薄型絲織物縫紉縮皺研究
2016-03-02 03:46:33武利利
紡織科技進展 2016年6期
武利利
(河南科技學院 服裝學院,河南 新鄉 453003)
薄型絲織物縫紉縮皺研究
武利利
(河南科技學院 服裝學院,河南 新鄉 453003)
選用常用薄型絲織物進行經緯向縫紉實驗,通過FAST風格儀及KES-F系統測試面料力學性能,建立回歸模型,探討了面料力學性能及縫紉參數對薄型絲織物縫紉縮皺的影響。
薄型絲織物;回歸模型;縫紉縮皺
服裝的成衣過程就是將材料、縫線在一定的縫紉條件下縫合成衣服的加工過程。服裝接縫部位的平整度一直是影響服裝質量的主要因素之一,縫紉條件、面料力學性能是影響縫紉平整度的主要因素[1]。選擇常用薄型絲織物為研究對象,通過經緯向縫紉實驗,研究縫紉工藝參數及面料力學性能對縫縮率的影響作用,以期為服裝企業生產提供參考。
1 實驗部分
選用服裝常用的36種薄型絲織物面料作為實驗樣品,包括平紋、斜紋、緞紋等不同組織結構。面料厚度使用FAST儀,在1.96 cN/m2壓力條件下測試,面料基本參數見表1。
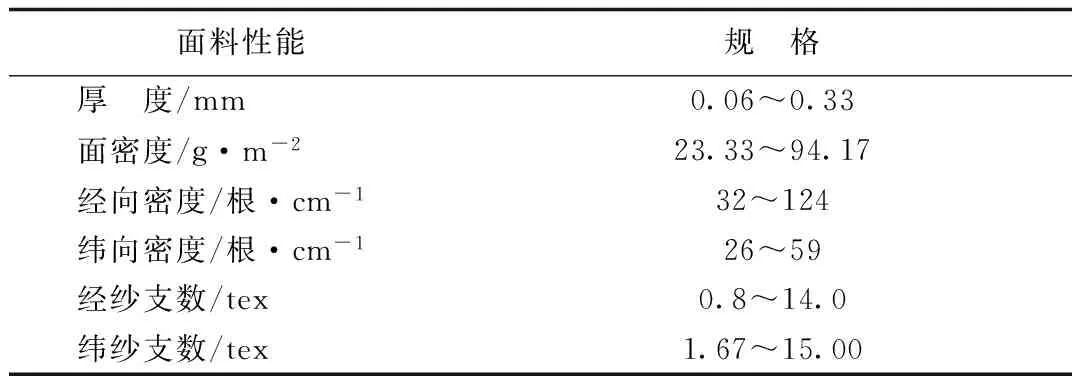
表1 薄型絲織物面料基本參數
1.1 力學性能
在標準大氣條件下,測試36種薄型絲織物經向和緯向力學性能。利用FAST風格儀測試面料剪切剛度(G)、成形性(F)、彎曲剛度(B)、面料低負荷下的拉伸伸長率(E5-E100)等幾個主要指標。KES-F系統在一定壓力(9.82cN、49.1cN)下與試樣表面相接觸測試面料平均摩擦因數(MIU)、表面摩擦因數(MMD)、表面粗糙程度(SMD)三個指標。實驗結果所得數據如表2所示。
1.2 縫紉
把試樣裁剪成25×5cm規格的長方形布條,取中間20cm長度作為縫紉實驗的研究對象,相同試樣縫條準備兩組。在對試樣縫紉時,為避免人為因素的影響,由工廠中同一名熟練樣衣工同機操作對試樣進行縫紉。根據工廠實際生產,選用DDL-8500-7兄弟牌縫紉機,機針為圓頭7號針,線跡密度為15針/3cm,忽略其他縫紉條件的變化對面料縫縮產生的影響進行試樣縫制。
1.2.1 實驗設計
面料縫紉加工工藝條件包含的內容多,施加外拉張力是調整縫紉外觀質量的常用方法,參照服裝企業常用規格和行業標準,以及前人研究成果[2-7],選用外加張力(0、50、100、150、200cN)和縫紉線細度(7.4×2tex滌綸短纖維紗線和9.8×2tex滌綸短纖維紗線)作為縫紉工藝參數進行正交實驗,其余縫紉條件保持一致。
1.2.2 測試方法
對接縫外觀平整度進行客觀評定。評價參數縫縮率SS(%)=100×(L0-L1)/L0[8],其中L0為織物縫前長度,L1為織物縫后長度,相同兩組試樣取平均值。
2 結果與分析
對經緯向縫縮率進行單樣本K-S檢驗,雙尾檢驗的顯著性概率均為0.000,說明了經緯向縫縮率都符合正態分布,滿足回歸分析條件。回歸分析是用來研究變量之間的相關關系,根據實驗數據特點,運用SPSS17.0軟件,采用多元回歸分析中的“逐步回歸法”,分析縫縮率與面料力學性能及縫紉工藝條件(縫紉線細度和施加外張力)的關系[9-10]。
