鈮鉿合金棒材孔型設計與軋制工藝探討
2016-03-21 02:31:50鄭學軍張錄強
重型機械 2016年2期
關鍵詞:設計
宜 楠,李 俊,武 宇,鄭學軍,張錄強
(西安諾博爾稀貴金屬材料有限公司,陜西 西安 710201)
鈮鉿合金棒材孔型設計與軋制工藝探討
宜 楠,李 俊,武 宇,鄭學軍,張錄強
(西安諾博爾稀貴金屬材料有限公司,陜西 西安 710201)
在軋制鈮鉿合金棒材時,對橢圓-圓及橢圓-方兩種延伸孔型系進行比較,確定了適合鈮鉿合金軋制的延伸孔型系為橢圓-圓孔型系統,并運用Z·烏薩托夫斯基公式相對寬展系數公式進行了孔型設計。軋制實驗驗證,設計的孔型系滿足軋制要求,棒材成品尺寸精確,無未充滿及過充滿缺陷。通過孔型軋制及旋鍛工藝比較,孔型軋制的鈮鉿合金棒材成品晶粒均勻性及力學性能更加優異,產品質量穩定可靠。
鈮鉿合金;孔型設計;晶粒均勻性;力學性能
0 前言
20世紀中期,由于新型發動機研制的需要,出現了高溫合金材料。其中,以鈮鉿合金(牌號:C-103,名義化學成分:Nb-10%Hf-1%Ti)為代表的高溫鈮合金在航天領域獲得了重要應用,該合金具有優異的綜合性能,韌脆轉變溫度可達-180℃,最高使用溫度可到1250℃。鈮鉿合金是由美國華昌公司于20世紀60年代開發成功,主要應用于航天發動機燃燒室等部位,是航天發動機最成熟的關鍵材料之一。目前,鈮鉿合金棒材常用加工方法為擠壓后進行旋鍛加工。由于單道次變形量小,坯料表面變形嚴重,易出現龜裂缺陷。同時旋鍛棒材成品組織均勻性與力學性能較差,不利于產品質量的提高。
本文將孔型軋制引入鈮鉿合金棒材加工,通過孔型設計與軋制實驗,獲得了良好效果,產品表面質量、組織均勻性、力學性能與質量穩定性均有較大提高。
通過查找文獻,未見有鈮鉿合金棒材孔型軋制的相關報道,本文按照圓鋼及鈦棒軋制的成熟經驗進行孔型設計,文中選定的參數值參考與鈮鉿合金接近的鈦材參數值[1][2]。設計流程包括:(1)選定孔型系。(2)確定軋制道次。(3)合理分配各孔型延伸系數。(4)等軸斷面尺寸計算。(5)計算非等軸斷面橢圓孔型中軋件寬展與充滿度,校核設定值準確性,最終確定橢圓孔型尺寸。(6)計算成品圓孔型尺寸。(7)確定孔型各參數值,繪制各道次孔型圖。(8)進行鈮鉿合金棒材孔型軋制實驗,檢驗孔型設計合理性。
1 孔型設計
1.1 孔型系選擇
棒材常用孔型系統包括橢圓-方孔型、橢圓-圓孔型、菱形-方孔型。三種孔型系統對比如下:由于鈮鉿合金強度高,變形抗力大,菱形孔型形狀過渡不圓滑,角部冷卻較快,易形成折疊與裂紋缺陷[3],因此,菱形-方孔型系統不適用鈮鉿棒材軋制;橢圓-圓孔型系統是棒材軋制的經典孔型系,所軋棒材形狀規整、尺寸精確,但延伸系數較小,不利于晶粒破碎及組織均勻化,可作為本產品成品軋制孔型;橢圓-方孔型延伸系數大,晶粒破碎效果較好,變形均勻性及軋件表面質量優于菱形-方孔型,軋制穩定性好,可作為本產品延伸孔型系統。因此,本文采用橢圓-方-橢圓-圓孔型系統。
1.2 軋制道次確定
鈮鉿合金棒材采用擠壓開坯方式,擠壓后棒坯直徑為25 mm,該尺寸為孔型軋制坯料尺寸,軋制后圓棒直徑為13.5 mm,軋制總延伸系數計算公式[4]為
μ∑=F0/Fn=[π×(d0/2)2]/[π×(dn/2)2]=d02/dn2=252/13.52=3.429
式中,μ∑為總延伸系數;F0為坯料截面積;Fn為軋制成品截面積;d0為坯料直徑;dn為軋制成品直徑。
鈮鉿合金變形抗力較高,參考與之接近的鈦材已有經驗,設定平均延伸系數為1.230,計算軋制道次計算公式[4]為
n=lgμ∑/lgμc=5.95
式中,μc為平均延伸系數;總軋制道次取6道次。
