粉體特征對選區激光熔化Al-Si合金成型性能的影響
2016-05-30 03:29:14王小軍王修春伊希斌張晶
山東科學 2016年2期
王小軍,王修春,伊希斌,張晶
(山東省科學院新材料研究所,山東 濟南 250014)
?
【新材料】
粉體特征對選區激光熔化Al-Si合金成型性能的影響
王小軍,王修春,伊希斌,張晶
(山東省科學院新材料研究所,山東 濟南 250014)
摘要:以Al-12Si、Al-10SiMg、Al-7SiMg、Al-5Si 4種Al-Si合金粉體為研究對象,分別對其顆粒形貌、粒徑分布和流動性等物理性能進行了表征。在不同的工藝條件下進行了選區激光熔化(SLM)成型試驗,獲得了優化后的SLM工藝參數,并對成型后樣品的致密度、微觀形貌和斷口形貌等特征進行了分析,系統研究了顆粒大小、形貌和分布等粉末特征對SLM成型性能的影響規律。結果表明,SLM成型過程中,粉體的顆粒形貌、分布以及流動性等物理特征對材料的成型性能影響很大。粉體的球形度、流動性越好,粒徑分布越窄,SLM成型后樣品的致密度越高,微觀形貌中缺陷越少,成型性能越好。
關鍵詞:粉體特征;選區激光熔化;Al-Si合金;成型性能
鋁及其合金材料具有密度小、彈性好、比剛度和比強度高、導電導熱性好、成型加工性能良好以及回收再生性高等一系列優良特性,已廣泛用于交通運輸、航空航天、機械電器、建筑裝飾以及電子通訊等行業[1-3]。隨著資源匱乏、環境污染等問題日益嚴重,追求材料的輕量化以及提高材料的綜合性能,已成為人類可持續發展道路上亟待解決的問題之一。研發以鋁合金為代表的低能耗、低污染、可回收利用與環境友好型輕質高強結構材料成為了現代制造行業的主導思想。
目前,鋁合金結構件的成型加工方法主要采用鑄造加機加工的方法,而現代鋁合金結構件的發展趨勢是復雜形狀結構件的整體成型及工藝流程的簡單智能化,形狀復雜、尺寸精密和小型薄壁整體無余量零部件的快速生產制造是未來鋁合金零部件生產加工的必然趨勢[4-6]。傳統的鑄造成型工藝從鑄錠到機加工再到最后的實際零部件,需要多道工序完成,且材料利用率較低,某些復雜零部件的材料利用率僅10%左右,并且鑄造過程中對模具的要求極高,一些復雜程度高的小型零部件甚至無法用鑄造方法來成型[7-8]。因此,研究開發新型鋁合金成型加工方法,獲得組織均勻、晶粒細小的鋁合金組織是提高鋁合金使用性能的有效方法。
