礦用磨機鑄鋼齒圈磁痕顯示缺陷分析及對策
2016-03-16 07:31:40郭亞森史向陽趙學謙宋亞虎孫勝偉胡寒婷
大型鑄鍛件 2016年2期
關鍵詞:缺陷
郭亞森 史向陽 趙學謙 宋亞虎 孫勝偉 王 博 胡寒婷
(中信重工機械股份有限公司計量檢測中心,河南471000)
?
礦用磨機鑄鋼齒圈磁痕顯示缺陷分析及對策
郭亞森史向陽趙學謙宋亞虎孫勝偉王博胡寒婷
(中信重工機械股份有限公司計量檢測中心,河南471000)
摘要:對國外礦用磨機鑄鋼齒圈齒面進行磁粉檢測分析,發現該磨機齒圈的很多齒面存在磁痕顯示缺陷。挑選典型的缺陷位置,采用打磨處理、本體低倍組織分析、貼膜復型金相分析、硬度檢測等一系列試驗手段,判定了缺陷性質為鑄態偏析和疏松。結合大型鑄件凝固原理以及在齒圈生產加工中所發現的實際案例,初步分析了缺陷的形成原因,并提出了針對性的改進措施。
關鍵詞:礦用磨機;齒圈;磁粉檢測;磁痕顯示;缺陷
隨著礦山機械國際市場的不斷擴大,對機械設備的精度要求越來越高,尤其是對礦用磨機的核心關鍵部件——大齒圈的精度要求更是顯著提高。為學習國外同類產品的先進經驗,某公司開展了針對國外公司Q10大齒圈產品的一系列檢測分析試驗。
在對國外某公司生產的礦用磨機鑄鋼齒圈(?6.9 m×0.6 m)進行分析試驗的過程中,對其齒面進行磁粉檢測發現很多齒面存在磁痕顯示現象,最長者達20 mm,大部分磁痕顯示的長度在5 mm~8 mm之間,約占總數的80%以上。齒圈右側齒面的磁痕顯示數量遠高于左側齒面,為左側齒面數量的2倍多。磁痕顯示典型形貌見圖1和圖2。
挑選有代表性的缺陷位置,分別進行油石打磨、現場金相、貼膜復型金相、硬度檢測等試驗,以分析缺陷性質和產生的原因,并為國內高精度大齒圈生產確定最佳生產工藝、避免出現類似問題提供依據。

圖1 大齒圈齒面上的磁痕顯示
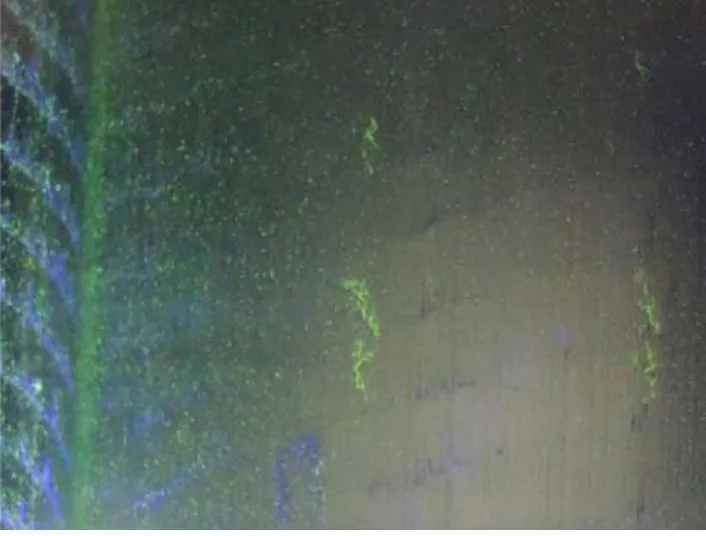
圖2 大齒圈齒面上的熒光磁痕顯示
1現場試驗分析
1.1缺陷深度分析
為判定缺陷是否為加工刀痕等淺表層缺陷,特使用油石對圖1中磁痕顯示位置進行打磨,磁痕顯示原始長度為22 mm,打磨深度0.02 mm。打磨后原磁痕顯示位置經再次磁粉檢測后磁痕顯示依然可見,且尺寸和形態均未見明顯變化,并不能被清除掉或顯著減小,缺陷形貌見圖3。可見該磁痕顯示是有一定深度的缺陷,不能通過輕微打磨消除掉。
1.2本體金相試驗
在大齒圈齒面上任選一處典型的磁痕顯示進行本體金相試驗。該齒經打磨拋光、4%硝酸酒精溶液腐蝕后的圖片分別見圖4和圖5所示。圖6為圖5中缺陷位置局部放大圖片。
可以看出,大齒圈磁痕顯示位置經低倍酸洗后,顯示出清晰的條帶狀鑄態偏析形貌,并伴有針孔疏松。磁粉檢測顯示的缺陷位于偏析帶內疏松最嚴重的位置。

