發動機缸孔平臺網紋質量控制淺析
2016-05-18 08:19:17宋天翔
汽車實用技術 2016年7期
宋天翔
(安徽江淮汽車股份有限公司,安徽 合肥 230601)
發動機缸孔平臺網紋質量控制淺析
宋天翔
(安徽江淮汽車股份有限公司,安徽 合肥 230601)
文章闡述了珩磨技術在發動機缸孔加工過程中的發展、缸孔表面質量的評價參數及如何控制平臺珩磨質量。
發動機;缸孔;平臺珩磨;質量控制
CLC NO.:U466 Document Code: A Article ID: 1671-7988 (2016)07-201-04
引言
氣缸是發動機的心臟部位,其內表面與活塞頂部、活塞環、氣缸蓋底面一起構成了發動機的燃燒室,并引導活塞、活塞環的往復直線運動和向外傳遞熱量,所以氣缸內表面網紋質量直接影響到發動機的裝配和使用性能。
1、平臺珩磨介紹
1.1 珩磨技術發展
珩磨是利用鑲嵌在珩磨頭上的油石對工件表面施加一定壓力,珩磨工具或工件同時作用相對旋轉和軸向直線往復運動,切除工件上極小余量的精加工方法。
鏡面珩磨--70年代以前認為缸孔粗糙度達到Ra0.16,珩磨得越光亮越是質量好。普通珩磨網紋--70~80年代,要求粗糙度達到Ra0.63,缸壁與活塞環接觸面積小,負荷大,無法建立連續、有效地油膜。平臺珩磨網紋—當今為了適應不斷提高的排放法規要求和發動機強化指標要求,發展了平臺珩磨,是通過珩磨在缸套內表面形成細小的溝槽,這些溝槽有規律地排列形成網紋,再由精珩磨工藝或拋光工藝將網紋的尖峰去掉,形成微小的平臺。
1.2 平臺珩磨優點
平臺網紋珩磨分為三步進行:粗珩磨—消除精鏜加工的痕跡,形成缸孔內表面的微觀珩磨結構;精珩磨— 確立缸孔內表面尺寸精度、形狀精度及缸孔表面的最終網紋溝痕;平臺珩磨—切除缸孔內表面網紋尖峰,形成平臺,建立缸孔內孔表面的平臺網紋結構。典型平臺珩磨形成的表面如圖1。
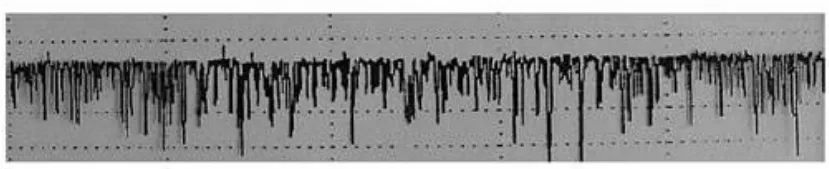
圖1 典型平臺珩磨網紋形狀
平臺網紋珩磨在缸孔表面形成的這種結構有以下優點:
1)縮短磨合時間,延長缸孔壽命:經過珩磨的缸孔,表面的尖峰、毛刺被清除掉,初期磨合性能優良,缸孔很快進入正常工作期,提高使用壽命,而且可使機油清潔,延長機油使用周期,大幅降低機油消耗。
2)增加承載面積,提高密封性能:珩磨后的表面形成了光滑的平臺,大大增加了接觸面積,從而提高了活塞環對缸孔的氣密性,降低下排氣量,提高了發動機效率。
3)增強儲油潤滑功能,提高有效功率:平臺網紋表面在深谷區貯存機油,由于深谷粗糙度較大,缸孔表面與活塞環之間能夠建立連續、有效、足夠的高強度油膜,不會形成干摩擦,降低拉缸的風險。
4)減少機油燃燒,有利于排放達標:較高的加工精度有利于提高缸孔的圓柱度和圓度,更好的與活塞環形成密封,使氣缸孔表面的機油更充分地被刮回到曲軸箱,減少機油燃燒,降低機油消耗,有利于排放達標。
1.3 網紋評價項目
缸孔網紋加工控制參數在我司使用Rk、Rpk、Rvk、Mr1、Mr2來衡量,圖2所示:

圖2 缸孔網紋參數
1)Rpk簡約峰高—是指粗糙度輪廓核心上方的輪廓峰的平均高度。表面輪廓頂部的部分,當發動機開始運行時,將很快被磨損掉,其減低的高度將影響氣缸套進入正常工作狀態的磨合時間及實際材料磨損量。