選區激光熔化(selective laser melting,SLM)[9-10]技術是金屬增材制造/3D打印的一種,其成型過程不需要模具,利用計算機控制高能激光束選擇性地熔化每一層金屬粉末,經快速冷卻凝固成型,通過層層疊加的方式最終獲得高致密度、高精度以及力學性能優異的金屬零部件。該技術可以針對性地解決鑄造工藝中暴露出的加工工藝繁復、加工周期長和材料利用率低等缺陷,尤其可實現小批量、形狀復雜的鏤空結構產品的個性化設計和快速打印,縮短產品的生產周期,降低生產成本。國內外從事金屬材料SLM技術和工藝研發的單位主要有德國Frounhofer研究院、Concept Laser公司、EOS公司、比利時魯汶大學J. P. Kruth團隊、澳大利亞西澳大利亞大學等科研機構,研究重點主要為鈦合金[11-12]、鈷鉻合金[13-14]、鐵基鎳基[15-17]等合金材料。與鈦合金、鐵基、鎳基、鈷鉻合金以及不銹鋼等金屬相比,鋁合金材料的SLM技術研發相對較晚,2011年以前,很少報道有關SLM鋁合金的相關研究。近年來,隨著SLM設備的不斷改進,激光能量不斷提高,國內外一些研究機構和科研單位逐漸涉及SLM鋁合金方面的研究。Olakanmi等[18]對SLM成型Al-12Si合金的致密化因素和微觀組織演變過程進行了研究,認為SLM成型過程中激光的能量密度對Al-12Si合金的成型性能影響很大。比利時魯汶大學的Kempen等[19]對不同粉體特征的AlSi10Mg合金進行了SLM 成型試驗研究,并最終獲得了致密度為99%的SLM AlSi10Mg合金塊體,研究發現合金粉末的形貌、粒徑大小等因素對SLM成型質量有重要影響。趙官源等[20]對SLM 制造鋁合金過程中的結晶球化現象進行了分析,結果表明,鋁合金對激光的反射性較強是導致球化的主要原因。
就目前的研究現狀,鋁合金的SLM技術研究主要集中在對AlSi10Mg、Al-12Si等幾種合金的SLM工藝摸索、微觀形貌與性能表征的初始階段,材料體系相對較窄,粉體性能對SLM成型工藝及性能影響的研究較少。本文在對鋁合金SLM成型工藝及性能研究的基礎上,以Al-12Si、Al-10SiMg、Al-7SiMg、Al-5Si 4種鋁合金粉體為研究對象,分別對其顆粒形貌、粒徑分布和流動性等物理性能進行了表征,在不同的工藝條件下進行了SLM成型試驗,并對成型后樣品的致密度、微觀形貌和斷口形貌等進行了表征,系統研究了Al-Si合金粉體特征對SLM成型性能的影響規律。
1研究方法