圖3 打磨后缺陷形貌

圖4 缺陷位置拋光后形貌

圖5 缺陷位置腐蝕后形貌

圖6 圖5中缺陷位置放大形貌
1.3硬度檢測
使用便攜式里氏硬度計,分別在磁痕顯示缺陷位置、偏析位置和正常基體上測試材料的硬度,結果見表 1。

表1 HLD硬度測試結果
由表1可見,缺陷所在偏析位置的硬度比正常區略高一點。但是,在鑄造疏松比較嚴重的區域,空隙的存在對測試結果造成了影響,使得其硬度值低于正常區域。
1.4實際生產過程中齒圈機加工痕跡分析
近年來對某公司大齒圈生產過程的關注,曾多次發現有些大齒圈的部分齒面上殘留的刀痕呈現出明顯的鑄造枝晶形態,見圖7、圖8。這說明刀痕與基體的硬度有關,當刀具經過長時間使用后刀刃變鈍,對齒面的切削能力下降,從而在齒面硬度偏高的地方產生擦傷。而對于鑄鋼件大齒圈,其齒面上必然存在大量鑄態枝晶偏析,這就使得枝晶偏析位置與基體位置在熱處理后的硬度出現一定的差異,因而導致不夠鋒利的刀具在切削過有枝晶偏析的位置時,出現圖8中所示的刀痕擦傷。

圖7 齒面上的刀痕
圖8 刀痕呈枝晶形態

圖9 齒端面的燒傷痕跡
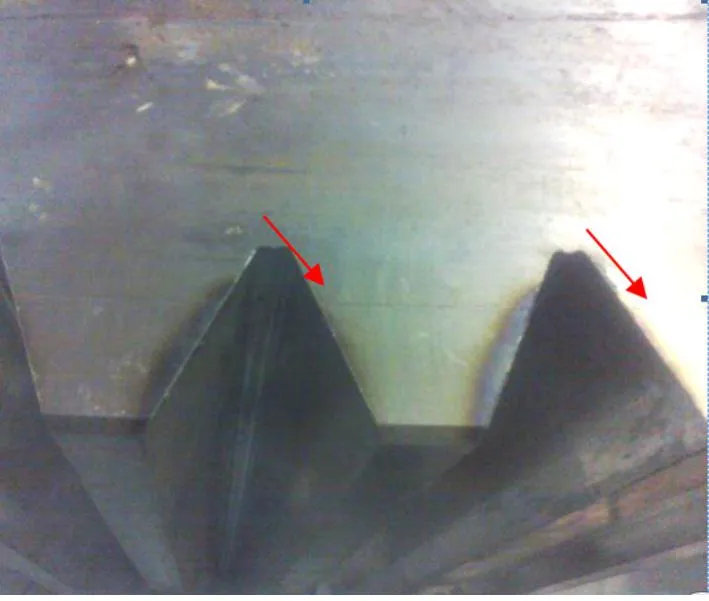
圖10 齒端面燒傷的放大形貌
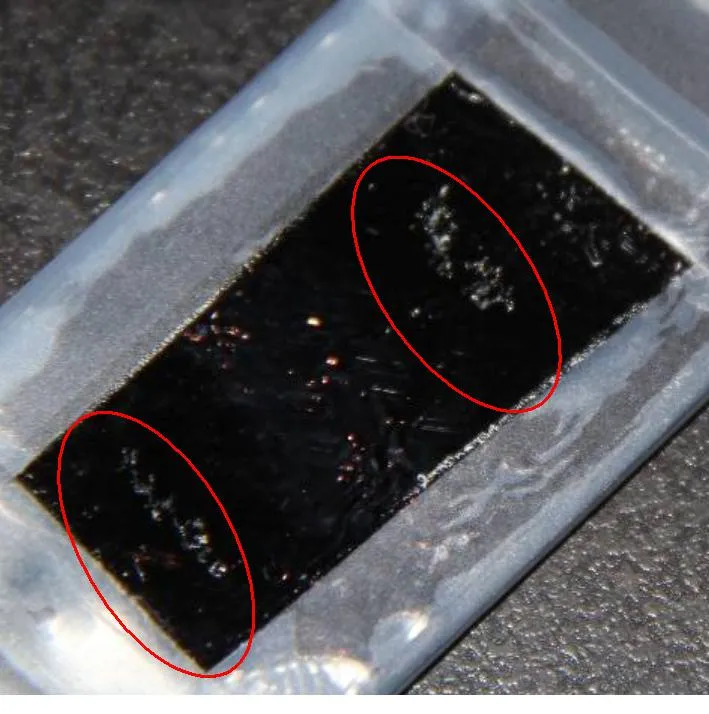
圖11 齒面金相覆膜上缺陷的痕跡
在有些大齒圈的半精加工過程中,曾發現齒端面邊緣呈現出藍黑色的燒傷痕跡,見圖9、圖10,疑為滾齒加工過程中所產生的熱量使齒面燒傷。
2貼膜復型金相分析
在圖2所示磁痕顯示位置做金相覆膜,圖11為該位置的拋光狀態貼膜復型的圖片。
使用ZEISS Axiovert 200MAT金相顯微鏡對磁痕顯示位置原始狀態、拋光狀態和腐蝕狀態的金相覆膜標本進行分析。圖12、圖13分別為磁痕顯示位置不同狀態下覆膜放大25倍和放大50倍的金相圖片。
觀察這些圖片,可以看到磁痕顯示位置在金相覆膜后復型形貌,是由半網狀或網狀的空隙連接而成,空隙邊緣非常光滑,顯然為鑄造凝固過程中疏松缺陷的自由表面。其100倍放大形貌見圖14。缺陷附近組織為回火索氏體。正常位置基體組織為回火索氏體+少量自由鐵素體,見圖15。

