高線飛剪“抖動”故障診斷及對策
2016-03-21 02:23:22閔海斌
重型機械 2016年2期
關鍵詞:故障
閔海斌
(陜西鋼鐵集團漢中鋼鐵公司軋鋼廠,陜西 漢中 724200)
高線飛剪“抖動”故障診斷及對策
閔海斌
(陜西鋼鐵集團漢中鋼鐵公司軋鋼廠,陜西 漢中 724200)
針對飛剪頻繁在停止位產生“抖動”和“異響”、聯軸器磨損嚴重、飛輪螺絲多次斷裂等問題,通過分析研究,找出造成該故障發生的根本原因,提出改進方案。本研究主要從飛剪的機械系統對電控的影響因素入手,在滿足生產工藝的條件下,采用兩種控制參數Kp,Tn的方法,解決了生產中的問題。研究結果表明,通過對傳動控制參數進行優化調整,在生產過程中沒有出現 “抖動”、“異響”故障現象,飛剪運行平穩,同時解決了聯軸器磨損嚴重問題,保證飛剪在生產過程中的高效運行。
飛剪;控制系統;故障診斷;傳動參數優化;設定速度
0 前言
在高線軋鋼生產線中,在軋機后設有一臺飛剪,其作用是對紅鋼進行切頭或切尾,解決因鋼坯軋制幾道次后易出現的頭尾部開裂、爛頭等表面質量問題;避免發生堆鋼事故。實際生產中,要求飛剪滿足生產工藝速度低速到高速控制,實現大斷面鋼坯兩種剪切方式,在軋制速度0.7 m/s以下時帶飛輪,借以大慣量實現剪切;在軋制速度0.7 m/s以上時不帶飛輪,實現剪切,該飛剪系統自使用以來,在軋制速度0.7 m/s以下時帶飛輪時,頻繁在停止位產生“抖動”和“異響”現象、聯軸器磨損嚴重、飛輪螺絲多次斷裂等問題,對生產產生很大的影響。本文以機電理論為基礎,結合多年實踐經驗,改進控制方法,通過驗證達到了預期效果。
1 剪切工藝及控制系統
1.1 剪切工藝及設備參數
1#飛剪用于切掉軋件頭、尾部,利于軋件進入中軋機組間軋制,事故時用以切廢。飛剪形式為啟停制曲柄剪,電機為起停工作制,直接驅動帶減速級的齒輪箱。齒輪箱的雙輸出軸為曲軸,分別帶動裝配上下剪刀的連桿機構。剪刀刀座作圓周運動,剪刀作平動,剪刀面在剪切瞬間基本與軋件垂直,并與軋件速度基本一致,在軋件運動中將其剪斷。在電動機和減速機之間的聯軸器處裝有制動器,剪切制動后鎖住驅動裝置,使剪刀停位預定的位置。主要參數:
剪切斷面Φ74~Φ82 mm
軋件速度 0.48~1.25 m/s(不帶飛輪:>0.7m/s;帶飛輪:≤0.7 m/s)
剪切鋼種 普碳鋼、低合金鋼等
軋件溫度 min. 900 ℃
切頭長度 100~200 mm
切頭公差 ±30 mm
切廢長度 ≤1.2 m
SIO(Smart Innovative Operations)即智能化創新運營。液空通過引進實施“SIO前瞻”項目逐步實現所有中國工廠轉型。數字化運營中心DPC的成立就是該項目在中國實施的一個重要里程碑。DPC將負責所有在華企業新型數字化及數據工具和方法,及其持續的管理和改進,全面提升項目所覆蓋工廠的生產運行自動化水平,以滿足新型運行模式的需求。而且可通過DPC集中化遠程控制工廠日常運行,更好地提升運營效率,并及時獲得本地及國際專家團隊支持。
電機 DC315 kW
1.2 飛剪控制系統
飛剪控制系統主要由三部分組成:PLC控制系統、6RA70傳動控制系統、FM458位置控制系統,其中SIEMENS的全數字6RA70 SIMOREG DC MASTER系列整流器對速度環和電流環進行控制,用FM458功能模塊進行位置閉環控制,PLC系統對現場信號邏輯判斷和設定參數的數據運算控制,電氣控制系統如圖1所示。
