斷路器支架多功能復合模具設計
2016-02-23 10:33:46侯欽義沙偉于云程孫華山
裝備制造技術 2016年12期
關鍵詞:檢測
侯欽義,沙偉,于云程,孫華山
(1.常州信息職業技術學院,常州市大型塑料件智能化制造重點實驗室,江蘇常州213164;2.常州贏得為自動化科技有限公司,江蘇常州213164)
斷路器支架多功能復合模具設計
侯欽義1,沙偉1,于云程1,孫華山2
(1.常州信息職業技術學院,常州市大型塑料件智能化制造重點實驗室,江蘇常州213164;2.常州贏得為自動化科技有限公司,江蘇常州213164)
以斷路器支架為研究對象,提出了以同步送料方式,分別沖壓復雜制件的三段,并在模內鉚接成制件的多功能復合模具設計方案。該多功能復合模具結構在保證不降低工件精度與生產效率的同時,還降低了排樣設計的難度,甚至提高了材料利用率。
多功能復合模具;模內自動鉚接;同步送料
在《模具行業“十三五”發展規劃》中,提出我國目前急需發展多功能復合模具等發展目標。多功能復合模具除沖壓成型外,還具有疊壓、攻絲、鉚接和鎖緊等功能,從而減少能耗。模內鉚接[1]是指將兩工件用一種鉚接形式在模具內連接在一起。模內攻絲則是將攻絲機裝入模具對沖件攻絲。本文介紹一種斷路器支架多功能復合模具,介紹了鉚接和攻絲功能在模具內的使用。
1產品工藝性分析