(a)原始狀態(b)拋光狀態(c)腐蝕后
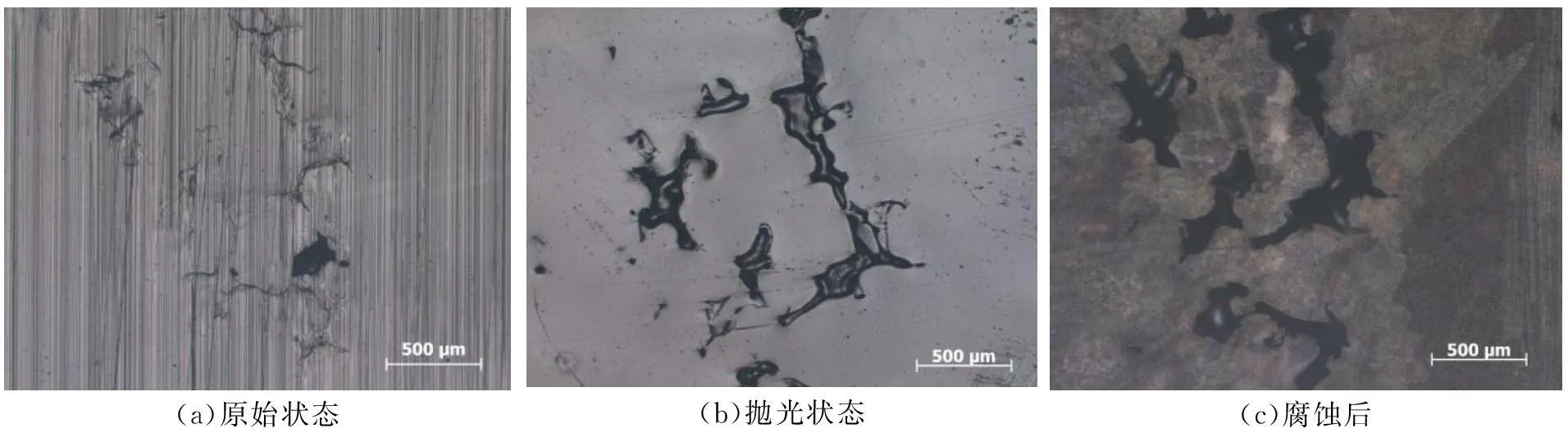
圖12 齒面磁痕顯示位置不同狀態覆膜金相(25×)
圖13齒面磁痕顯示位置不同狀態覆膜金相(50×)
Figure 13The metallographic structure of magnetic particle indications on
the tooth surface with different states of replication films (50×)
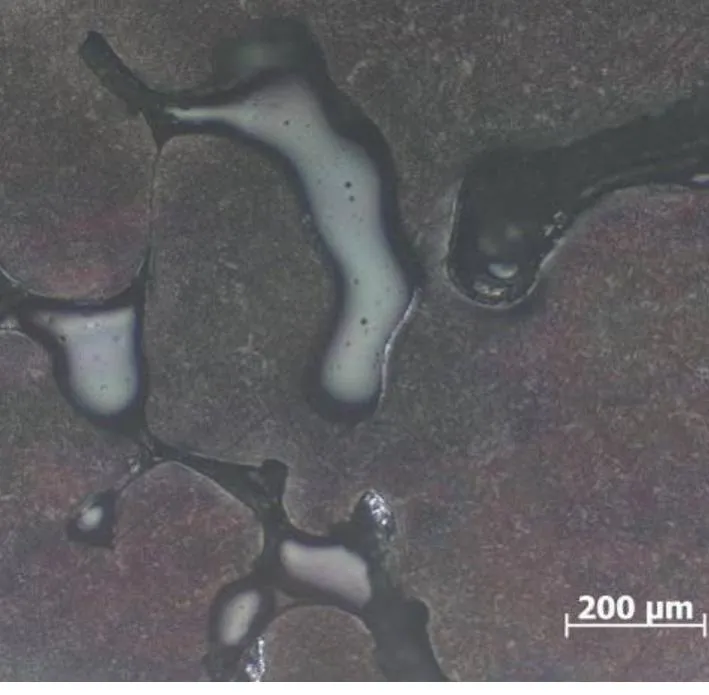
圖14 缺陷位置組織(100×)
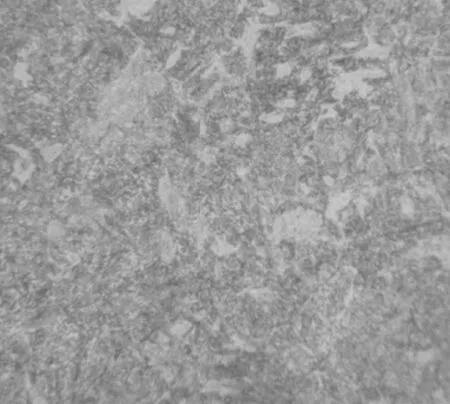
圖15 正常基體組織(200×)
3分析與討論
大型鑄件由于凝固過程緩慢,先凝固區域形成粗大枝晶,不同枝晶交匯的位置為最后凝固的區域,該區域因前期生成枝晶的阻擋,致使與外界補縮通道變得狹窄,不利于鋼液流動而補縮不良,同時該區域因集中了(從先凝固鋼液中析出的)大量氣體和雜質元素等,再加上液體的凝固收縮作用,從而形成不同枝晶之間的疏松缺陷。
此外,大型鑄件由于選分結晶的作用,溶質元素隨著冷卻過程凝固的不斷進行,致使最終凝固區域合金元素含量明顯高于正常部位,最終以糊狀凝固方式凝固下來,從而形成枝晶之間與疏松相伴而生的宏觀偏析條帶。大齒圈上的磁痕顯示缺陷就位于這種偏析條帶上,而偏析條帶兩側的枝晶生長方向明顯不同,這一現象充分表明了偏析條帶位于不同枝晶即將交匯聯接、鑄件冷卻過程中最晚凝固的區域。而由于成分的差異,偏析條帶的淬透性也要高于正常部位,從而在調質熱處理的淬火冷卻過程中發生全馬氏體相變,并在經過高溫回火以后轉變為回火索氏體組織。正常部位因淬透性稍低而產生少量先共析鐵素體。
偏析條帶會導致齒面不同區域在最終調質熱處理以后得到不同組織而呈現出不同的硬度,這種硬度差異將影響到后續的機加過程。齒面存在有明顯的宏觀偏析條帶或硬度不均勻等情況。對于偏析較嚴重位置,其硬度較高,切削時產生的熱量會更高。而偏高的合金元素含量,甚至會使得偏析位置在切削熱的作用下產生淬火硬化現象,這就會顯著增加偏析位置的組織應力。同時,齒面在急速升溫降溫過程中,發生明顯的熱脹冷縮,又產生較大的熱應力。這些應力組合在一起沿齒面上的疏松缺陷釋放,在不鋒利刀具的拖拽作用下,就會將原本尺寸上并未超標的疏松缺陷擴大化、明顯化、開口化,最終轉變為檢測可發現的磁痕顯示缺陷。
鑒于鑄件內部的疏松和與之相伴而生的偏析條帶在齒圈各位置的分布應該是隨機的、基本均等的,基本不存在天然集中于某一側齒面的可能性,因此如前所述在右側齒面出現缺陷較多的現象,還有著其他方面的原因。