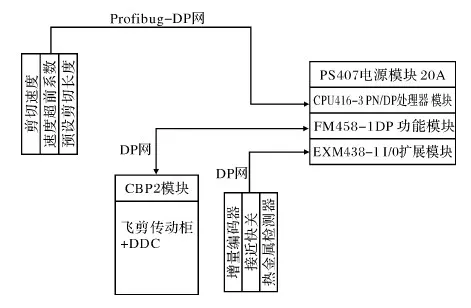
圖1 電氣控制系統Fig.1 Electrical control system
1.2.1 傳動控制系統
飛剪的傳動系統采用SIEMENS的全數字6RA70箱,6RA70直流調速系統靜、動態性能良好等能滿足飛剪的快速響應,從而實現飛剪控制要求,同時,6RA70箱與主軋線400PLC和FM458進行數據和通訊交換處理。
1.2.2 位置系統
FM458功能模塊主要完成飛剪的運算、剪切和姿態控制,通過6RA70控制箱由直流電機執行完成,飛剪定位判斷是利用剪切位接近開關和增量編碼器信號,將此信號傳輸到EXM438-1 I/O擴展板,通過FM458功能模塊來完成。將剪刃爬行對刀在剪切位時,使接近開關檢測到信號,系統會自動對編碼器進行清零,消除計數誤差和完成飛剪定位。
1.2.3 PLC控制系統
2 故障產生的原因
1#飛剪投產運行一年后, 生產線在飛剪低速帶飛輪軋制過程中,在停止位頻繁發生“抖動”現象,偶爾還會發出撞擊聲時,使飛剪剪臂的上下晃動幅度過大,會造成下次切頭時堆鋼。但飛剪在高速不帶飛輪軋制過程中運行平穩。對電控系統進行檢查和測試,系統正常;傳動系統參數在調試時均使用一套電控傳動參數,滿足高低速寬范圍,參數均正常。打開減速機的觀察窗口,對齒間隙的磨損情況進行檢查,基本無磨損;用人工對飛剪進行盤車,轉動靈活無卡阻現象。通過對飛剪磨損嚴重的聯軸器進行更換處理后,飛剪“抖動”問題得到了解決,
在飛剪正常運行一個月后,又在使用中還會出現“抖動”、“異響”問題,根據經驗,認為聯軸器聯軸器已出現磨損,存在間隙導致飛剪停時發生撞擊聲和“抖動”現象。自投運以來,1#飛剪已更換3個聯軸器,正常使用壽命都不足3個月,更換聯軸器后運行時間一月左右,飛剪在低速運行中依然存在“抖動”、“異響”問題,通過對傳動控制系統速度環的KP、Tn兩個參數進行小的修改,將原Kp=15,Tn=0.22,改為KP=8,Tn=0.165,解決了此故障。但隨后運行時間不長,又發生此類問題,這時通過修改參數已不能從根本上解決問題。故障時波形圖如圖2所示。
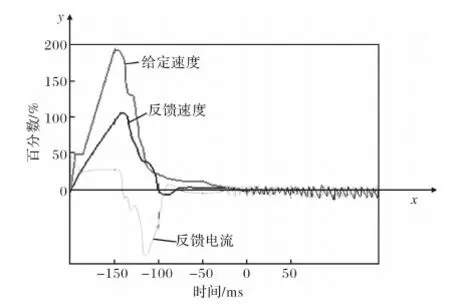
圖2 改造前傳動控制電流、速度波形Fig.2 Speed waveform and current before the transformation
綜上所述,通過多次反復的處理,未能從根本上解決飛剪“抖動”、“異響”問題,產生的原因是本系統的電控系統適應性差,諸如機械的磨損量,機械靈活性等外界因素都會造成此類現象的發生,簡單的處理是無法徹底解決 “抖動”、“異響”問題的。因此,對電控傳動系統內部的功能參數進行重新優化調整,適應機械系統的要求,消除“抖動”故障,滿足生產需要。
3 改造方案及效果
1#飛剪在低速帶飛輪狀態時(0.7 m/s以下),剪切完成后,飛剪在接近停位狀態時,持續出現“抖動”、“異響”;飛剪在高速不帶飛輪狀態時(>0.7 m/s),無此現象。
在6RA70直流傳動控制系統中,原采用一套速度控制調節器的參數(Kp,Tn,)控制并匹配飛剪帶飛輪和不帶飛輪的兩種工作方式,其參數為Kp(P225=18),Tn(P226=0.18 s)來滿足飛剪工作要求,隨著外界機械系統因素的影響(如機械磨損等),飛剪“抖動”、“異響”逐步突顯。針對以上問題,為消除故障,現采用兩套速度控制調節器的參數(Kp,Tn,)來控制并匹配飛剪帶飛輪和不帶飛輪的兩種工作方式,其參數為帶飛輪時:Kp(P225=18),Tn( P226=2 s);不帶飛輪時:Kp(P225=7),Tn(P226=0.65 s),解決飛剪“抖動”、“異響”問題,確保飛剪正常工作。同時運用可調速系統的速度調節適配器與速度調節器組合使用。
