氣墊皮帶機常見故障分析及解決方法
2016-04-28 02:13:07沈少南
現代食品 2016年20期
◎ 沈少南
(錦州港現代糧食物流有限公司,遼寧 錦州 121007)
氣墊皮帶機在我國已有近30年的使用歷史,尤其是近10年的發展十分迅速。氣墊皮帶機以其獨特的結構和鮮明的特點在糧食、煤炭、冶金、化工、水泥、食品、機械、鋁業、港口和水電等行業中廣泛使用,其適用于容重為0.5~2.5 t/m3的各種粉狀、粒狀和小塊狀物料的輸送。在錦州港散糧項目中,選取27臺氣墊皮帶機主要從事長距離的物料輸送,單機最大輸送距離為370 m,傾角10.5°。
20世紀90年代開始,氣墊皮帶機在我國各行業得到廣泛應用,尤其是在室外作業或運輸容重較小的物料中應用更為廣泛。氣墊皮帶機多在室外使用,且雨雪天也會正常使用,因此由于空氣潮濕等易造成氣墊皮帶機產生故障。基于此,根據氣墊皮帶機的工作原理,結合實際應用發生的問題,進行相關方面的改造,較好地解決生產實際中出現的問題。
1 氣墊皮帶機的工作原理及特點
氣墊皮帶機是一種利用一層很薄的氣膜支承輸送帶及其上面物料的皮帶機,其利用帶孔的氣室代替傳統的DT75或DTⅡ型皮帶機的托輥,當氣源向氣室內提供具有一定壓力和流量的空氣時,氣室內的空氣經氣室盤槽上的小孔逸出,在輸送帶和盤槽間形成一層具有一定壓力的氣膜,稱為氣墊,支承輸送帶及其上部物料。由于氣室的布置尺寸和孔徑經過優化組合設計,因此在膠帶和盤槽間便形成一層穩定的氣墊層,氣墊支承膠帶及其物料,并具有1倍多的氣墊剛度適應所承受負荷的變化,變原托輥帶式輸送機的固體滾動摩擦為流體摩擦,顯著地減小摩擦阻力,同時克服原托輥帶式輸送機波浪式運行的弱點。使氣墊皮帶機具有能耗低、運行平穩-安全可靠、輸送效率高、維修維修費用低、可滿載啟動和溢于密封等特點。氣墊皮帶機布置結構如圖1所示。
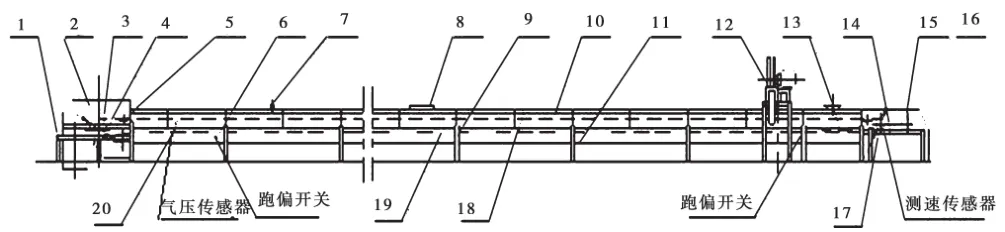
圖1 氣墊皮帶機結構布置圖
2 氣墊皮帶機的結構組成
氣墊皮帶機主要由輸送帶、驅動裝置、驅動滾筒、改向滾筒、氣室、風機系統、槽形緩沖托輥、槽形托輥、平形下托輥、平形下調心托輥、清掃器、安全保護裝置、罩蓋、氣室支腿、頭部支架、尾部支架、過渡機架和張拉緊裝置等組成。
按照結構不同,氣墊皮帶機可分為全氣墊皮帶機和半氣墊皮帶機,全氣墊皮帶機是指皮帶機承載段和非承載段的皮帶均由氣室盤槽提供支撐;半氣墊皮帶機是指皮帶機承載段的皮帶均由氣室盤槽提供支撐,而非承載段的皮帶由托輥支撐。氣墊皮帶機的截面如圖2所示。
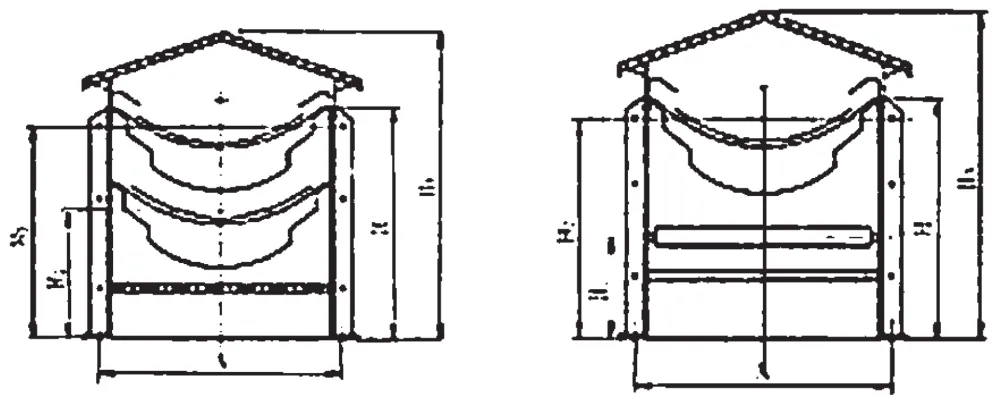
圖2 氣墊皮帶機截面圖
3 氣墊皮帶機常見故障的分類
氣墊皮帶機雖然優點很多,但經過長時間的使用,也會有多種常見的故障發生。根據錦州港現代糧食物流有限公司氣墊皮帶機的使用情況,將氣墊皮帶機的故障分為皮帶跑偏、撒料、氣室壓力異常、失速和氣室磨損等,其中以皮帶跑偏和撒料最為常見,而氣室磨損是氣墊皮帶機最大的故障,將影響設備的正常使用,加劇設備的磨損程度,從而降低設備的使用壽命。