2)Rk核心粗糙度深度—在分離出輪廓峰和輪廓谷之后剩余的核心輪廓的深度。這一部分是氣缸套長期工作表面,它影響著氣缸套的運轉性能和使用壽命,是粗糙度輪廓的核心部分。
3)Rvk 簡約谷深—指從粗糙度核心輪廓延伸到材料內的輪廓谷的平均深度。這些深入表面的深溝槽在活塞相對缸套運動時,形成附著性能很好的油膜,在提高孔的耐磨性、縮短發動機磨合時間的同時,能大幅度降低油耗。
4)Mr1輪廓支撐長度率—以百分數表示的輪廓支撐長度率是為一條將輪廓谷分離出粗糙度核心輪廓的截線而確定的。Mr1值是氣缸套進入長期工作表面的上限,其數值的大小直接反映了氣缸的加工水平和使用性能。
5)Mr2輪廓支撐長度率—以百分數表示的輪廓支撐長度率是為一條將輪廓谷分離出粗糙度核心輪廓的截線而確定。Mr2值是進入長期工作表面的下限,其數值的大小不但決定了磨損量,還決定了工作表面以下深溝槽的駐油、潤滑能力。
2、發動機缸孔網紋管控
2.1 生產管控
2.1.1 加工設備
我司使用的設備是德國NAGEL珩磨機,如圖3。
98工位,檢測缸孔直徑,區別不同型號缸體,需手動選擇加工程序。目前因加工的所有缸體缸孔直徑都一樣,加工程序也一樣,98工位檢測缸孔直徑的功能取消。

圖3 NAGEL珩磨機床
97工位,空工位。
1工位,沖洗缸孔表面雜質和鐵屑。
2工位(粗珩1~4缸孔)—采用具有主動測量功能的單進給珩磨頭進行加工:珩磨條由步進電動機控制進行定量進給(機械漲縮),旋轉速度為300r/min,加工余量為5~20μm,往復次數取決于主動測量的結果。
3工位(精珩、平臺珩1~4缸孔)—采用具有主動測量功能的單進給珩磨頭進行加工。精珩:珩磨條由步進電動機控制進行定量進給(機械漲縮),旋轉速度為250 r/min,往返速度為30m/min,加工余量為10~25μm,往復次數取決于主動測量的結果;平臺珩:珩磨條由液壓控制進行定壓進給(液壓漲縮),旋轉速度為250 r/min,往復速度為30 m/min,往復次數設定為6次。
4工位,空工位。
5工位,珩磨曲軸孔,珩磨條由步進電動機控制進行定量進給(機械漲縮),旋轉速度為250 r/min,珩磨曲軸孔直徑可手動調整。
6和7工位,空工位。
96工位,空工位。
珩磨的進給量、進給壓力、往復速度、旋轉速度、工作沖程和超越量都是由NC控制,可以通過修改程序優化工藝參數;機床還具有主動測量、自動補償、修正誤差的功能;精珩和平臺珩在同一工位上完成,避免了重復定位的誤差。
2.1.2 加工工藝
2.1.2.1 加工余量控制
首先要留有合適的加工余量。珩磨的加工余量一般在0.02~0.08mm,最理想的余量為0.03~0.05mm。余量過大會導致節拍加長,珩磨條鈍化嚴重,珩磨頭導向條磨損加速;余量過小會導致無法修正和提高缸孔的尺寸精度、形狀精度及表面粗糙度。
第二是珩磨前的圓柱度不能太差,否則無法糾正過來,一般圓柱度在0.02以內會得到較好的糾正,珩磨后的圓柱度可達到0.006以下。
第三是珩磨前的表面粗糙度一般在Ra2.5mm左右,粗糙度過大會導致珩前刀紋去除不掉。
2.1.2.2 珩磨條選取
珩磨條相當于切削刀具,用來去除余量并達到一定的精度要求,珩磨條對珩磨質量和效率起著最關鍵的作用。對于平臺網紋珩磨來說,粗珩磨條負責去除較大的余量并改善原有的形狀精度和粗糙度,精珩、平臺珩磨條則去除較小的余量,形成溝谷和平臺,并達到最終的尺寸精度和形狀精度。珩磨條的粒度和硬度是兩個重要參數。