斷路器支架是典型的沖壓件,如圖1所示。制件材料牌號為10#鋼,料厚為1.2 mm,成形性能良好。沖壓工序包括沖孔、彎曲、翻孔、攻絲、鉚接、切斷。鉚接工件默認彎曲半徑r為0.5 mm大于10#鋼在退火狀態下任意彎曲線方向的最小彎曲半徑,無需整形。M3.5的牙高H為0.52 mm大于工件料厚,所以可在工件翻孔內攻絲。此外,工件精度一般,生產批量較大,適合用級進模生產。
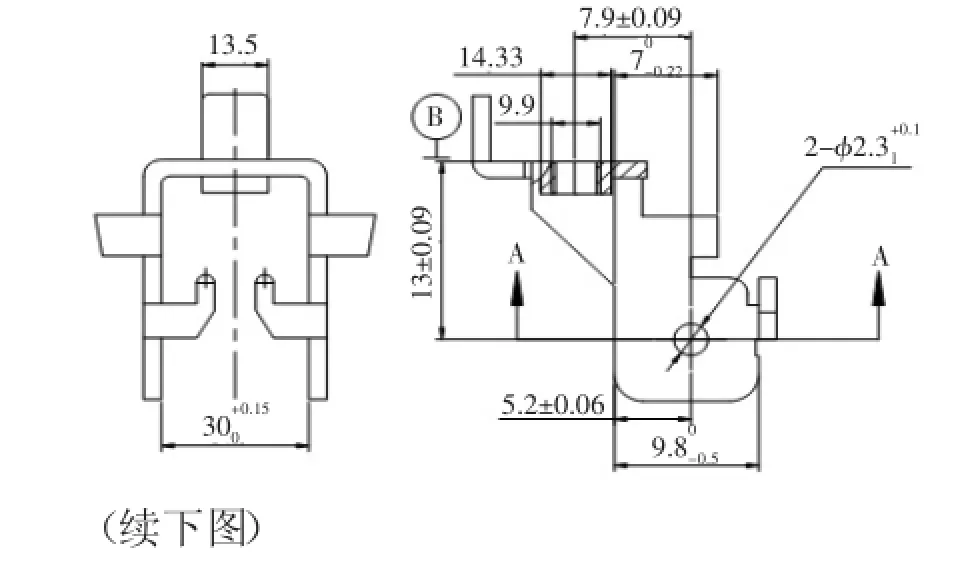
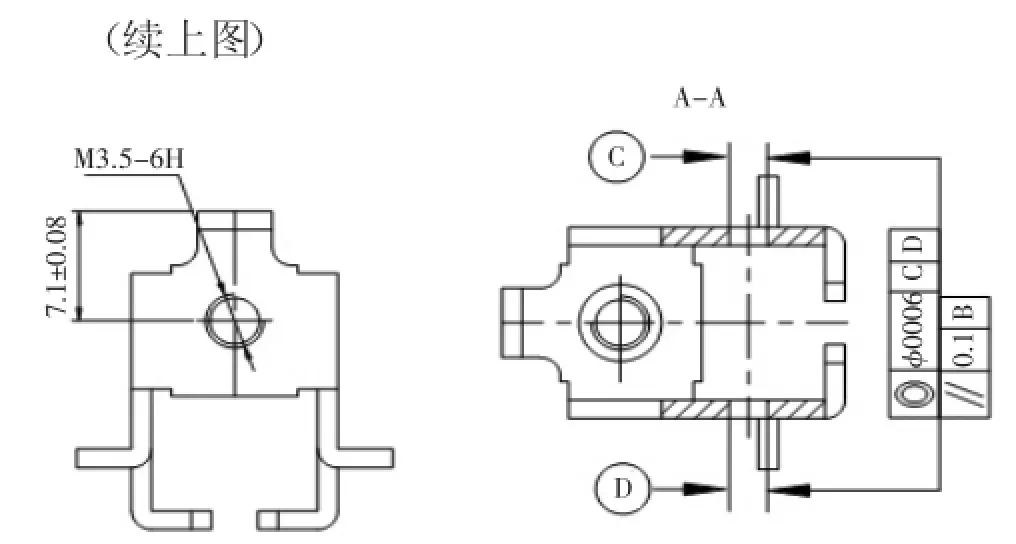
圖1 工件圖
2成型方案設計
2.1 成型方案
方案一[2],即沖孔、翻孔、切廢、彎曲、攻絲、落料多工位級進模。
方案二,采用多功能復合模生產,將工件分割為三部分,如圖2所示,從三個送料方向送料[3],分別進行沖壓加工,然后將各工件鉚接在一起,最后完成剩余的切斷和彎曲。
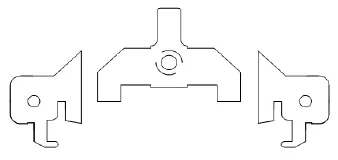
圖2 工件分割圖
模內鉚接通常有以下兩種形式。
(1)將一部分工件在模內進行沖壓加工,將已沖好的件通過送料機構從模外送到模內與前一部件進行鉚接[4]。
(2)將兩個部分工件在同一模具內分別進行沖壓成形,然后將兩部分工件在某一工位進行鉚接[1]。
方案二模內鉚接形式為上述的第二種形式。
2.2 方案確定
方案一采用多工位級進模,為簡化設計采用直排的排樣方案,材料利用率達到40%.
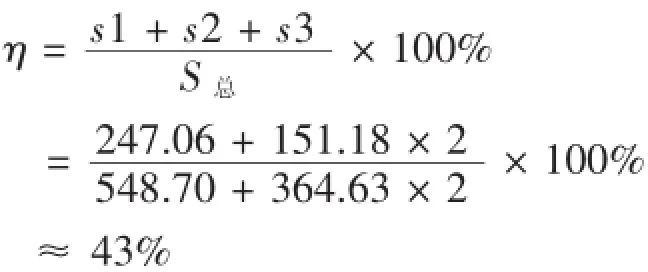
方案二采用多功能復合模具,但將復雜的工件結構分割為簡單結構工件。經過計算公式如下所示,利用率為43%.