4 氣墊皮帶機常見故障的原因分析及解決方法
針對氣墊皮帶機的常見故障,從故障的現象和原理分析其產生的原因,從而有針對性地提出相應的解決方法,力求原因分析準確,解決方法簡單、易行、得當。
4.1 皮帶跑偏的分析及解決方法
氣墊皮帶機的皮帶跑偏,相對于傳統的DTⅡ或DT75型托輥皮帶機來說,有效的調整方法很少,且調整又都不大方便。經過多年的設備管理經驗,總結出以下解決方法。
(1)頭部和尾部各加一組微調裝置調整皮帶跑偏[1]。皮帶跑偏的原因之一是頭部驅動滾筒和尾部改向滾筒的軸線與皮帶的中心線不垂直,針對此現象,在氣墊皮帶機頭部驅動滾筒和尾部改向滾筒的兩端各加一組微調裝置,如圖3所示。皮帶跑偏后,調整微調裝置,保持兩個滾筒的軸線平行,且與皮帶中心線垂直,即可起到調整皮帶跑偏的作用。此裝置可調整頭部和尾部皮帶跑偏。

圖3 頭部加微調裝置示意圖
(2)改型頭部滾筒調整皮帶跑偏[1]。氣墊皮帶機皮帶跑偏的另一個原因是頭部滾筒加工精度不夠,且均為圓柱形結構。滾筒通過輪轂和軸鍵(或脹套)連接后,均需二次裝夾加工,因此很難保證期精度的要求,造成滾筒為圓臺型。因此圓臺型的滾筒在驅動皮帶運行時,會很自然地到引著皮帶的跑偏。為解決該問題,可以將頭部驅動滾筒設計成腰鼓型,如圖4所示。由于腰鼓型的驅動滾筒的最大直徑點在滾筒的正中間,即在此點皮帶所受的張力最大,因此一旦出現皮帶跑偏的趨勢時,此點所受的最大張力就會給皮帶一個朝著皮帶中心線方向的一個摩擦力,使之回歸中心,起到防止跑偏的作用。
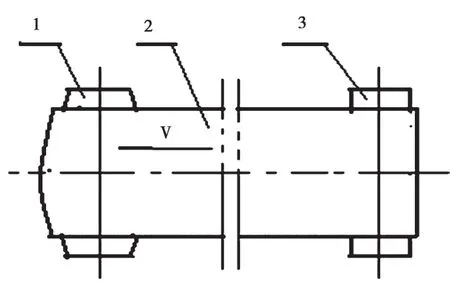
圖4 頭部滾筒改型的結構示意圖
(3)在非承載段設置帶自動調心功能的V字形托輥組[1]。若起點皮帶機為半氣墊結構,就可以利用非承載段的托輥支撐防止皮帶的跑偏,可在非承載段增加V字形托輥組,如圖5所示。一般每隔5組平托輥,配置一組V字形托輥組,該托輥具有一定槽角,一般為σ=5°~8°,使皮帶在非承載段運行時保證半V字形,以增加皮帶的剛度。當皮帶發生跑偏時,皮帶就會相對于原有位置存在一個位移,增大皮帶的橫向阻力,從而增大皮帶的運行阻力,為抵消此阻力,皮帶會自動恢復原狀,起到防止跑偏的作用。

圖5 V字形托輥組圖
(4)在張緊裝置處調整皮帶跑偏。由于氣墊皮帶機的皮帶在氣室盤槽上運行,因此不能在氣室盤槽上調整皮帶的跑偏,針對此現象,采取在自動張緊裝置處調整。氣墊皮帶機的張緊裝置一般設置在距離頭部約10~30 m的非承載段上,采用三滾筒的張緊結構,如圖4所示。若皮帶在其中心線上跑偏,則可將圖4中的改向滾筒(圖6中的件1)兩端的軸承座前后調整一定的距離,使滾筒的軸線和皮帶中心線不垂直;或采用加墊的方法將改向滾筒左右的高度調整到不一致,采用強制的方法迫使皮帶回到原位,保持在中間位置運行。這種調整方法雖有效,但不推薦使用,因為調整完畢后的改向滾筒軸線和皮帶的中心線不垂直,有一定的角度,會造成皮帶和改向滾筒間存在相對滑動,產生摩擦,磨損皮帶,降低皮帶的使用壽命。此方法適用于承載段未跑偏,而非承載段跑偏的皮帶調整。