粒度的選擇主要取決于對工件表面的加工精度和生產效率的要求,粗粒度及中等粒度的磨具適合粗加工或是半精加工,細粒度磨具適合精加工及超精加工。
硬度的高低是指結合劑對磨粒黏結能力的強弱。硬度過低,結合劑對磨粒黏結能力弱,磨粒脫落快,尺寸容易超出規定值;硬度過高,已磨耗的磨粒不易脫落,表面易堵塞,導致切削性能降低,尺寸往往達不到規定值。
珩磨條的材料有多種,白剛玉、立方碳化硅、立方氮化硼、金剛石和碳化硅(油石)等,其中金剛石和碳化硅是最常用的兩種,現在粗珩磨條一般都用金剛石材料,精珩磨條有用油石的,也有用金剛石的,我司4GB、4GA、4DB平臺粗絎、精絎、平臺絎均用金剛石材料。
2.1.2.3 珩磨行程控制
珩磨頭在珩磨過程中的往復行程是影響缸孔幾何形狀的最主要因素,行程大容易產生腰形孔,中間小兩頭大,行程小容易形成鼓形孔,中間大兩頭小,所以必須適當控制行程,并根據實際加工情況適時加以調整才能保證質量。實驗證明,當珩磨條伸出缸孔的長度為其本身長度的三分之一,在孔上下端伸出長度對稱時, 對缸孔的幾何形狀是最有利的。
2.1.2.4 主軸的轉速和往復速度調整
網紋夾角(如圖4)是由轉速和往復速度的合成決定的,網紋夾角確定了,這兩種速度的比值就確定了。往復運動要有足夠加速度,換向要快,否則網紋的交角處會出現圓弧形狀。轉速和往復速度也會影響珩磨的效率,速度越高效率就越高,但是速度過高會對網紋質量產生不良影響。另外在加工過程當中,旋轉方向有變化的加工比單一旋向的加工效率要高,但對于平臺網紋的加工,特別是精珩磨,最好是單一旋向。
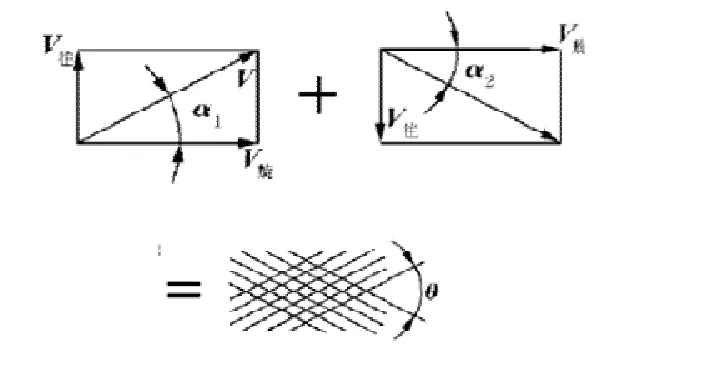
圖4 網紋夾角
2.2 結果監控
2.2.1 網紋測定的主要儀器
2.2.1.1 瑪爾粗糙度儀
目前我司機加工車間使用的珩磨機為德國NAGEL制造的精加工專機,所以跟隨機床配備了專門的粗糙度測量儀器——瑪爾便攜式粗糙度量儀,測針尖端半徑為 4um 900圓錐,主要部件為手持式測頭和顯示器兩部分,其中顯示器上分布操作按鈕,可以對粗糙度種類、量程及行程進行調整,圖5所示:
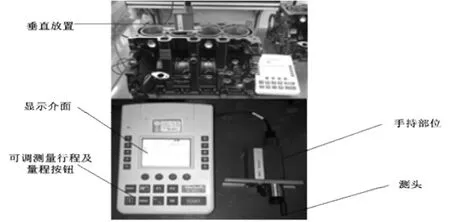
圖5 瑪爾粗糙度量儀
2.2.1.2 日本小板粗糙度儀
為了滿足更高的質量要求,質量管理部精密測量室配有日本小板粗糙度儀,其對網紋的測量要求更加精確,測針尖端半徑為 2um600圓錐,測量儀器分為測量臺及顯示器兩部分,其中缸體放置在臺面上,通過調整測針高度及行程進行測量,顯示器主要用于粗糙度種類選擇及圖形顯示。圖6所示:

圖6 日本小板粗糙度量儀
2.2.2 網紋測定規范
由于網紋技術要求作為缸體上關鍵尺寸,同時作為A類特性控制,在進行測量時對檢測人員測量的準確性及精確性都有較高的要求,目前針對網紋的測定具體規范為發動機公司生產技術部制定《缸孔網紋參數檢測評定技術規范》(FDJ-JSGF-43),目的在于有效指導發動機缸體的缸孔網紋檢測,規范缸孔網紋參數檢測評定方法:
1)檢測標準:依照不同平臺缸體缸孔網紋參數技術要求;
2)測量儀器:瑪爾測量儀;
3)測量位置:每個缸孔內距離缸體火力面20mm以下,距離缸孔底部20mm以上(活塞行程范圍內)的部位;
4)取點數量:每個缸孔取4個點進行測量;
5)評定方法:計算4點的平均值,其平均值在標準規定的范圍內為合格,反之為不合格;
6)記錄表格,見表1:

?