本試驗研究所用Al-12Si合金粉末購自德國TLS Technik公司,Al-10SiMg和Al-7SiMg粉末購自德國LPW Technology公司,Al-5Si合金粉末購自日本HIKARI MATERIAL INDUSTRY 公司。SLM設備為德國Realizer公司生產的SLM-100。粉體的粒度測試采用英國的Malvern Mastersizer Plus激光粒度儀,每個數據測3次取平均值。具體步驟如下:(1)用天平稱取50 g原料粉體;(2)將50 g粉體倒入不銹鋼漏杯中,漏杯底部小孔的直徑為2.53±0.08 mm;(3)讓粉體從漏杯底部自然流出,當完全流出時記錄流出時間即粉體的流動性,單位為s。SLM成型樣品尺寸為10 mm×10 mm×10 mm的塊體,利用阿基米德排水法進行密度測試,利用Olympus BX51和Olympus PMG3兩臺光學顯微鏡進行金相組織的觀察,利用捷克TESCAN公司的VEGA 3掃描電子顯微鏡進行微觀形貌分析。本試驗的拉伸試驗測試所用的試驗機為Instron 5982,拉伸速率為1 mm/min。
2結果與討論
2.1不同Al-Si合金粉末的基本性能特征
為了獲得Al-Si合金粉末的物理性能,對不同Al-Si合金粉末進行了顯微形貌、流動性和粒度分布的表征。圖1中所示為不同Al-Si合金粉末的顆粒形貌,可見4種Al-Si合金粉末顆粒的形貌均為球狀或類球狀。其中,Al-12Si、Al-10SiMg、Al-5Si合金粉末顆粒的球化程度很好,但Al-12Si和Al-10SiMg粉末的顆粒分散性不好,出現明顯的團聚現象。Al-7SiMg合金粉末的分散性較好,無明顯團聚現象發生,但球化程度較差,顆粒呈橢球狀或啞鈴狀。Al-5Si合金粉末則既具有非常好的球化度,又無團聚現象發生,分散性非常好。
表1為Al-Si合金粉末的流動性數據,由表中可以發現不同Al-Si合金粉末的流動性順序為:Al-5Si>Al-7SiMg>Al-12Si>Al-10SiMg。與圖1中粉末的顆粒形貌比較可知,粉末顆粒的球形度越好,其流動性也越好。

a Al-12Si; b Al-10SiMg; c Al-7SiMg; d Al-5Si圖1 不同Al-Si合金粉末的顆粒形貌Fig.1 Particle morphology of different Al-Si alloys

鋁合金種類流動性/sAl-12Si21.0Al-10SiMg26.5Al-7SiMg16.3Al-5Si8.5
圖2為不同Al-Si合金粉末的顆粒分布,由圖可見Al-10SiMg和Al-7SiMg合金粉末的顆粒分布較寬,而Al-12Si和Al-5Si合金的顆粒分布較窄,其中Al-5Si合金的顆粒分布最集中。

圖2 不同Al-Si合金粉末的粒徑分布 Fig.2 Particle size distribution of different Al-Si alloys