圖6 張緊裝置結構示意圖
(5)皮帶接頭處跑偏的調整。若皮帶在接頭處發生跑偏,且始終向一個方向跑偏,當接頭段過后,則恢復正常,說明皮帶接頭在硫化粘接的質量不過關,即接頭處的皮帶中心線和原皮帶的中心線不重合。發生此類故障,唯一的方法是打開接頭,重新硫化接頭,保證皮帶接頭處的中心線和原皮帶中心線重合。
(6)整條皮帶出現S形彎的解決方法。有時整條皮帶會出現S形彎,俗稱“豆角彎”,這是由于皮帶本身質量存在問題,即皮帶本身的中心線不是一條直線,而是一條曲線,這種皮帶安裝在設備上,依靠設備本體調整沒有效果。解決此類問題的方法是盡可能地調整皮帶的跑偏,使皮帶在運行時不致脫出頭部和尾部的滾筒邊緣即可,若無法調整,則要報廢皮帶,更換新皮帶。
(7)受料不均造成皮帶跑偏的解決方法。由于氣墊皮帶機受料段無法將物料集中分布在皮帶上,造成皮帶偏載,偏載的物料就會造成皮帶的跑偏。解決的方法是在氣墊皮帶機的受料段增加靴型料斗,保證物料的集中布置,起到防止皮帶跑偏的作用。
4.2 起點皮帶機運行時撒料的分析及解決方法
氣墊皮帶機經過多年使用,也會出現撒料的故障。筆者經過多年實踐跟蹤,總結出氣墊皮帶機撒料的幾種情況,并予以分析。
(1)皮帶跑偏造成撒料。當皮帶發生跑偏時,由于物料的重力作用,就會向氣室盤槽的最低點方向流動,此時氣墊皮帶機若是滿載,物料將會從皮帶跑偏的一側溢出,造成撒料。解決皮帶跑偏造成撒料的方法是控制皮帶的跑偏,可按照解決皮帶跑偏的方法解決。
(2)在凹弧段皮帶懸空時造成撒料[2]。氣墊皮帶機的凹弧段布置不可避免,尤其是在地形復雜的項目中。在凹弧段撒料的主要原因是皮帶在凹弧段會脫離氣室盤槽,俗稱“飄帶”,未形成足夠強度的氣膜,以致皮帶的槽角變小,甚至變成平皮帶,造成物料從此處灑落。形成“飄帶”的原因有以下兩種:①原始設計不合理,即地理環境造成氣墊皮帶機凹弧段的半徑小于合理的曲率半徑尺寸。②由于多年使用,皮帶出現磨損,重量減輕,而設定的風壓不變,因此造成氣墊皮帶機在空載或流量較小時運行時,由于皮帶的張力作用,使皮帶在凹弧段出現“飄帶”,造成皮帶的邊緣和氣室發生接觸并磨損,久之損壞皮帶。解決“飄帶”的方法有兩種:①在原始設計上解決,即設計的氣墊皮帶機的曲率半徑一定不小于設計規范的要求,解決設計不合理的問題;②在氣墊皮帶機的凹弧段安裝自動壓帶裝置,該裝置可解決由于地形環境無法避免的曲率半徑小而造成的“飄帶”,其主要目的是下壓皮帶,使之不能上浮,保證氣膜的厚度和剛度,形成完美的槽型結構。傳統的壓帶裝置是在皮帶上加設兩個壓帶輪,但勢必會影響前進的物料,造成物料被阻擋后向兩側分行,反而加劇物料灑漏。而新型的自動壓帶裝置是在皮帶中間設置自動壓帶輪,當壓帶輪后方有物料前行時,壓帶裝置的檢測裝置檢測到物流信號,運行機構會自動抬起壓帶輪,不影響物料的通行。當皮帶機受料結束,后方沒有物料時,壓帶輪向下動作,壓住皮帶,使皮帶形成完美的槽型結構,氣室形成完好的氣膜,阻止皮帶的“飄帶”,杜絕撒料。