綜合比較,方案二除具有方案一的模內攻絲外還具有以下優勢:
(1)簡化了部分設計,由于將工件分割為三部分,所以各部分彎曲次數減小,彎曲相互影響減小,使定位方便。
(2)材料利用率大幅提升,使得工件在大批量自動化生產的要求下,降低了生產成本。
(3)方便系列化產品的升級,由于采用的是“先分再合”成形方式,所以當工件的局部需要進行升級換代時,可單獨對局部模具改進而避免了對整個模具的再設計,不但降低了模具的制造成本,而且縮短了模具的制造周期。
所以本工件的成形方案選擇方案二。
3排樣的確定
工件的排樣方案[5]如圖3所示。
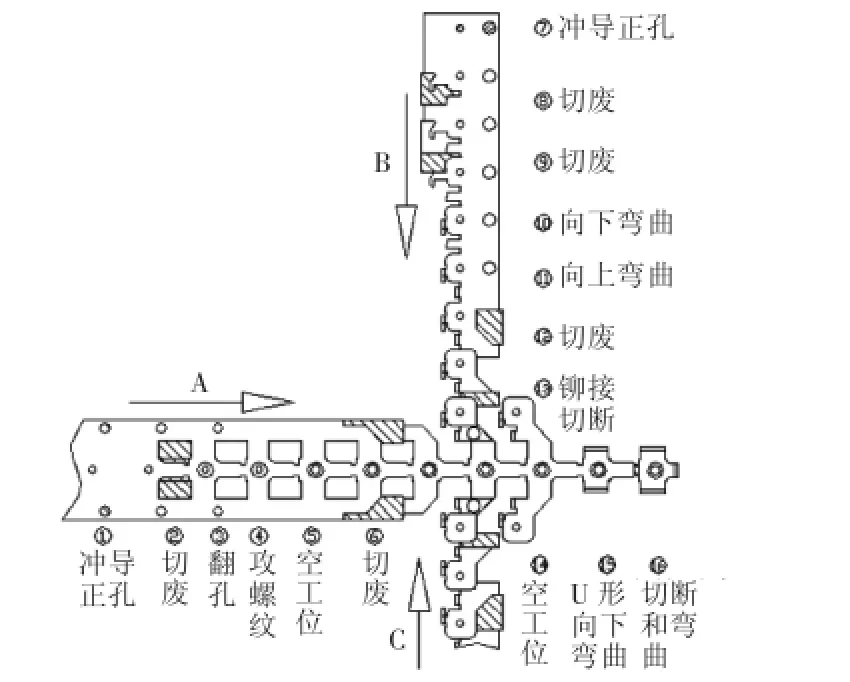
圖3 排樣圖
通過對工件沖壓工藝性方案分析,將工件對稱地分割為三個部分。工件采用從A、B、C三個方向送料,其中B、C向所沖工件相同,送料方向與A向垂直。在第6工位切廢可保證條料有足夠導料長度。在第5工位設空工位,方便攻絲機的安裝。鉚接工位設導正銷導正,鉚接后工位設置空工位,保證U形彎曲工位的凸、凹模有足夠的安放位置。
4鉚接位置的選擇
將工件進行合理分割能夠簡化各分割工件的排樣設計。根據工件展開圖,較合理的分割方案有兩種,如圖4所示。
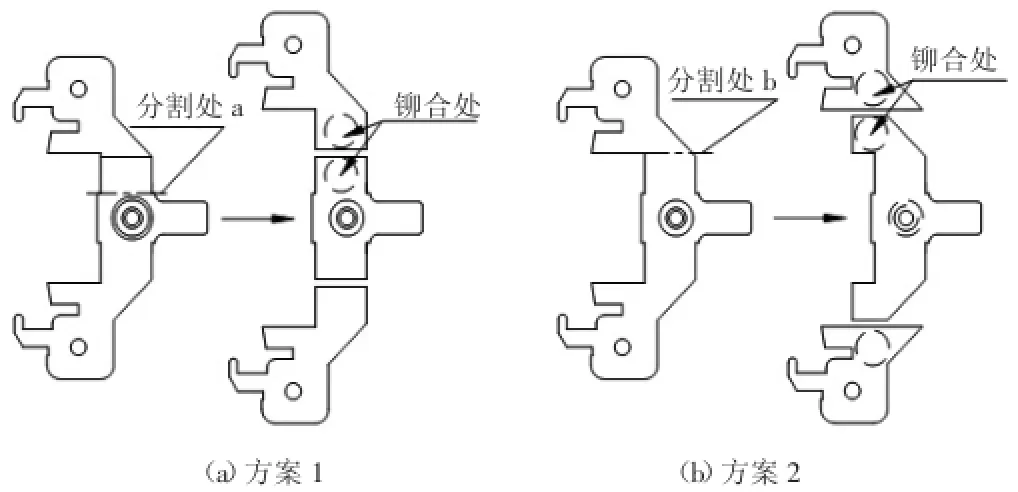
圖4 工件分割方案
選擇分割處a,能夠簡化帶攻絲結構工件的沖壓,但鉚接位置妨礙工件的U形彎曲。選擇分割處b,雖然含攻絲部分工件的結構增加,但排位設計同樣簡單,而且鉚接部位不會妨礙工件的U形彎曲。所以本工件選擇b位置作為分割位置。
5模內鉚接方式的確定
常用的模內鉚接方式有TOX鉚接[6]和翻邊[7]鉚接,如圖5所示。