2.2不同Al-Si合金粉末的SLM成型性能分析
分別對以上4種Al-Si合金粉末在不同工藝條件下進行SLM成型,并對其成型后樣品的致密度和微觀形貌進行分析表征。圖3所示為Al-12Si、Al-10SiMg、Al-7SiMg和Al-5Si 4種合金粉末經SLM成型后的致密度隨激光能量密度的變化曲線。由圖可知,隨著激光能量密度的增加,SLM Al-Si合金的致密度均表現為先增加后趨于平緩的趨勢。當激光能量密度小于25 J/mm3時, SLM Al-Si合金樣品的致密度隨著激光能量密度的增大快速增加;當激光能量密度大于25 J/mm3時,SLM Al-Si合金樣品的致密度基本趨于平緩,說明激光能量密度大于25 J/mm3即可以將Al-Si合金粉末完全熔化。從圖中致密度趨于平緩的區域(虛線框內)可以看出,當激光能量密度一定時,SLM成型后Al-5Si合金的致密度最高,Al-12Si和Al-7SiMg合金其次,Al-10SiMg合金的致密度最低。這與4種合金粉末的流動性數據非常吻合,說明粉末的流動性對SLM鋁合金成型后的致密度影響很大,粉末的流動性越好,成型后樣品的致密度越高。
圖4為最優化工藝條件下(激光能量密度為53 J/mm3),不同SLM Al-Si合金樣品的微觀形貌。從圖中可以發現,SLM成型后Al-12Si和Al-10SiMg合金的微觀形貌中均存在規則的球狀氣孔(箭頭所示),這是合金粉末在成型過程中將氣體包裹所形成的,而 Al-7SiMg和Al-5Si合金的微觀形貌均不存在球狀氣孔,尤其是Al-5Si合金中缺陷更少。分析其原因主要是Al-5Si和Al-7SiM合金粉末的顆粒分布比較集中且沒有團聚現象發生,在鋪粉過程中能夠最大限度地排除粉末中氣體,避免金屬在熔化冷卻凝固過程中將氣體包裹在金屬組織中引起缺陷。由此可見,金屬粉末的顆粒形貌、流動性和粒徑分布等物理性能對SLM成型性能影響很大,增大粉末的球形度、流動性,減少顆粒團聚,優化顆粒分布,能夠有效提高SLM的成型質量。

圖3 不同激光能量密度條件下SLM Al-Si系合金樣品致密度Fig.3 Sample density of SLM Al-Si alloys under different energy densities
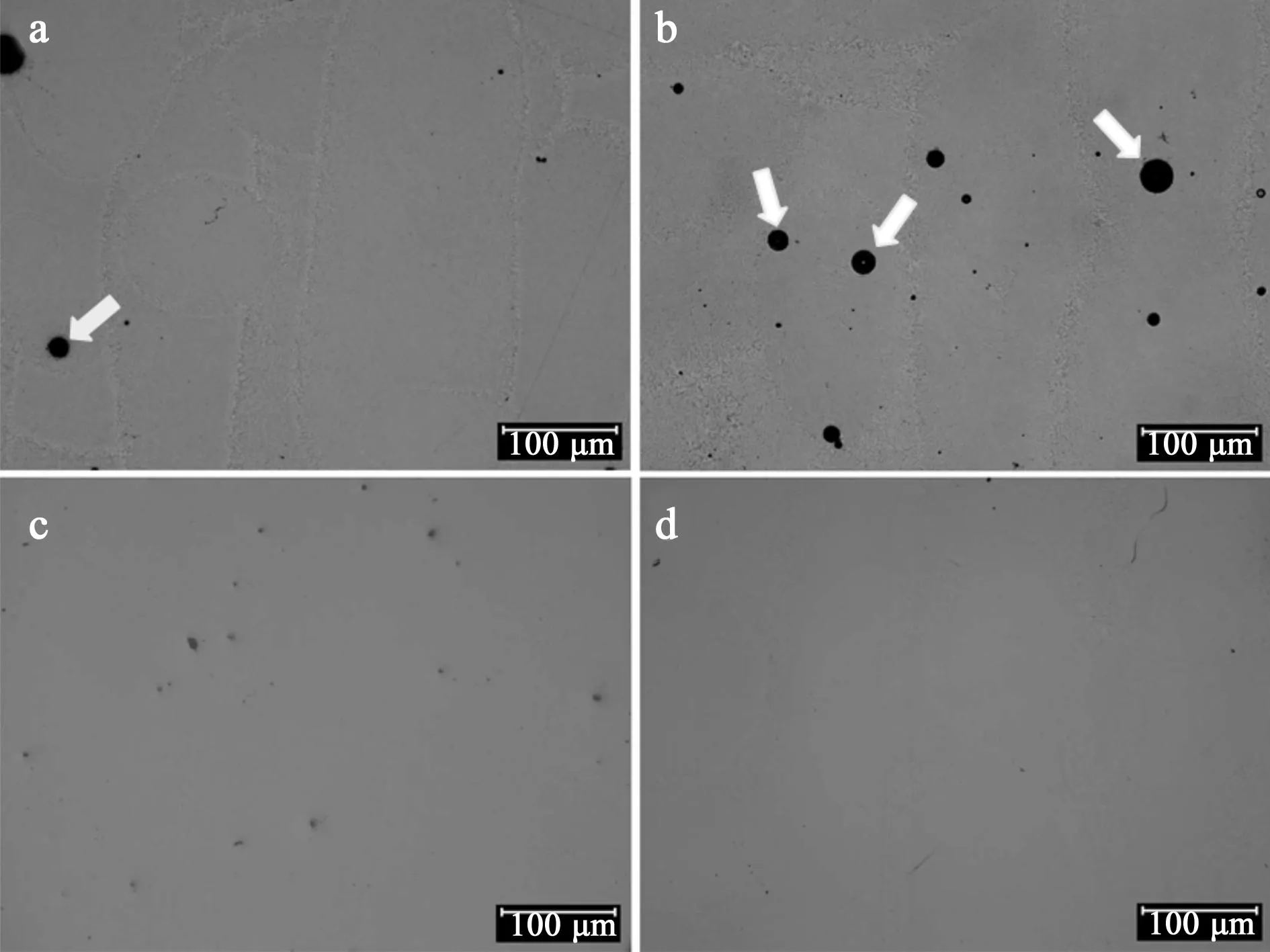
a Al-12Si; b Al-10SiMg; c Al-7SiMg; d Al-5Si圖4 SLM Al-Si合金樣品的微觀形貌Fig.4 Microstructures of SLM Al-Si alloy