(3)在轉接點處撒料。皮帶機的轉接點是自動輸送系統最復雜的位置。在氣墊皮帶機的轉接點處,由于落料對皮帶不正,不能居中,或者前后2條輸送帶在垂直接續的情況下,前面輸送帶上的物料以拋物線拋下,形成布料不均,都可能導致物料偏心堆積,造成撒料。為避免皮帶機在加載物料時發生偏心堆積,可在加料點膠帶的兩側加裝靴型料斗和加長導料板,并經常檢查調整導料板,使布料對中。同時也可減小大塊物料對輸送帶的直接沖擊。
4.3 氣墊皮帶機的氣室壓力異常故障的原因分析及解決方法
氣墊皮帶機在作業中出現壓力異常的原因有以下幾種:①氣墊皮帶機的氣室一般是由拉鉚釘鏈接,鉚釘經長期使用易老化脫落,造成氣室破損,使氣室壓力降低,輸送帶與滑槽間無法形成足夠的氣膜,摩擦阻力增大,輸送帶電流增大。如果不及時修復,破損面在氣壓的作用下不斷擴大,跑氣量增大。當氣室壓力低于設定的最低壓力時,引起壓力報警。②壓力開關處軟管脫落或軟管被粉塵堵塞。③風機裝置出現故障(如電機和風機運轉異常,三角皮帶松動、短缺等),無法供給足夠壓力和足夠風量的氣體。④為防止把飛鳥及雜物吸人風機,通常在風機進風口處安裝網格。冬季網格上容易結霜,從而減少進風量。⑤壓力開關及繼電器的故障。
氣室壓力異常的解決方法如下:①為防止氣室破損,應增加鉚釘的強度,一旦用壓力表檢查出氣室破損的地方,要使用不銹鋼鉚釘代替鋁鉚釘。②當氣室壓力出現異常時,應首先檢查壓力開關處軟管是否脫落或堵塞;其次應查看風機裝置是否工作正常,風機進風口是否通暢;當兩者都正常時,再檢查壓力開關和繼電器是否處于正常工作狀態,以避免其誤動作。主要保證上述位置均正常,即可保證氣室壓力正常。
4.4 氣墊皮帶機皮帶失速的原因分析及解決方法[3]
氣墊皮帶機的失速開關一般安裝在尾部改向滾筒上,皮帶機的失速依靠失速開關檢測。氣墊皮帶機產生失速故障的原因有以下幾種:①如果感應開關的螺栓距離較遠或螺栓處被粉塵、油污等覆蓋,會使失速開關無法正常計數,造成失速故障。②由于驅動滾筒外表面包膠層的摩擦,造成橡膠包層的花紋磨損,摩擦系數減少,導致摩擦力減小,皮帶與驅動滾筒間的摩擦力不夠。③張緊裝置配重不夠,導致皮帶張緊力不夠,形成摩擦力減小,造成失速。④液力耦合器缺油,導致傳遞扭矩變小,使驅動滾筒轉速下降,造成失速。