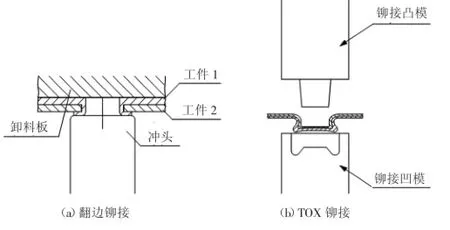
圖5 鉚接形式
翻邊鉚接的連接強度不高,容易出現翻邊斷裂的情況并且會產生毛刺和棱角,需要經過預沖孔、翻孔、鉚接三道工序。TOX鉚合有較高的靜態、動態疲勞連接強度,無應力集中現象,能保留工件表面的鍍層,還不會產生毛刺和棱角,只需一道鉚接工序。本工件鉚接要求有較好的連接強度,較少的毛刺與棱邊。從滿足鉚接要求和簡化工藝角度考慮,工件的連接形式選用TOX鉚接。
6模具結構設計和工作過程
模具裝配圖如圖6所示。
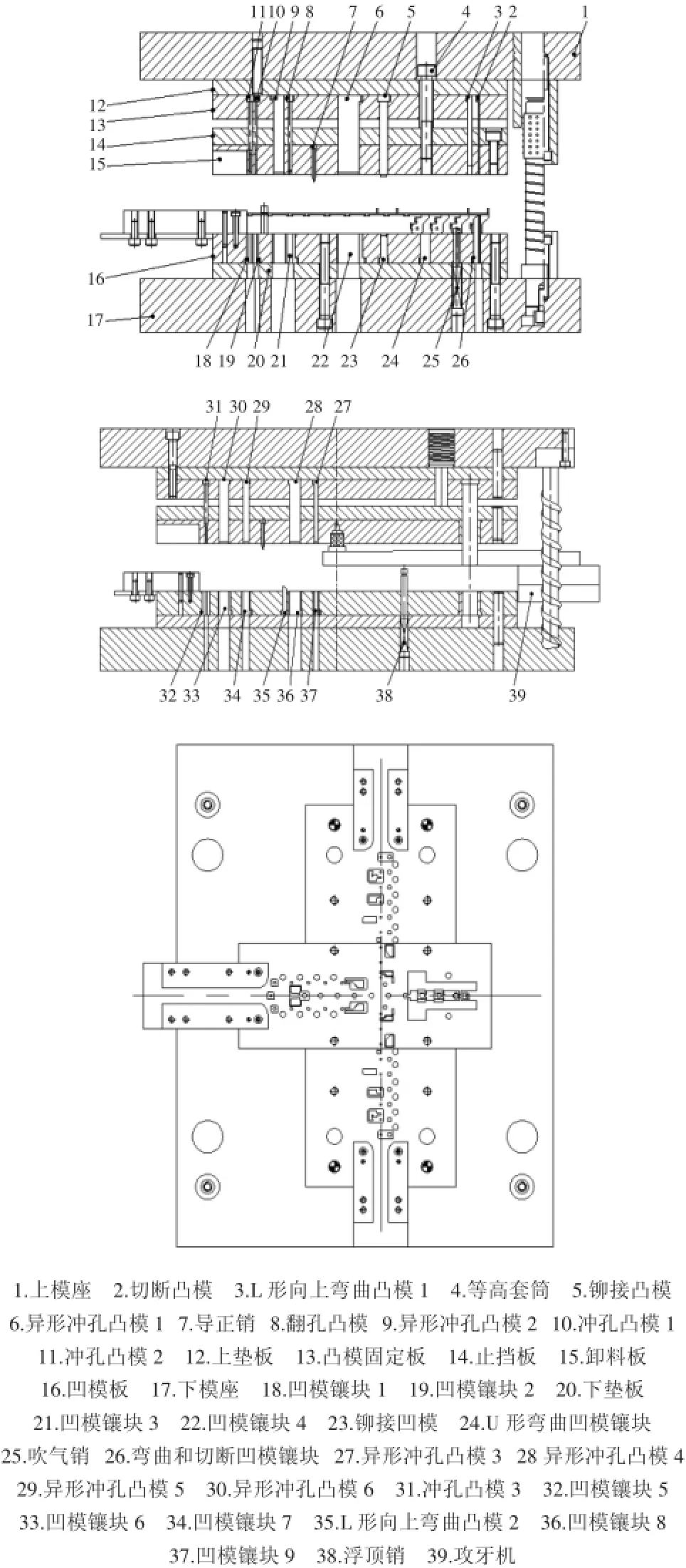
圖6 裝配圖
6.1 主要結構設計
模具采用高精度送料機(高精可達0.01mm)送料,通過PLC控制[1]送料來保證各工件在鉚接處疊放準確。使用浮升導料銷進行浮升和導料,并且A向送料的高度高于B、C向送料3 mm.各送料方向至鉚接前各工位均設導正銷導正,鉚接位置設有上部有R角的凹槽導正B、C向條料,使用攻絲機進行攻絲。模具采用三塊凹模固定板組合形式,各凹模均采用鑲塊形式。模具采用彈壓卸料方式卸料,使用吹氣銷吹出工件。
6.2 工作過程
A向的條料首先進行沖導正孔、切廢、翻孔等工序,在第4工位處使用模內攻牙機對工件進行攻絲。在第6工位完成A向所有切廢工序。
B、C向條料同樣先進行沖導正孔、切廢、向上彎曲、向下彎曲等工序。在第13工位進行A向與B、C向工件的鉚接。此時,B、C向的工件被精確送進A向工件的下方。凹槽對B、C向的工件進行側面和前面導正,此外兩工件還被導正銷進行精定位。上模向下運動,鉚接凸模分別將需鉚接的工件擠壓進入鉚接凹模內,使得需鉚接的兩工件發生塑性變形,從而被緊緊地鉚在一起,同時B、C向的工件被切斷,模具復位,工件被送料機送入下一工位,鉚接工步如圖7所示。
