機器人在角焊縫中的應用
2016-05-14 18:02:48張文明劉占起王新宇
山東工業(yè)技術 2016年4期
關鍵詞:自動化
張文明 劉占起 王新宇

摘 要:隨著國內(nèi)工業(yè)化的發(fā)展,自動化、智能化成為當前發(fā)展的主要方向。本文使用機器人示教方法對管板角焊縫試件進行焊接,解釋了示教過程并分析了試驗結(jié)果。
關鍵詞:機器人;角焊縫;自動化
DOI:10.16640/j.cnki.37-1222/t.2016.04.194
0 引言
本文以管板角焊縫為例,因為管板角焊縫結(jié)構(gòu)復雜,焊接工作量大,對焊工要求高而且長時間焊接對焊工身體健康造成一定傷害,而且焊接效率也無法提高。所以,需要使用機器人來代替人工來焊接角焊縫,這樣不僅能提高焊接效率而且也能改善工人勞動環(huán)境并減小了工人的勞動強度,還能為公司帶來更大的利益。因此,為了改善這一狀況,基于本試驗編寫了機器人在角焊縫中應用,為公司提供一定的參考。
1 管板試件的焊接工藝
1.1 試件材料
選用目前大部分工廠使用的Q345鋼材,管的直徑為160mm厚度為5mm,底板的厚度為5mm,不開坡口進行焊接[1]。
1.2 焊接前處理
焊接前,首先要清理焊縫邊緣25mm范圍內(nèi)的油污、鐵銹等雜物。清理完之后,組對焊縫,將組對好的焊縫進行定位焊接,根據(jù)管材直徑選擇6個定位點并且是對稱分布,每個點的大小為20mm,均勻分布在圓的四周。焊接環(huán)境在室內(nèi),溫度為34°,因此不需要對工件進行預熱處理。
1.3 焊接參數(shù)的選擇
焊接參數(shù)是焊接工藝中最重要的步驟,本實驗通過對焊接電流、焊接電壓、焊接速度等參數(shù)[2]的調(diào)節(jié),經(jīng)過反復試驗后,最終選取一組合適的焊接參數(shù),其具體選擇的參數(shù)如下表1所示。
2 機器人示教步驟
機器人示教也是決定焊接質(zhì)量的關鍵因素,然而,調(diào)節(jié)焊接機器人的姿態(tài)和焊接路徑是其重中之重[3],所以,本實驗對調(diào)節(jié)機器人姿態(tài)和焊接路徑進行了詳細說明,其步驟如下所示:
(1)首先打開機器人總電源,等待機器人初始化完成。
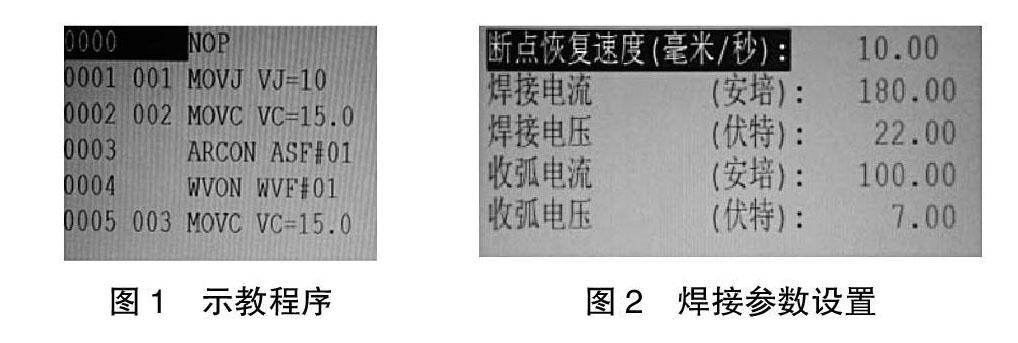
(2)使用示教盒調(diào)節(jié)機器人姿態(tài)[4],找到8個合適的點編程如圖1所示。
(3)示教仿真[5],檢查是否符合實際的焊接路徑。
(4)檢查合格后,在示教盒上設置焊接參數(shù)如圖2所示。
(5)將示教模式改為執(zhí)行模式,將啟動開關打開,機器人開始焊接。
(6)焊接結(jié)束,關閉氣瓶和電源。
3 試驗結(jié)果與分析
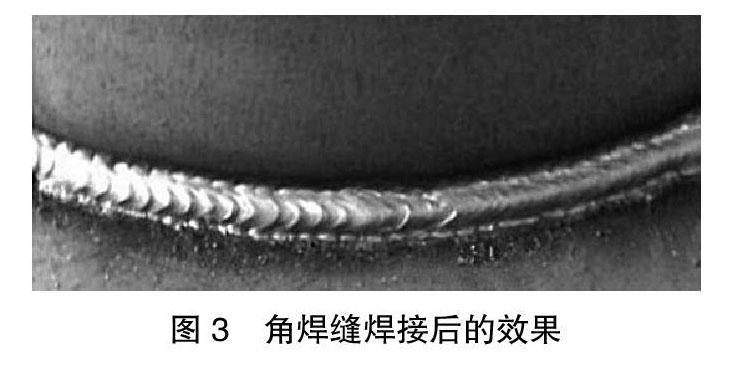
根據(jù)上面選擇的焊接參數(shù)和機器人路徑的規(guī)劃進行焊接后,機器人在焊接過程中運行良好,與試驗前規(guī)劃路徑一致,沒有出現(xiàn)斷點和偏差,說明程序設計正確。由于焊接參數(shù)選擇合理,焊接后的焊縫,外觀成形良好,焊接波紋均勻,外觀達到焊接質(zhì)量要求。焊腳出沒有咬邊等缺陷,所以焊縫處的應力集中很小,提高了力學性能,達到工廠焊接質(zhì)量要求。焊接完成后的效果如圖3所示:
4 試驗結(jié)論
(1)機器人在線示教編制的程序正確,并通過實際焊接檢驗,沒有出現(xiàn)奇異點和斷點等問題,為程序編制提供了一定的參考價值。
(2)根據(jù)焊接后,從焊縫成形情況看,沒有出現(xiàn)咬邊、焊瘤、燒穿等缺陷,所以焊接參數(shù)的設置與選擇都是比較合理的。
(3)機器人焊接環(huán)境對人體傷害很小,因為在焊接過程中,人可以離開一定的距離,從而減少弧光、粉塵、煙霧對人的傷害。
參考文獻:
[1]李月玲,高彩霞.CO2氣體保護焊焊接工藝試驗與應用[J].石油和化工設備,2012,15(06):34-36.
[2]李紅濤,胡新陽,宋緒丁.橋梁鋼Q345焊接接頭疲勞裂紋擴展速率研究[J].熱加工工藝,2014,12(23):39-41.
[3]新松工業(yè)機器人通用操作手冊[S].28-60.
[4]付曉龍,何建萍,王付鑫. 焊接機器人軌跡規(guī)劃的研究現(xiàn)狀[J]. 輕工機械,2015,33(02):111-112.
[5]朱進滿. 焊接機器人的應用[J].現(xiàn)代制造,2005(12):43-45.
作者簡介: 張文明(1959-),男,沈陽人,學士,教授,研究方向:焊接技術及自動化。
猜你喜歡
經(jīng)營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22