1.3 孔型延伸系數分配
由以上分析可知,延伸孔型共4道,為2對橢圓-方孔型;成品軋制為1對橢圓-圓孔型。為了使軋件變形充分,提高組織均勻性,延伸孔型應利用橢圓-方孔型特點取大變形量,第一對橢圓-方孔型延伸系數μ∑2設定為1.591,第二對橢圓-方孔型延伸系數μ∑4設定為1.562。第三對成品橢圓-圓孔型延伸系數μ∑6設定為1.380。
1.4 等軸斷面尺寸計算
從延伸孔型系統設計理念來說,一般會出現間隔的等軸斷面孔型,本文等軸斷面孔型為方孔型。由此可利用此特點,首先設計出等軸斷面孔型,然后再根據相鄰兩個等軸斷面軋件尺寸設計中間非等軸斷面孔型尺寸。等軸斷面孔型計算如下:
已知第一對橢圓-方孔型延伸系數設定為1.591,可知第二道方孔型軋件軋后面積為
F2= F0/μ∑2=308.375mm2,
1.5 中間孔型軋件尺寸計算
Z·烏薩托夫斯基公式相對寬展系數公式對影響寬展的因素考慮較多,計算精度高,與實際情況接近[5][6][7],在鋼及鈦材軋制中多采用該公式進行寬展計算[8]。因此,本文也采用Z·烏薩托夫斯基公式進行非等軸斷面橢圓孔型的尺寸計算。
1.5.1 第一對孔型軋件尺寸計算
已知坯料直徑D0=25mm,第二道方孔型軋件尺寸a2=17.56mm,軋輥直徑D=250mm,圓孔平均高度系數m0=0.785[9],橢圓孔平均高度系數m1=0.7[9],方孔平均高度系數m2=0.5[9],設h1=16.05mm。
軋件軋前寬度B0=D0=25mm
軋件軋前平均高度Hc0= D0×m0=19.63mm
軋件軋后平均高度hc1=h1×m1=11.24mm
相對寬展系數β1=η1-W1=1.247
軋件軋后寬度b1=B0β1=31.17mm
驗算軋件在第二孔型中的充滿情況:
方孔型構成如圖1所示。
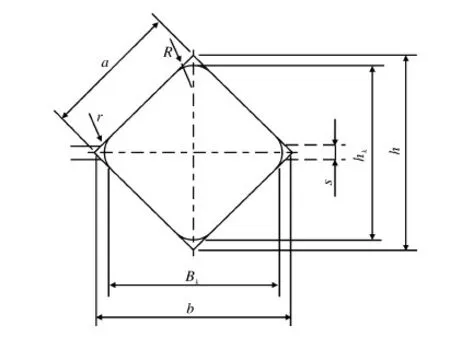
圖1 方孔型構成Fig.1 Square pass structure
已知a2=17.56mm,b2=1.42,a2=24.94mm
第二孔型方孔輥縫s2=0.1a2=1.76mm
第二孔型方孔Bk2=b2-s2=23.18mm
相對寬展系數β2=η2-W2=1.378
軋件軋后寬度b2= h1β2=22.12mm
橢圓孔型構成如圖2所示。
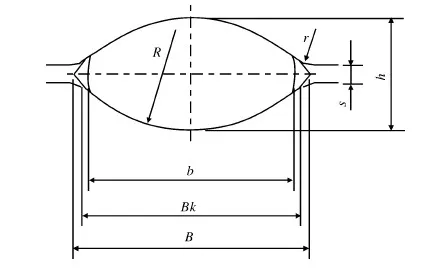
圖2 橢圓孔型構成Fig.2 Oval pass structure
1.5.2 第二對孔型軋件尺寸計算
同理,經計算,得到h3=13.15mm,b3=23.76mm。
1.6 延伸孔型計算
1.6.1 孔型一(橢圓孔型)
已知b1=31.17mm,h1=16.05mm
hk1=h1=16.05mm

s1=(0.2~0.3)h1=0.2h1=3.21mm
r1=(0.08~0.12)Bk1=0.10Bk1=3.43mm
1.6.2 孔型二(方孔型)
已知a2=17.56mm,s2=1.76mm,Bk2=23.18mm
h2=(1.4~1.41)a2=1.406a2=24.69mm
R2=(0.1~0.2)h2=0.16h2=3.95mm
r2=(0.1~0.35)h2=0.25h2=6.17mm
hk2=h2-0.828R2=21.42mm
1.6.3 孔型三(橢圓孔型)b3=23.76mm
同理,hk3=13.15mm,Bk3=26.11mm,s3=0.21h3=2.76mm,R3=19.00mm,r3=2.61mm。
1.6.4 孔型四(方孔型)a4=14.05mm
同理,s4=1.41mm,Bk4=18.55mm,R4=3.16mm,r4=4.94mm,hk4=17.14mm。