解決皮帶失速故障的方法如下:①定期維護和調整失速開關;清理感應螺栓表面的粉塵和油污;及時調整探頭的位置,使其和感應螺栓的距離適中;經常檢查探頭和繼電器的工作狀態,保證其工作的可靠性。②定期檢查驅動滾筒的包膠磨損情況,一旦發現磨損嚴重,立即更換,并應適當增加配重的重量以提高皮帶的牽引力。③為補償皮帶和驅動滾筒之間張緊力不足導致的失速,可通過提高驅動裝置的牽引力解決,但該方法對皮帶的強度要求需要提高,因此一般采取增設改向滾筒增加驅動滾筒和皮帶機的包角解決。④及時檢測驅動滾筒轉速及液力耦合器的油量,及時補油,防止傳遞扭矩減小。
4.5 氣室磨損的原因分析及解決方法
氣墊皮帶機的氣室是支撐皮帶的部件。在工作時,依靠氣室噴出的高壓空氣形成氣膜,浮起皮帶運行,使皮帶和氣室不接觸,達到減少摩擦的目的。在氣墊皮帶機的使用中,往往會由于皮帶的跑偏或布料不集中,造成氣室氣膜的損壞;或由于氣室盤槽制造安裝的平面度不夠,造成在整條氣墊皮帶機上,有局部區域的皮帶和氣室發生接觸,由于皮帶的運行,造成氣室盤槽被磨損。久之會磨損氣室盤槽,造成氣室的鋼板被磨穿成洞,從而會使氣流損失,加劇氣膜的損壞,造成更大的磨損,此類磨損大多發生在氣墊皮帶機的進料段上。對于氣室的磨損,往往采取補焊的方法進行修理,因為氣室是氣墊皮帶機的核心部件,占整臺設備造價的30%左右。除非此設備已到報廢時間,才會更換氣室,否則一般情況均僅采取臨時補救措施。
具體解決方法如下:將鋼板襯墊到氣室內部,焊接鋼板和原氣室盤槽,焊接完畢用角磨機去除高于氣室盤槽的部分,然后,用鐵膩子刮平新補的部分,使其與氣室盤槽平直。待干燥后,即可投入使用。若被磨損的氣室處存在氣孔,則要求新補的鋼板同樣配置由相同規格的氣孔,焊接后,達到原有氣室的要求,保證形成完整的氣膜,浮起皮帶運行。
5 結語
氣墊皮帶機在投入使用的初期故障很少,只需正常維護保養即可維持運轉作業,但在使用6~8 a時,一些故障會慢慢出現。針對氣墊皮帶機出現的常見故障,只要按照故障產生的原因,對癥下藥,即可避免設備故障產生的損失,為生產的連續性提供可靠的保障。氣墊皮帶機的故障雖種類復雜,但只要掌握其要領,不難克服。因此要詳細觀察設備的運行狀態,掌握其運行規律,及時發現故障,正確處理,可延長設備的使用壽命。
參考文獻:
[1]沈少南.氣墊皮帶機皮帶跑偏問題初探[J].遼寧工學院學報,1999(3):42-43
[2]文 紅,杜 明,張 雷.淺談氣墊式爬坡皮帶機物料灑漏原因及維修方案[J].糧食流通技術,2014(1):19-23,37.
[3]劉祥坤,朱紀偉.氣墊帶式輸送機常見故障分析及解決方法[J].港口裝卸,2004(5):11-12.
猜你喜歡
裝備制造技術(2020年9期)2021-01-26 00:15:12
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
汽車維修與保養(2015年6期)2015-04-17 03:31:50
同煤科技(2015年2期)2015-02-28 16:59:14
汽車維護與修理(2015年2期)2015-02-28 12:15:39
河南科技(2014年23期)2014-02-27 14:18:55