飛剪從啟動到剪切過程中其特性較硬,響應較快 ,能滿足啟動加速快,確保在剪切點力最大的要求。飛剪從剪切完后到停止位過程中其特性較軟,響應較快,能滿足擺動幅度小、震蕩次數少、快速停、定位準。
本飛剪系統調節器的框如圖3、4所示。
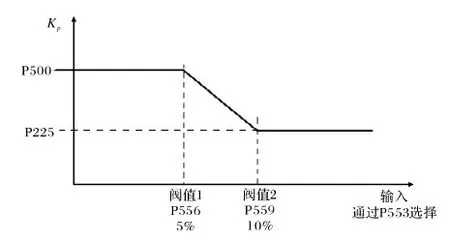
圖3 速度調節適配器Fig.3 Speed adjustment adapter

圖4 積分調節適配器Fig.4 Integral adjustment adapter
速度調節適配器的作用:為了跟一個可調速系統的速度調節器恰當地配合,應能用任意的連接器來調整,圖3中給出有效的P增益,有效的積分時間同所設定的連接器的值有關。參數對P225/P550,P226/P551中所有值完全可以獨立設置。諸如P550不能大于P225,閥值1總小于閥值2,否則則激活故障信號F058。
經優化傳動裝置參數后,并對飛剪停位的二次校正,飛剪在低速時“抖動”和“異響”問題得以解決,飛剪停位準確,切頭長度穩定,飛剪運行正常。其波形圖5所示。
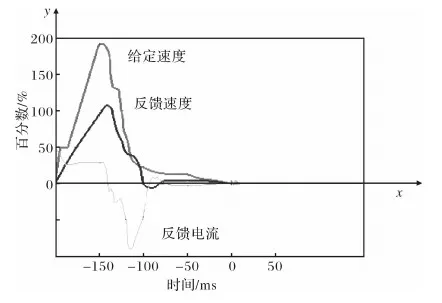
圖5 改進后傳動控制電流、速度波形Fig.5 Improved drive current control and speed waveform
在后續的實際使用過稱中,又出現了飛剪在低速時發生“抖動”、“異響”問題,實踐證明采取以上措施并不能從根本上解決此類故障,結合飛剪目前運行情況,經過對飛剪原設計系統的深入了解,該飛剪系統設計中選用兩套飛輪,只有一套小飛輪在高低速時進行切換,另一套大飛輪無論高低速時均正常使用。鑒于投產前期使用過稱中,小飛輪發生螺絲頻繁斷裂,經加固處理后,解決了螺絲斷裂問題后,卻出現了飛剪聯軸嚴重磨損,導致飛剪又出現“抖動”、“異響”問題,由此可以推斷,產生的根源在于低速時帶上小飛輪所致。結合現場實際情況,通過初步計算,認為飛剪在低速時不帶飛輪,不會造成飛剪機電設備的損害,且完全能滿足工藝要求,為此,在已有傳動控制系統的基礎上,暫不改變已有傳動系統的參數,在WinCC監控畫面上增加了“設定剪切線速度”值、“不帶飛輪傳動裝置參數”選定與否,具體設計改進遵循原則:
(1)當六架軋制速度小于或等于0.7 m/s時,1#飛剪速度不跟蹤六架軋機速度,其1#飛剪速度給定由畫面“設定剪切線速度”值給定, 因考慮到微調的速度變化值,且一般畫面“設定剪切線速度”值比六架出口線速度高10%為宜。將畫面的“不帶飛輪傳動裝置參數”設定有效,同時將現場飛輪不投入;
(2)當六架軋制速度大于0.7 m/s時,1#飛剪速度跟蹤六架軋機速度,其1#飛剪速度給定由六架軋機實際速度給定,此時將畫面“設定剪切線速度”值設定為“0”。
將畫面的“不帶飛輪傳動裝置參數”設定有效,同時將現場飛輪不投入;
通過改進措施的實施,飛剪運行穩定,解決了飛剪在停止位產生的 “抖動”、“異響”問題, 消除了故障,保證了生產的順利進行。
4 結束語