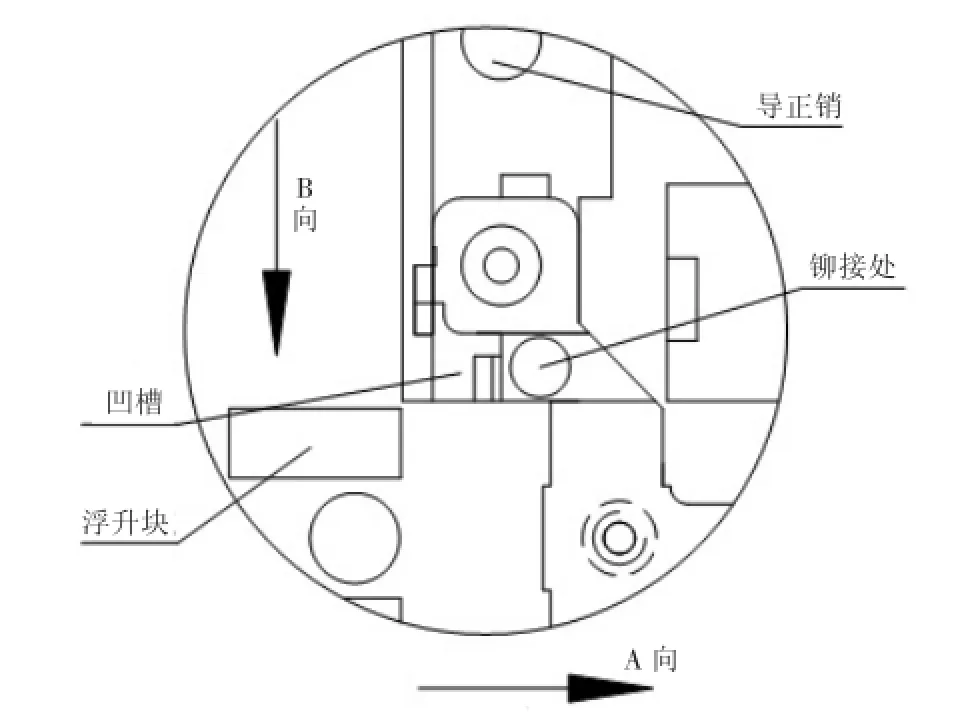
圖7 鉚接工步
鉚接后的工件再進行U形彎曲、切斷和L形彎曲,經吹氣銷吹落。至此模具完成對一個工件的全部加工。
7模具的錯誤檢測
斷路器支架多功能復合模具安全檢測裝置[8]主要是檢測鉚接前B、C向條料上下次序是否顛倒、定位是否準確和鉚接后工件是否鉚接在一起。鉚接前的條料次序檢測采用如圖8所示的檢測機構。如果A向條料與B或C向條料上下次序正確,則B或C向條料就會進入凹槽內,從而觸發傳感器,使壓力機正常工作。若次序顛倒則B或C條料不能進入凹槽導正,不能觸發傳感器使壓力機工作。
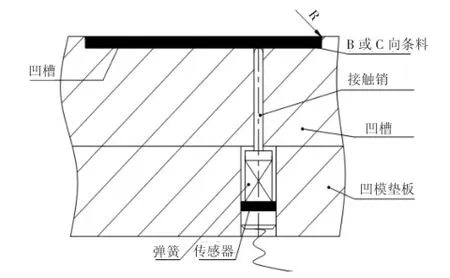
圖8 鉚接前檢測
定位檢測,采用如圖9所示的檢測機構檢測導正孔。當送料失誤時,浮動檢測銷,不能進入條料的導正孔,帶動接觸銷上移,觸動微動開關運作,使沖床停機。
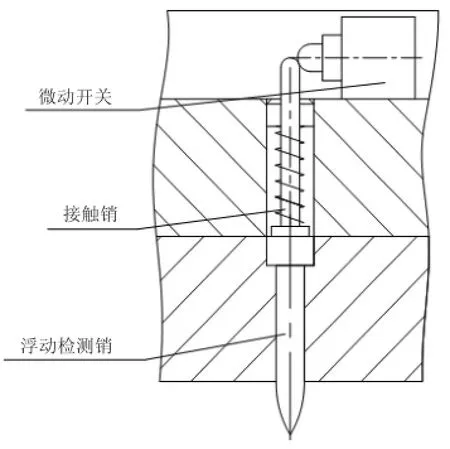
圖9 定位檢測
對于鉚接后的工件檢測,使用如圖10所示的高速相機檢測,高速相機對鉚接好的工件逐行掃描,拍攝出質量非常高的圖像,然后與成品圖像對比,如果對比差值超過容差值,計算機會發出停機信號使沖床停機。
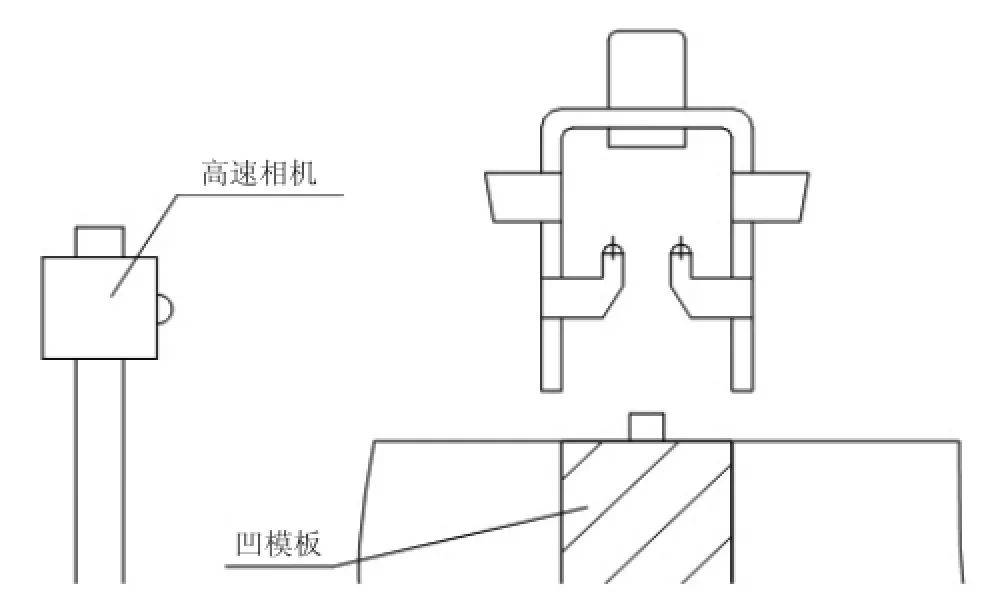
圖10 鉚接后檢測
8結束語
本多功能復合模設計對比方案一中的多工位級進模設計,具有以下特點:
(1)通過工件分解的方法,提高了材料利用率。
(2)通過分割實現了對工件各區域進行獨立的加工,有利于系列化產品的升級。