1.7 成品孔型尺寸計算
1.7.1 成品孔型設計
成品孔型設計是軋制棒材的最后一個孔型,成品孔型設計的好壞直接影響成品尺寸精度、軋機調整及孔型壽命。為了減少過充滿保證成品尺寸公差及橢圓度,成品孔形狀采用帶有擴張角的圓形孔。目前,廣泛使用的成品圓孔構成如圖3所示。

圖3 成品圓孔型構成Fig.3 Finished round pass structure
參照國標GB/T702-2008《熱軋鋼棒尺寸、外形、重量及允許偏差》,直徑13.5mm圓棒3組允許偏差值為±0.40mm,則成品孔型尺寸為
基圓半徑
R6=0.5[d-(0~1.0)Δ-]×(1.007~1.02) =6.84mm
Bk6=[d+(0.5~1.0)Δ+]×(1.007~1.02) =14.03mm
hk6=[d-(0~1.0)Δ-]×(1.007~1.02) =13.19mm
取輥縫s6=1.5mm,擴張角θ6=30°

因為ρ6<θ6,擴張半徑

取r6=0.8mm。
1.7.2 成品前孔型設計
根據經驗公式,hk5=(0.78~0.86)d=
11.61mm
Bk5=(1.42~1.70)d=19.17mm

橢圓外半徑r5=1.3mm
驗算成品前孔型充滿程度。根據成品規格,選取橢圓孔型寬展系數βt5=1.2,成品圓孔型寬展系數βy6=0.50。
成品前橢圓軋件尺寸為
h5=hk5=11.61mm
b5=a4+(a4-h5)βt5=16.98mm
成品圓軋件尺寸為
h6=hk6=13.19mm
b6=h5+(b5-hk6)βy6=13.50mm
1.8 孔型圖繪制
由以上計算得出的數據,可通過CAD軟件繪制出孔型圖[10][11]如圖4所示。
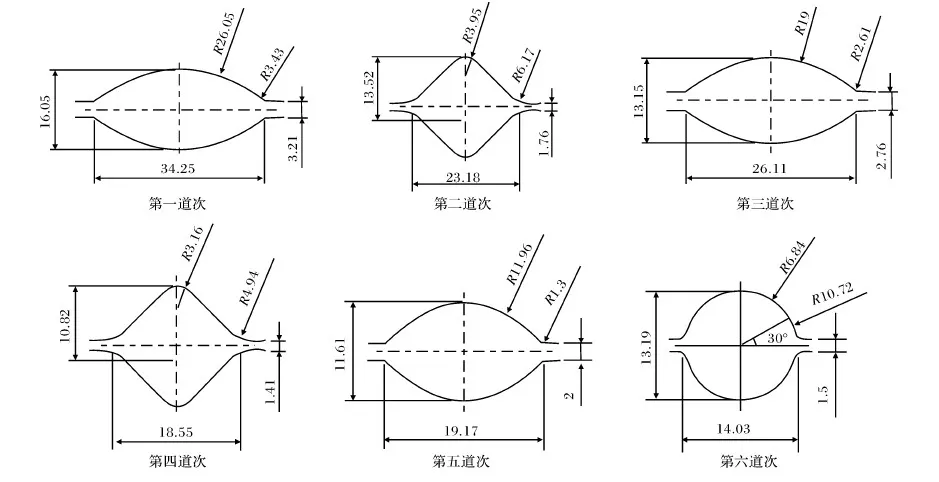
圖4 鈮鉿合金軋制孔型圖Fig.4 Niobium-Hafnium alloy rolling pass system diagram
2 軋制實驗

表1 鈮鉿合金棒成品性能對比Tab.1 Properties comparison of finished Niobium-Hafnium alloy bar
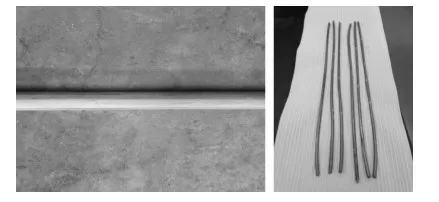
圖5 鈮鉿合金孔型軋制棒材Fig.5 Niobium-Hafnium alloy rolling bar
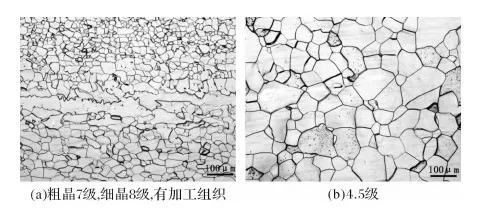
圖6 旋鍛工藝生產的鈮鉿合金棒材成品金相Fig.6 Finished Niobium-Hafnium alloy bar metallographic by rotary swaging
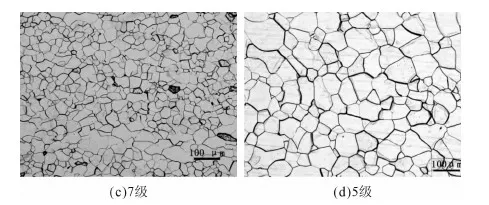
圖7 軋制生產的鈮鉿合金棒材成品金相Fig.7 Finished Niobium-Hafnium alloy bar metallographic by pass rolling
3 結論
通過孔型設計及軋制實驗可知,利用Z·烏薩托夫斯基相對寬展系數公式進行孔型計算(公式中的參數參考鈦材已有經驗),設計出的孔型適合鈮鉿合金棒材,所軋制的棒材無嚴重未充滿及耳子缺陷,滿足質量控制要求;孔型熱軋方式較旋鍛方式變形充分,組織均勻化良好,有利于提高鈮鉿棒材力學性能及腐蝕性能。
[1] 胡清熊.稀有金屬絲棒材生產[M].北京:中國有色金屬工業總公司職工教育教材編審辦公室,1985.
[2] 宋敏奇,楊萬青,馮奇.鈦合金棒材軋制的孔型設計與應用[J].鈦工業進展,2012,29(8):39-42.