通過對1#飛剪在低速帶飛輪狀態下,存在的“抖動”、“異響”故障現象進行分析,實施了改進措施,對傳動控制參數進行優化調整,并與畫面增設的功能相結合,自改進后,在使用過程中沒有出現 “抖動”、“異響”故障現象,飛剪運行平穩,同時解決了聯軸器磨損嚴重問題。
[1] 陳伯時. 電力拖動自動控制系統.[M].北京:機械工業出版社,2004.
[2] 閔海斌. 漢鋼高線飛剪控制系統的研究及應用[J]. 自動化應用. 2014(3).
[3] SIMOREG DC MASTER.6RA70系列手冊,2007.
[4] WinCC組態手冊[Z].西門子(中國)有限公司,2002.
[5] 任云萍.棒材連軋和切頭飛剪的控制系統[J].天津冶金,1998(4).
[6] 張利紅,劉偉,梁英波,等.FM458-1DP在熱軋中厚板AGC系統中的應用[J].微計算機信息,2010(10).
[7] 胡壽松.自動控制原理[M].北京.科學出版社,2013.
[8] 莫正康.半導體變流技.[M].北京.機械工業出版社,2011.
Fault diagnosis of flying shearf Jitter
MIN Hai-bin
(HanZhoung Steel Corp Rolling Plant,Shanxi Iron And Steel Group, Hanzhoung 724200,China)
Aiming at the problem of flying shear existing jitter and abnormal sound ,coupler wearing heavily, the flywheel screw fracturing, fault reason and improve project were found. The influence factors of mechanical system to electronic control was analyzed,cooperation with the production process conditions,a variety of methods was used,The key problems affecting production was solved. The results indicate that, through adjusting and optimizing parameters of drive control, the fault phenomenon of jitter and abnormal sound dispeared in production process, coupler wearing is solved, flying shear operate smoothly and efficiently.
flying shear;control system;fault diagnosis;transmission parameters optimization;set-speed
2015-10-08;
2015-11-14
閔海斌 (1973-),電氣工程師,工商管理碩士(MBA),研究方向為電氣自動化及傳動控制系統。
TG333
A
1001-196X(2016)02-0091-04
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