2.1 經向縫縮率回歸分析
2.1.1 回歸模型
采用面料力學性能(G,F,B,E5-E100,MIU,MMD,SMD)和縫紉工藝條件(縫紉線細度和施加外張力大小)作為自變量xn,面料縫縮率作為因變量y。由于面料力學性能單位量綱不統一,首先對數據進行標準化處理。縫紉線細度是二分類變量,直接進入回歸分析方程,施加外張力屬于多分類變量,因此進行啞變量設置。經向縫縮率回歸模型的有效性進行檢驗,結果如表3所示。
從表3可知,在用逐步分析法回歸分析過程中,方差分析結果每一步的顯著性概率都是0.000均小于0.05,即認為回歸方程中各系數均不為零,回歸方程有意義。從表4看出回歸系數t檢驗顯著性均小于0.05,回歸系數顯著。由圖1可知經向縫縮率的殘差基本呈正態分布,因此建立回歸模型有統計學意義。

表2 實驗樣品經、緯向力學性能均值方差表

表3 經向SS與經向力學性能及縫紉參數回歸模型綜述及方差分析
a:常量,張力;b:常量,張力,縫紉線;c:常量,張力,縫紉線,B;d:常量,張力,縫紉線,B,MMD;e:常量,張力,縫紉線,B,MMD,SMD;f因變量縫縮率。
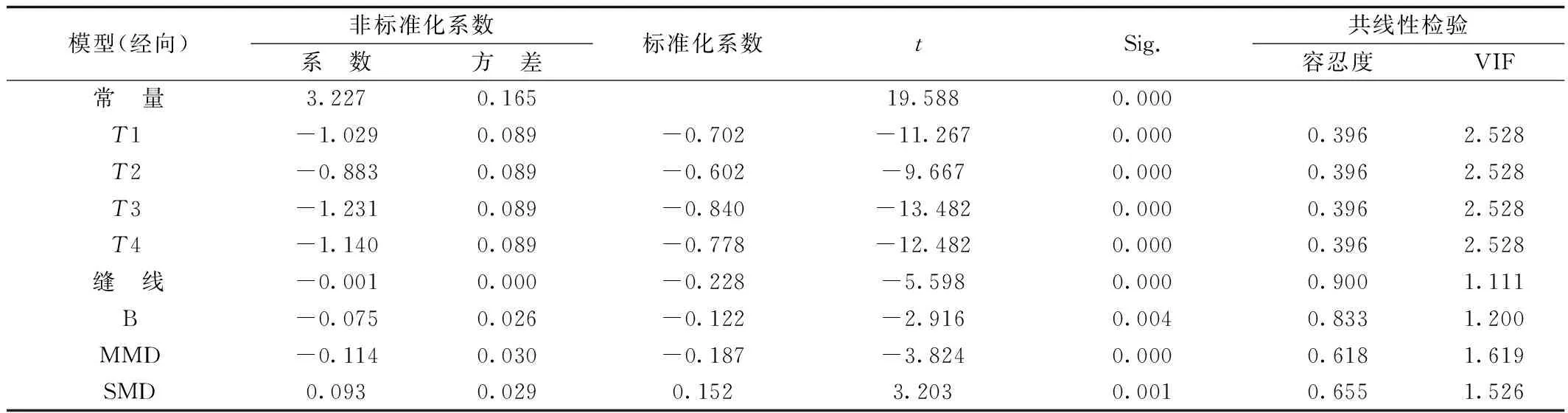
表4 經向SS與經向力學性能、縫紉參數回歸方程系數表
a因變量:經向縫縮率。
根據表4寫出經緯向縫紉實驗回歸方程模型(1):
SS經=3.227-0.075xB-0.114xMMD-0.01x線-T+0.093xSMD+e
(1)
施加張力為50cN時T=1.029;張力為100cN時T=0.883;張力為150cN時T=1.231;張力為200cN時T=1.140;當縫線為滌602時x線=1,縫線為滌802時x線=0。
回歸模型式(1)擬合效度校正的R2為0.525,說明了面料力學性能(B,MMD,SMD)和縫紉工藝參數(縫紉線細度和施加外張力)在影響經向縫縮率因子中,影響成分占到了52.5%,其中面料力學性能影響作用最大的是表面摩擦因數MMD。
2.1.2 力學性能和縫紉工藝參數回歸模型
前人研究已表明縫紉工藝參數和面料力學性能對縫紉縮皺有顯著影響,參照2.1分析方法可以得到經向縫縮率與經向力學性能的回歸方程式(2),回歸模型F檢驗顯著性0.001,t檢驗顯著性為0.001,說明了回歸模型具有統計意義。該模型決定系數R2為0.037,調整R2為0.034。
SS經=1.31-0.117xB+e
(2)
經向縫縮率與縫紉工藝參數的回歸方程(3)為:
SS經=3.227-0.001x線-T+e
(3)
施加張力為50cN時T=1.029;張力為100cN時T=0.883;張力為150cN時T=1.231;張力為200cN時T=1.40;當縫線為滌602時x線=1,為滌802時x線=0。
回歸模型(3)F檢驗顯著性0.000,t檢驗顯著性為0.000,說明了回歸模型具有統計意義。該模型決定系數R2為0.477,調整R2為0.469。由回歸模型(2)和(3)可以看出力學性能僅解釋了經向縫縮率的3.4%,而縫紉工藝參數解釋了經向縫縮率的46.9%,說明經向縫紉過程中縫紉工藝參數對縫縮率的影響效果明顯大于面料力學性能的影響作用。