2.3不同SLM Al-Si合金樣品的斷口形貌分析
為了進一步研究粉末特征對選區激光熔化Al-Si合金成型性能的影響,本文對最優化工藝條件下(激光能量密度為53 J/mm3)不同SLM Al-Si合金樣品的斷口形貌進行了分析,結果如圖5所示。由圖5a中可見,SLM Al-10SiMg合金的斷口形貌中有明顯的圓形孔(箭頭所示),且其孔道內部光滑,說明是SLM成型過程中殘留的氣孔所致,是圖4b中的氣孔在拉伸應力的作用下發生了脆性斷裂。而圖5b中,SLM Al-5Si合金的斷口形貌中未發現類似的氣孔存在,這是由于SLM Al-5Si合金的微觀形貌中不存在這樣的圓形氣孔,如圖4d中所示。由此可見,粉末的顆粒形貌、分布對SLM成型后試樣的微觀組織等成型性能有很大影響,顆粒球形度越好,分布越均勻,成型后試樣的氣孔等缺陷越少,成型性能越好;反之,SLM成型后試樣的氣孔等缺陷會增加,影響其微觀形貌和成型性能。在拉伸試樣過程中,這些氣孔處會形成應力集中,并首先達到材料的屈服極限而產生裂紋,并迅速擴展,導致這些缺陷處優先發生了脆性斷裂,從而降低了整個材料的力學性能。
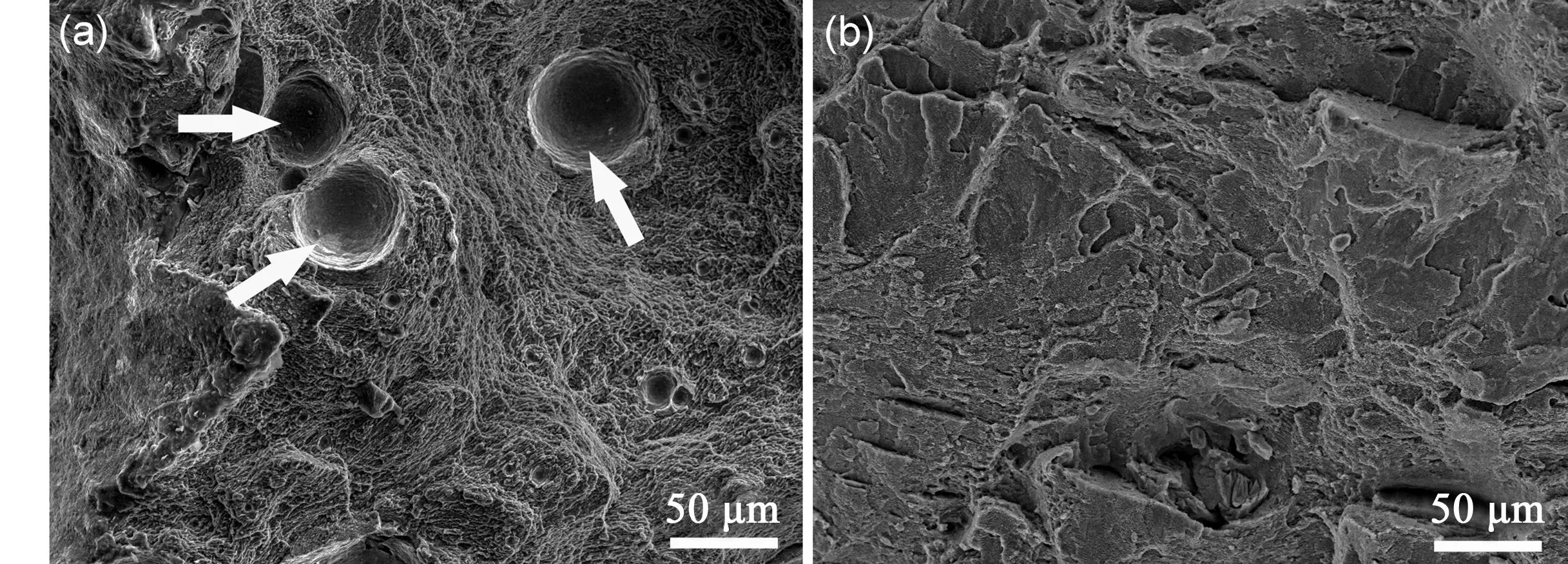
a Al-10SiMg; b Al-5Si圖5 不同SLM Al-Si合金樣品的斷口形貌Fig.5 Fracture surfaces of different SLM Al-Si alloy samples
粉末的顆粒形貌、大小等因素對SLM成型性能的影響主要體現在SLM鋪粉過程中粉末的堆積密度,其示意圖如圖6所示。由圖6a中可以看到,當粉末顆粒大小均一、球形度非常好的時候,其堆積密度最大,能夠最大限度地排除顆粒間的氣體,氣孔率最低;而圖6b中,粉末的顆粒球形度較差、大小分布不均勻,因此,在自由堆積的過程中會導致大量氣體殘留,SLM成型過程中無法將氣體完全排除即形成了如圖4和圖5中所示的氣孔,從而影響最終的成型性能。
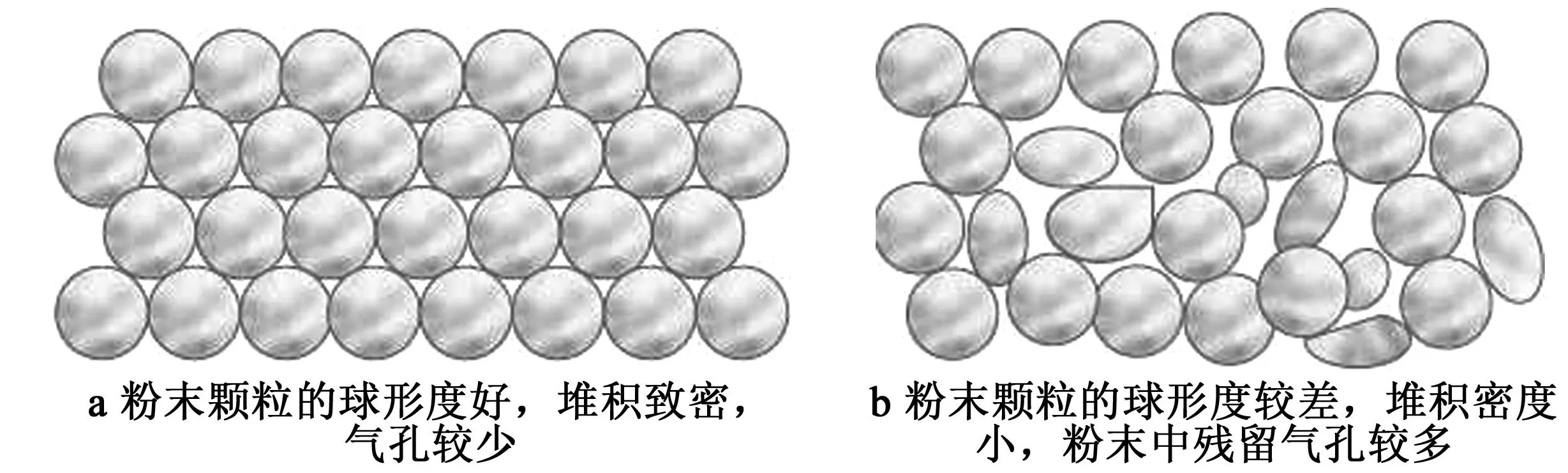
圖6 SLM成型過程中的粉末堆積示意圖Fig.6 Illustration of powder packing in SLM formation
4結論
本文以Al-Si合金粉體為對象,研究了不同顆粒形貌、大小和分布等粉末特征對SLM成型性能的影響,通過對成型后試樣的致密度、微觀形貌及斷口形貌分析,系統地闡述了SLM成型過程中,粉末特征對SLM Al-Si合金成型性能的影響規律。研究結果如下:
