控制保證涉及的所有系統采取相同模式。基于安全考慮以下模式由相應硬件連接信號自動觸發:快速停車,緊急停車。產品質量通過西馬克二級控制模型設定合適的彎輥、竄輥、補償等以保證合適的板型。
3 結語
“爐卷+連軋”生產模式在國內屬首次,X-Pact控制系統在不銹鋼軋鋼廠使用已三年多,控制器及模塊工作正常,機組產量、產品質量穩步提升,板型優異。目前已開發出節鎳奧氏體、馬氏體、鐵素體等多個系列、多種規格的不銹鋼鋼帶,還可生產雙相不銹鋼、高級合金鋼、耐候鋼、耐酸鋼等特殊鋼帶,可廣泛應用到石油化工、海洋工程、航空航天、汽車、船舶、醫藥、食品、水處理以及家電等領域。噸鋼綜合能耗達到國際領先水平,實現了企業效益最大化。
THE APPLICATION OF SMS X-PACT IN STAINLESS STEEL MILL
Shao Shudong Qi Haiyan Yang Cheng Luan Yiping
(Shandong Taishan Iron and Steel Group Co., Ltd)
Stainless steel STECKEL mill modernization project using SMS, X-pact and with the world's leading digital simulation technology to control plate shape, to reduces the cost improves the quality, enhance the core competitiveness of product. The application of SMS X-Pact system in stainless steel rolling mill, the structure and configuration of X-Pact control system were introduced in detail.
X-Pact control system Steckel mill stainless steel
東,高級工程師,山東.萊蕪(271100),山東泰山鋼鐵集團有限公司;
2016—7—10
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