2.2.3 網紋測定步驟
我司自制件缸體網紋測定主要步驟有以下幾個步驟,圖7所示:

圖7 網紋測定步驟
1)抽取樣件:根據發動機公司自制件主件主項管理辦法要求,對正常下線的入庫的發動機缸體進行隨機抽樣;
2)樣件放置:測量樣件放置在水平臺面上;
3)樣件清潔:對缸孔測量表面用絲綢擦拭,防止有雜質影響測量結果;
4)儀器校零:根據測量技術要求,對瑪爾粗糙度量儀進行選取測量標準;
5)數值計算:依照發動機公司網紋測量規范,在缸孔進行取點測量并計算均值。
6)結果分析:根據檢測結果對產品進行評估。
2.2.4 網紋測定注意事項
1)樣件選取:抽取缸體樣件,要求缸體為當日下線最新狀態,缸體油底殼面放置在水平測量平臺上。
2)樣件清潔:選取干凈的絲綢,依次擦凈四缸缸孔,要求被測表面不能有切屑液、鐵屑等雜質粘附,否則導致測量結果不準確。
3)瑪爾粗糙度儀校零,根據技術規范要求,將測針伸出規定行程,并裝上支架,垂直于火力面立于缸孔上方,開始測量。
4)小板粗糙度儀測量原理同瑪爾量儀,需要對缸體進行變換放置方向。
2.3 結果改進
對缸孔加工流程分析,制作流程圖,明確各環節輸入,在出現網紋待改進時,依據輸入、輸出進行分析(詳細過程流程圖),確認潛在關鍵因子,并對潛在因子進行失效模式分析,進一步找出關鍵因子進行調整改進。
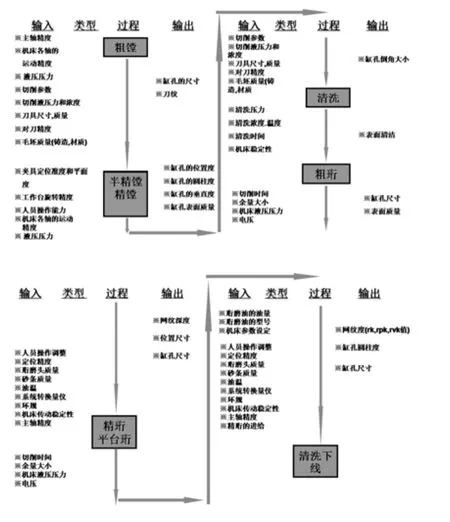
圖8
3、結論
在實際生產中,確保網紋質量不僅要在加工余量、珩磨條選取、珩磨行程等方面進行管控,還要對網紋持續監測,在網紋評價項出現波動時,及時分析調整。
[1] 發動機缸孔平臺珩磨加工技術初探[J].機電產品開發與創新,2014, 27(1):038-040.
[2] 柴油機機體主軸孔雙材料珩磨工藝淺析[J].柴油機設計與制造,2013,19(4):032-035.
[3] 楊叔子.機械加工工藝師手冊[M]北京:機械工業出版社2002.
[4] 陳日曜.金屬切削原理[M]北京:機械工業出版社1987.
The quality control of engine cylinder hole platfrom
Song Tianxiang
( Anhui Jianghuai Automobile Co.Ltd., Anhui Hefei 230601 )
This article combined introduces the development of cylinder holes′machining, evaluating parameter of cylinder holes′surface resons of influencing the polishment and how to control the polished quality.
Engine; cylinder hole; Terrace polishment; Quality control
U466
A
1671-7988(2016)07-201-04
宋天翔,就職于安徽江淮汽車股份有限公司。
10.16638/j.cnki.1671-7988.2016.07.063
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