(3)通過使用TOX鉚接技術、攻絲機,將模外工序轉移到模具內部進行,從而提高了工件的生產效率與精度。
(4)通過使用高速工業相機,實時監控工件鉚接質量,減少生產事故的發生。
[1]王可勝,劉全坤,李文勝,等.高精度零件模內自動鉚接技術的開發[J].鍛壓技術,2009,34(5):108-110.
[2]金龍建.連接支架自動攻絲多工位級進模設計[J].模具制造,2011(12):84-87.
[3]黃清海.多向同步進料精密級進沖壓工藝探討[J].模具工業,2009,35(10):12-15.
[4]馬浩軍,趙喜廣,趙震,等.模內鉚接在級上的應用[J].模具工業,2002,(10):20-21.
[5]歐陽波儀.多向彎曲制件級進模的優化設計[J].鍛壓技術,2007,33(5):22-25.
[6][德]奧爾特溫·哈恩,烏韋·科勒門斯著.機械變連接[M].杜菲娜,譚義明,譯.北京:化工學工業出版社,2005.
[7]左虹,劉庚武.利用翻孔工藝鉚接產品的模具設計及力學分析[J].鍛壓技術,2008,33(5):67-68.
[8]劉成軍,阮鋒,肖民.沖壓自動化生產中模具安檢測裝置設計[J].模具制造,2015,15(1):36-38.
Design of MultifunctionalCom pound Die for Circuit Breaker Bracket
HOU Qin-yi1,SHAWei1,YU Yun-cheng1,QIBai-long2
(1.Changzhou College of Information Technology,Changzhou City,Large Pieces of Plastic IntelligentManufacturing Key Laboratory,Changzhou Jiangsu 213164,China;2.Changzhou Win Automation Technology Co.Ltd.,Changzhou Jiangsu 213164,China)
This paper studied the circuit breaker bracket,proposed a multifunctional compound process program including synchronous feed,division of part and riveting in die.This structure can not only hold workplaces precision and production efficiency,butalso reduce the difficulty of layout design and material cost.
multifunctional compound die;automatic riveting in the die;synchronous feed
TG76
A
1672-545X(2016)12-0013-04
2016-09-07
江蘇省科技支撐計劃(工業支撐)資助項目(BE2013820);常州市高技術研究重點實驗室建設項目(CM20153001)
侯欽義(1995-),男,江蘇徐州人,研究方向:模具設計與制造。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
