表面處理零件的加工尺寸和公差控制
2016-05-14 19:04:32楊世生
山東工業技術 2016年4期
楊世生
摘 要:介紹了需要做表面處理的鋁材質,碳鋼材質,不銹鋼材質精密零部件在機械加工過程中的尺寸和公差控制范圍。
關鍵詞:表面處理;機械加工;公差控制
DOI:10.16640/j.cnki.37-1222/t.2016.04.262
表面處理是在零件的表面形成一層與基體的機械、物理和化學性能不同的表層的工藝方法。其目的是滿足產品的耐磨性、耐蝕性、裝飾或其他特種功能要求。一些高精密的零件在機械加工過程中尺寸和公差完全符合圖紙的要求,但是在做完表面處理后,由于處理層的厚度等原因導致公差超出了圖紙的要求,因此本文列述了一些常用的表面處理的特點及做該種表面處理時零件尺寸和公差的控制范圍。本文所述的數據來源于長期的表面處理前和表面處理后尺寸檢驗對比,并做過精密零件試驗證實,從而總結出經驗控制數據,供零件加工和質量控制參考,以期與同行相互交流。
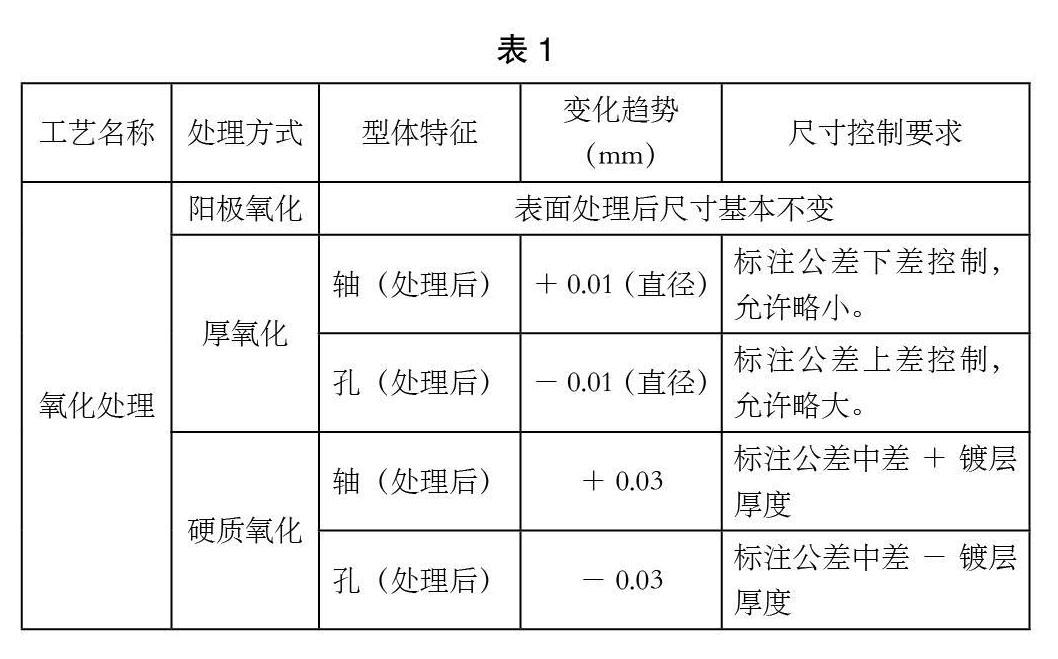
1 氧化
生產中涉及到氧化處理的零件材質為6082 T651,下述尺寸和公差的數據統計來源于該材質的零件。
(1)陽極氧化:整個表面處理過程中和表面處理完成后,零件的尺寸和公差不發生變化。加工中尺寸公差的控制按照圖紙標注要求即可。
(2)厚氧化:嚴格意義上講,此種表面處理方式完成后應該增厚,即:軸徑增加、孔徑減小,尺寸單邊厚度約增加0.01mm;但從實際對零件表面處理前和處理后的尺寸測量數據來看,尺寸和公差基本不發生變化。實際生產中厚氧化處理的零件的尺寸和公差按陽極氧化處理方式執行,加工中尺寸和公差控制按照圖紙標注要求執行。
(3)硬質陽極氧化:整個表面處理完成后將按圖紙規定要求增加厚度。例如:圖紙要求硬質氧化30?m,則零件的平面部分將按單邊0.015mm增厚;軸徑將加大0.03mm,孔徑將減小0.03mm。實際加工中,零件的尺寸和公差需按照圖紙要求的表面處理厚度預留處理余量。硬質氧化處理零件中,對于部分孔徑,圖紙會要求在表面處理時保護,則此時在零件的加工中不考慮增厚問題。盲孔狀態時,硬質氧化過程對孔徑的影響也較小,可以不考慮增厚問題。