(1)當激光能量密度大于25 J/mm3時,Al-Si合金粉末可獲得足夠的能量至完全熔化,使SLM冷卻成型后的Al-Si合金樣品致密度達到最大。
(2)在鋁合金粉末獲得足夠能量(激光能量密度大于25 J/mm3)的條件下,粉末的流動性對SLM Al-Si合金成型后的致密度影響很大,粉末的流動性越好,成型后樣品的致密度越高。
(3)在鋁合金粉末獲得足夠能量(激光能量密度大于25 J/mm3)的條件下,粉末的顆粒形貌和分布對SLM Al-Si合金成型后的微觀組織和性能影響很大,粉末顆粒的球形度越好、分布越均勻,成型后SLM Al-Si合金的微觀氣孔等缺陷越少。
參考文獻:
[1]TIRYAKIOGLU M. Si particle size and aspect ratio distributions in an Al-7% Si-0.6% Mg alloy during solution treatment[J]. Material Science and Engineering :A, 2008, 473 (1/2):1-6.
[2]馬志鋒, 陸政, 高文林, 等. 微量Mn元素對超高強鋁合金鍛件平面力學性能各向異性的影響[J].材料導報, 2015, 29 (8): 94-97.
[3]田長文. Al-Ti-C-B中間合金對高鋁鋅基合金組織和性能的影響[J]. 山東科學, 2012, 25 (1): 51-55.
[4]LI X P, WANG X J, SAUNDERS M, et al. A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility[J]. Acta Materialia, 2015, 95: 74-82.
[5]OLAKANMI E O, COCHRANE R F, DALGARNO K W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties[J]. Progress in Materials Science, 2015, 74:401-477.
[6]韓志強, 李金璽, 楊文, 等. 鋁合金擠壓鑄造過程微觀孔洞形成的建模與仿真[J]. 金屬學報, 2011, 47 (1): 7-16.
[7]SERCOMBE T B, SCHAFFER G B. Rapid manufacturing of aluminum components[J]. Science, 2003, 301(5637):1225-1227.