2.2 緯向縫縮率回歸分析
緯向縫紉實驗客觀縫縮率與經向縫紉實驗縫縮率數據特點具有一致性。緯向縫紉實驗中縫縮率SS與面料緯向力學性能、縫紉工藝條件(縫紉線細度和施加張力)的回歸方程(4)為:
SS緯=1.471-0.173xF-0.099xG+0.062xMIU+0.083xSMD-T+e
(4)
施加張力為50cN時T=0.609;張力為100cN時T=0.667;張力為150cN時T=0.755;張力為200cN時T=0.798。
回歸模型(4)檢驗F顯著性為0.000小于0.05,回歸系數t檢驗顯著性為0.000~0.009均小于0.05,所以模型通過了設定檢驗。模型的擬合優度系數R2為0.385,調整R2為0.369,說明緯向縫紉時施加外張力和面料力學性能(F,G,MIU,SMD)這5個變量一起解釋因變量縫縮率36.9%的變異性。
緯向縫縮率與緯向力學性能及縫紉工藝參數的回歸方程分別為式(5)和(6),模型回歸檢驗F顯著性都是0.000,回歸系數t檢驗顯著性為0.000~0.024,均小于0.05模型通過設定檢驗。回歸模型(5)和(6)中擬合優度系數調整R2分別為0.168和0.179,說明緯向縫紉過程中面料力學性能和縫紉工藝參數對縫縮率的影響作用都不明顯。同時縫紉線進入了回歸模型式(1)而沒有進入回歸模型(4),說明了縫紉線細度對經向縫紉影響作用較大。
SS緯=0.845-0.174xF-0.099xG+0.061xMIU+0.085xSMD+e
(5)
SS緯=1.474-T+e
(6)
施加張力為50cN時T=0.612;張力為100cN時T=0.670;張力為150cN時T=0.757;張力為200cN時T=0.802。
2.3 面料力學性能和縫紉工藝參數對縫縮率的影響
以回歸模型為橫坐標,經緯向回歸模型中校正R2系數為縱坐標作圖2,其中1段表示縫縮率與力學性能及縫紉工藝參數的回歸模型(1)和(4),2段表示縫縮率與力學性能的回歸模型(2)和(5),3段表示縫縮率與縫紉工藝參數的回歸模型(3)和(6)。從圖中可以看出面料力學性能和縫紉工藝參數共同作用解釋了經向縫縮率的52.5%,緯向縫縮率的36.9%,說明了面料力學性能和縫紉工藝參數共同作用對經向的影響作用較大;縫紉工藝參數對縫縮率的影響作用,經緯向縫紉工藝參數的回歸模型擬合校正R2均大于力學性能,這說明了對薄型絲織物縫縮率的影響作用縫紉工藝參數大于面料力學性能。
3 結論
(1)經向縫紉過程中面料力學性能中曲剛度(B)、表面摩擦因數(MMD)、表面粗糙程度(SMD)和縫紉工藝參數(縫紉線細度和施加外張力)對縫縮率起大約52.5%的作用,其中表面摩擦因數(MMD)是面料力學性能中影響作用最大的因素。緯向縫紉過程中,面料力學性能的成形性(F)、剪切剛度(G)、面料平均摩擦因數(MIU)、表面粗糙程度(SMD)和施加外張力對縫縮率起到了大約36.9%的作用,成形性(F)是面料力學性能中影響作用最大因素。同時縫紉線沒有出現在緯向回歸模型中,說明了縫紉線細度在經向縫紉過程中對縫縮率影響作用較大。