[3] 劉惠芳.鈦及鈦合金軋制棒材孔型設計探討[J].金屬學報,2002,38(增刊):405-406.
[4] 趙松筠,唐文林. 型鋼孔型設計(第二版)[M].北京:冶金工業出版社,2000.
[5] 黃效東,王敏,李國旺.相對寬展公式在生產中的應用與探討[J].軋鋼,2010,27(4):59-61.
[6] 盛漢彩.建立在寬展模型基礎上的孔型設計思想[J].鋼鐵研究學報,1998,10(2):70-72.
[7] 白光潤,欒瑰馥.型鋼孔型設計(2)-型鋼孔型設計的方法[J].軋鋼,1991(3):60-64.
[8] 王淑萍,吳立章.烏薩托夫斯基公式在孔型設計中的應用[J].唐鋼科技,1990(4):13-15.
[9] 房寬軍,姜艷東,秦東.Wusatowski方法在棒材孔型設計中的應用[J].中國科技信息,2009(20):119-122.
[10]詹學義,周振農.型鋼孔型設計中若干特殊點的確定方法[J].江西冶金,2001,21(2):15-18.
[11]馮偉,張秀山,康永林.現代孔型設計技術的進展[J].山東冶金,2005,27(1):33-35.
A discussion on pass designing and rolling technology for Ni-Ha alloy bar
YI Nan, LI Jun, WU Yu, ZHENG Xue-jun, ZHANG Lu-qiang
(Xi’an Noble Rare Metal materials Co.,Ltd.,Xi’an 710201,china)
In the paper, the application of pass rolling was applied to niobium-hafnium alloy bar processing. Oval-round elongation pass system, which is suitable for rolling niobium-hafnium alloy, was identified by comparison between oval-round and oval-square pass system. Pass design used by Wusatowski relative spreading formula. Through rolling experiments, the design meet the requirement for rolling process and accurate size of finished bar, and there wasn’t underfill and overfill defects. Compared with pass rolling and rotary swaging, rolling bar had better grain uniformity and mechanics performance, and product quality was stable and reliable.
Ni-Ha alloy; pass design; grain uniformity; mechanical property
2015-12-08;
2016-02-15
宜楠(1980-),男,遼寧沈陽人,工程師,碩士,主要研究方向:稀有難熔金屬成形工藝。
TG332+.2
A
1001-196X(2016)02-0074-05
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