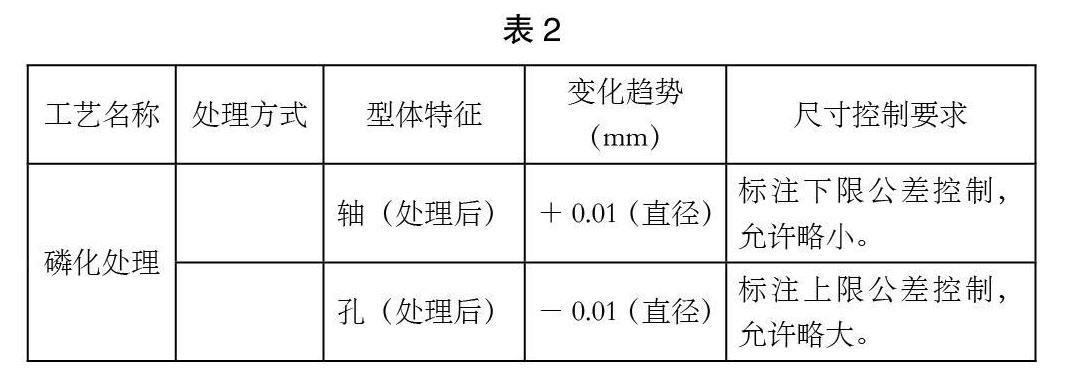
2 錳系磷化
生產中涉及到錳系磷化處理的零件多為45、Q235等碳鋼零件。表面錳系磷化處理的零件,表層厚度單邊增加約0.005mm,軸徑增加約0.01mm,孔徑減小約0.01mm。在實際零件加工過程中尺寸和公差按軸徑公差下差的基礎上再減0.01mm;孔徑公差上差的基礎上再加0.01mm。
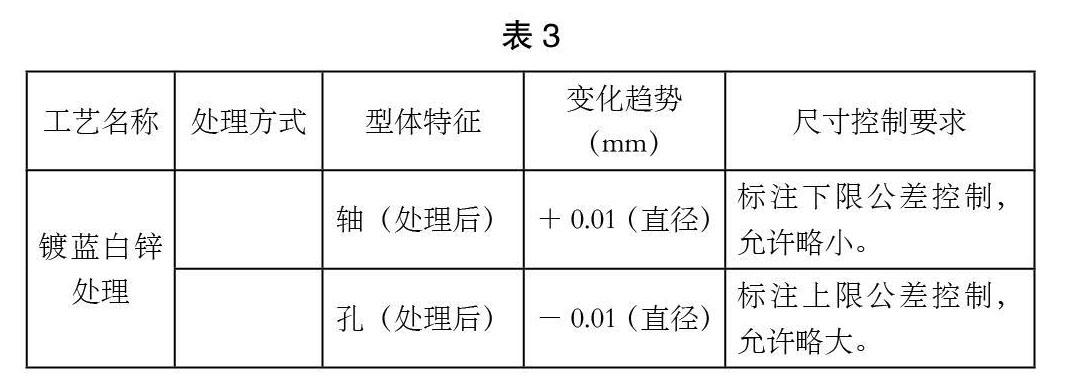
3 鍍藍白鋅
生產中涉及到鍍藍白處理的零件多為45、Q235等碳鋼零件。表面鍍藍白鋅處理的零件,表層厚度單邊增加約0.01mm,軸徑增加約0.01mm,孔徑減小約0.01mm。在實際零件加工過程中尺寸及公差按軸徑下差再減約0.01mm控制,孔徑尺寸按上差再加約0.01mm控制。
4 鍍鉻
(1)鍍亮鉻:表面處理完成后鍍層厚度要求與鍍藍白鋅處理的零件基本相同,按鍍藍白鋅處理方式執行。
(2)閃鍍鉻:表面處理完成后表面基本不增加厚度,尺寸控制按圖紙規定要求執行。
(3)鍍硬鉻:表面處理完成后表面增加厚度,尺寸控制應符合鍍層厚度要求。
5 鍍鎳
(1)鍍鎳增厚零件:按照圖紙規定厚度預留度層余量。
(2)裝飾鍍鎳零件:圖紙未規定鍍層厚度,實際加工時按照0.01mm厚度控制處理。
6 氮化
(1)液體氮化:氮化處理后,軸徑增加0.01mm,孔徑減小0.01mm,單邊厚度變化0.005mm。加工尺寸按照標注公差下差偏小0.01mm控制。
(2)離子氮化:氮化處理后,各相關尺寸基本無變化,加工過程按照圖紙規定公差要求處理。
7 電拋光
我廠進行電拋光處理的多為304,316L不銹鋼零件,且表面質量較好,多為加工中心精銑后的表面,粗糙度小于Ra3.2。電拋光處理件:尺寸變化與零件表面粗糙度和處理時間長短條件有關,零件表面粗糙度 8 結束語 因為精密零部件往往尺寸精度和加工質量要求高,而且加工成本也高,所以將各種常用表面處理方法對零件尺寸和公差的影響進行實測、統計總結,形成具體的數據,以在零部件生產加工環節對尺寸和公差進行前期控制,預留表面處理余量,避免零部件因表面處理后尺寸和公差不符合圖紙要求而報廢。這將大幅提高精密零部件成品合格率,為企業減少不必要的損失。