(2)面料力學性能和縫紉工藝參數共同作用對經向縫縮率的影響要大于對緯向;縫紉工藝參數對縫縮率的影響大于薄型絲織物面料的力學性能。
[1] 李艷梅.服裝面料縫紉外觀質量客觀評價及其縫制加工工藝生成系統的研究[D].上海:東華大學,2009.
[2] 朱柳靜.薄型絲織物縫紉縮皺實驗研究[D].杭州:浙江理工大學,2008.
[3] 高雪蓮,吳巧英.薄型絲織物結構和性能與縫紉縮皺關系[J].絲綢,2011,6(3):82-84.
[4] 徐蓉蓉.薄型機織面料縫口縮皺研究[D].西安:西安工程科技學院,2005.
[5] 武利利,吳巧英.薄型絲織物縫紉皺縮與縫紉線細度及施加張力的關系[J].絲綢,2012,3(1): 92-94.
[6] 吳巧英,馮德夢.薄型絲織物縫紉工藝參數與縫紉平整度的關系[J].浙江理工大學學報,2013,30(6): 850-853.
[7] 陸 鑫.縫紉形式與參數對絲綢面料縫口強度的影響[J].上海紡織科技,2010,38(5): 39-41.
[8] 鄒奉元,全小凡.絲綢面料縫口性能與縫紉條件的關系[J].紡織學報,2002,23(1):62-64.
[9] 倪雪梅.精通SPSS分析[M].北京:清華大學出版社,2010.
[10]汪冬華.多元統計分析[M].上海:華東理工大學出版社,2010.
Study on the Seam Pucker of Thin Silk Fabric
WU Li-li
(Fashion College, Henan Institute of Science and Technology, Xinxiang 453003, China)
The common think silk fabric was sewed in warp and weft. The mechanic properties were tested by FAST instrument and KES-F system. The influences of the mechanical properties and sewing parameters on thin silk fabric pucker were explored by building regression model.
thin silk fabric; regression model; seam pucker
2016-03-15
武利利(1984-),女,河南開封人,助教,碩士,研究方向為服裝技術與理論。
TS941.6
A
1673-0356(2016)06-0056-04
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年3期)2019-07-10 00:54:00
光學精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2015年12期)2015-10-16 00:57:14
核科學與工程(2015年4期)2015-09-26 11:59:03
焊接(2015年9期)2015-07-18 11:03:53