[8]WANG X J, ZHANG L C, FANG M H, et al. The effect of atmosphere on the structure and properties of a selective laser melted Al-12Si alloy[J]. Material Science and Engineering A, 2014, 597:370-375.
[9]SERCOMBE T, JONES N, DAY R, et al. Heat treatment of Ti-6Al-7Nb components produced by selective laser melting[J]. Rapid Prototyping Journal, 2008, 14 (5): 300-304.
[10]KRUTH J P, MERCELIS P, van VAERENBERGH J, et al. Binding mechanisms in selective laser sintering and selective laser melting[J]. Rapid Prototyping Journal, 2005, 11 (1): 26-36.
[11]THIJS L, VERHAEGHE F, CRAEGHS T, et al. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[12]ZHANG L C, KLEMM D, ECKERT J, et al. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy[J]. Scripta Materialia, 2011, 65(1): 21-24.
[13]XIN X Z, CHEN J, XIANG N, et al. Surface characteristics and corrosion properties of selective laser melted Co-Cr dental alloy after porcelain firing[J]. Dental Materials, 2014, 30 (3): 263-270.
[14]HEDBERG Y S, QIAN B, SHEN Z J, et al. In vitro biocompatibility of CoCrMo dental alloys fabricated by selective laser melting[J]. Dental Materials, 2014, 30(5):525-534.
[15]LI R D, LIU J H, SHI Y S, et al. 316L stainless steel with gradient porosity fabricated by selective laser melting[J]. Journal of Materials Engineering and Performance, 2010, 19 (5): 666-671.
[16]KRUTH J P, FROYEN L, van VAERENBERGH J , et al. Selective laser melting of iron-based powder[J]. Journal of Materials Processing Technology, 2004, 149 (1/2/3): 616-622.
[17]KEMPEN K, YASA E, THIJS L. Microstructure and mechanical properties of Selective Laser Melted 18Ni-300 steel[J]. Physics Procedia, 2011, 12: 255-263.
[18]OLAKANMI E O, COCHRANE R F, DALGAMO K W. Densification mechanism and microstructural evolution inselective laser sintering of Al-12Si powders[J]. Journal of Materials Processing Technology, 2011, 211 (1): 113-121.
[19]KEMPEN K, THIJS L, YASA E, et al. Process optimization and microstructural analysis for selective laser melting of AlSi10Mg[EB/OL]. [2015-08-04]. Solid Freeform Fabrication Symposium, Texas, USA, 2011. https://www.researchgate.net/publication/262698754_Process_Optimization_and_Microstructural_Analysis_for_Selective_Laser_Melting_of_AlSi10Mg.
[20]趙官源, 王東東, 白培康, 等. 鋁合金激光快速成型技術研究進展[J]. 熱加工工藝, 2010, 39(9): 170-173.
Impact of powder characteristics on formation properties of selective laser melted Al-Si alloy
WANG Xiao-jun, WANG Xiu-chun,YI Xi-bin, ZHANG Jing
(Institute of New Materials, Shandong Academy of Sciences, Jinan 250014, China)
Abstract∶With four different Al-Si alloys Al-12Si, Al-10SiMg, Al-7SiMg and Al-5Si as subjects, we characterized their physical properties of particle morphology, particle size distribution and fluidity. We conducted selective laser melting (SLM) formation experiment and acquired optimized SLM technology parameters. We also analyzed density, microstructure and fracture surface of formed samples. We further investigated the impact of such powder characteristics as particle size, morphology, and distribution on SLM formation properties. Results show that particle morphology, size distribution, flow ability of Al-Si powders will highly affect the SLM formation properties. The better sphericity and fluidity of Al-Si powders are, the less their particle size distribution scope is. The higher the density of SLM formed samples is, the less the defect in their microstructures is. Their formation property is therefore better.
Key words∶powder characteristics; selective laser melting; Al-Si alloy; formation property
中圖分類號:TG456.7
文獻標識碼:A
文章編號:1002-4026(2016)02-0030-06
作者簡介:王小軍(1985-),男,博士,助理研究員,研究方向為3D打印材料與工藝研發。
基金項目:山東省信息產業發展專項
收稿日期:2015-11-12
DOI:10.3976/j.issn.1002-4026.2016.02.007