大型礦用磨機用大齒圈在服役使用過程中,主要受到循環交變載荷作用,而且所受載荷較大,工作環境惡劣。因此為降低輪齒所受彎曲應力的作用,通常都采用有一定螺旋角的圓柱齒輪,增加同時進入嚙合的輪齒個數。目前,國內外大型低速重載螺旋圓柱大齒圈通常采用滾齒機加工輪齒,在加工過程中,輪齒迎接滾齒刀進刀方向的齒面將受到較大的切削力作用,而位于滾刀另一側的齒面受到的切削力則要小得多。因此,如果齒面存在有明顯的組織偏析或硬度不均勻等情況,同時機械加工刀具因使用時間過長或者冷卻不足,發生刀具溫度過高而使紅硬性降低、刀刃變鈍的時候,就會降低刀具的切削作用,增加刀具對偏析區域的撕裂力。
另外,由于大齒圈滾齒加工采用粉末冶金刀具,不加冷卻液加工,因此切削過程中所產生的高溫不能被及時帶走,從而導致齒面溫度升高。
4改進措施
由于缺陷根源上來自于補縮不良導致的疏松,而導致疏松的原因主要是鋼液中的氣體含量高,或者凝固、補縮效果不好等。因此提出如下改進措施:
(1)充分降低鋼液中殘存氣體含量,進而降低疏松發生概率;
(2)采取更加完善的鑄造工藝手段,加強齒圈徑向上的順序凝固效果;
(3)加速鋼液的凝固速率,以盡量減小鑄件中的枝晶尺寸,同時降低枝晶偏析程度;
(4)盡量降低材料內部元素和組織的不均勻性,減輕微觀偏析;
(5)在保證性能的前提下,適當提高回火溫度,降低偏析區域與非偏析區域的硬度差;
(6)機加工過程中及時更換、打磨刀具,保證刀具的鋒利程度,減輕刀具在切削過程中對偏析帶的撕裂作用,并保證對刀具和切削過程的冷卻效果。
5結論
(1)大齒圈齒面上發現的磁痕顯示缺陷實質為呈條帶狀的鑄造疏松和偏析,在機械加工過程中被加工應力撕裂而進一步放大,最后在磁粉檢測時顯現出來。
(2)建議針對性的設計和優化大齒圈冶煉、鑄造和其他工藝過程中的工藝方案,以改善大齒圈輪齒位置的鑄造偏析和疏松情況。
(3)建議改善刀具質量,加強對刀具和切削過程的冷卻,這樣可以提高齒面光潔度,進而降低偏析條帶上的顯微疏松被撕裂成超標檢測缺陷的概率。
參考文獻
[1]波特等著. 金屬和合金中的相變.陳冷,余永寧譯.北京:高等教育出版社,2011.
[2]黃志光編著.鑄件內在缺陷分析與防止.北京:機械工業出版社,2011.
[3]大型鑄鍛件缺陷分析圖譜編委會編.大型鑄鍛件缺陷分析圖譜.北京:機械工業出版社,1990.
編輯杜青泉
Analysis and Measures of Magnetic Particle Test Defect Indication of
Cast Steel Girth Gear Used for Mining Mill
Guo Yasen, Shi Xiangyang, Zhao Xueqian, Song Yahu,
Sun Shengwei, Wang Bo, Hu Hanting
Abstract:By adopting the magnetic particle test for the tooth surface of cast steel girth gear for foreign mining mill and performing the analysis, it found out that many tooth surfaces of this girth gear appeared defect indications. By grinding the defect of the typical position, and adopting a series of testing means, such as the macrostructure analysis, the metallographic analysis with replication film and the hardness test etc., the defect indications have been determined to be the as-cast segregation and the porosity. By combining the solidification principle of heavy castings and the actual case appeared in the production of girth gear, the cause of defects has been analyzed preliminarily. Meanwhile, the targeted improvement measures have been proposed.
Key words:mining mill; girth gear; magnetic particle test; magnetic particle indication; defect
作者簡介:郭亞森(1987—),男,工程師。主要從事金屬零部件的金相分析、缺陷分析、廢品分析,以及冶金、建材、礦山機械等大型構件的失效分析。電話:13698890456,E-mail:hnsanmu@163.com
收稿日期:2015—10—14
中圖分類號:TG245
文獻標志碼:B
猜你喜歡
科學與財富(2016年15期)2016-11-24 15:18:15
科學與財富(2016年15期)2016-11-24 14:00:07
價值工程(2016年30期)2016-11-24 13:29:52
人間(2016年24期)2016-11-23 14:31:23
青年文學家(2016年30期)2016-11-22 18:48:31
農機使用與維修(2016年10期)2016-11-10 09:53:24
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國市場(2016年36期)2016-10-19 04:28:06
科學與財富(2016年28期)2016-10-14 21:45:00
環球時報(2014-02-17)2014-02-17 23:50:59
