降低N車型座椅異響故障率分析
2016-05-30 18:22:18臧春輝
企業科技與發展 2016年7期

(上汽通用五菱汽車股份有限公司 青島分公司,山東 青島 266555)
【摘 要】文章以N車型在售后市場及整車工廠出現的座椅異響問題為例,通過對售后“三包”退回件及整車工廠故障件的收集、分析、匯總,確立了座椅存在的主要異響模式,并選取主要的異響模式為例進行理論和實踐探究。文章從設計、加工工藝、尺寸、材料、設備等方面進行分析,驗證了主要異響模式的產生原因,并制定了有效的改善措施,為后續同類車型或其他車型解決座椅異響的質量問題提供借鑒與幫助。
【關鍵詞】汽車內飾件;座椅;異響;IPTV;JD.POWER
【中圖分類號】U463 【文獻標識碼】A 【文章編號】1674-0688(2016)07-0085-04
近年來,我國的汽車行業發展迅速,汽車開始走進千家萬戶。整車座椅作為汽車內飾件重要的組成部分,在汽車零件中的使用頻次非常高,因其位于汽車內部,噪音對于用戶的感知質量影響較大,所以整車座椅異響是一項關鍵的控制要素。2015年N車型在整車廠、市場上陸續反饋座椅在整車行駛過程中發出不正常聲音,影響用戶對整車的評價和滿意度。本文針對可能導致座椅異響的各種因素從不同方向、模式進行分析、研究,以期減少座椅異響對整車品質的影響,提升產品的質量和客戶滿意度。
1 N車型JD.POWER及整車廠座椅異響數據統計
本文對2009—2015年JD.POWER數據及2015年整車廠GCA扣分數據進行統計分析,座椅異響故障率相對較高,以下為售后、整車廠關于座椅異響的統計數據:JD.POWER項S29,座椅會發出不正常聲音,其中2009—2015年數據分別為1、1.9、3.3、2.2、0.7、1.7、2.16分/車,高于目標值1.5分/車;2015年整車廠內部GCA評分數據1~12月分別為2.0、1.9、1.6、2.1、0.53、1.31、1.14、0.99、0.71、1.52、1.49、1.67分/車,高于目標值1.0分/車(如圖1所示)。
2016年1~2月,通過對售后“三包”退回及整車廠內部故障件/故障車輛的收集、分析、確認,異響故障模式呈現多樣化,但主要集中在以下5個方面:①座椅海綿與骨架摩擦異響(占25%);②后排座椅與地板搭接位置鎖鉤異響(占20%);③滑軌在整車行駛過程中抖動、推拉異響(占20%);④座椅骨架內焊渣異響(占17%);⑤座椅鉸鏈與車身搭接位置異響(占15%)。其他模式占比3%,不在本文的研究范圍之內,按照個例處理。
2 座椅異響原因分析
針對已識別出的5種座椅主要異響模式,團隊通過對零件設計、加工工藝、加工尺寸、材料、設備各個模式產生的原因進行分析,找到問題的癥結點。
2.1 座椅海綿與骨架摩擦異響
對座椅生產過程進行分析,座椅組裝過程中,需要將海綿裝配至骨架上,表面接觸后,乘客坐上座椅后,行車過程中帶動海綿與骨架移動形成位移,座椅海綿與骨架因材質差異,相互摩擦容易造成摩擦異響。設計上,通過增加無紡布,將海綿與骨架進行隔離,改變接觸材質,從而消除摩擦異響。
通過對故障件的確認,部分位置海綿與骨架直接接觸產生異響,通過拆解座椅發現,無紡布未鋪設到位;對座椅實際生產過程、無紡布尺寸設計、員工操作進行調查發現,部分位置無紡布尺寸設計過小、形狀設計不合理(不能完全包覆骨架)、員工操作偏差未將無紡布鋪設到位等原因,導致無紡布放置不到位,部分位置海綿與骨架未完全隔離,車輛行駛過程中海綿與骨架摩擦導致異響問題出現。
2.2 后排座椅與地板搭接位置鎖鉤異響
通過對故障座椅進行實際裝車確認,發現異響聲音從座椅鎖鉤位置產生,具體表現為鎖鉤與鎖銷配合位置鎖止不到位,鎖鉤與鎖銷晃動碰撞。鎖鉤與座椅支撐腿連接位置孔軸配合位置間隙大,鎖鉤銷子與支撐腿碰撞,整車行駛過程中遇顛簸,該兩處位置零件相互碰撞產生異響。
對零件尺寸進行測量,發現如下問題:①鎖鉤開口尺寸為9.6 mm,鎖銷尺寸為9.0 mm,存在0.6 mm的間隙;②鎖鉤與座椅支撐腿之間連接位置,銷子直徑為10 mm,孔直徑為10.5,存在0.5 mm的間隙,即問題確認為鎖鉤與鎖銷配合間隙大,鎖鉤銷子與座椅支撐腿孔位配合間隙大。通過對圖紙進行查看,相關尺寸標準如下:鎖鉤開口尺寸為9.6~9.8 mm,鎖銷尺寸為8.9~9.0 mm,鎖鉤銷子直徑為10.0~10.1 mm,孔直徑為10.5~10.6;通過對零件實測尺寸與圖紙設計尺寸對比,故障件尺寸符合設計要求;通過對實際故障模式表現的分析,該位置異響原因為零件設計間隙過大,導致零件配合后間隙松動,整車行駛過程中顛簸產生異響。
2.3 滑軌在整車行駛過程中抖動、推拉異響
目前,N車型采用的滑軌結構,均為內、外滑道通過保持架滾珠配合的結構。滑軌內、外滑道通過保持架配合組裝后,內外滑軌之間的間隙大小決定了滑軌的滑動阻力情況,阻力過小,容易導致滑軌松曠,行車過程中晃動產生異響;通過對圖紙、國標等技術要求確認,標準如下:在載荷100 N情況下,滑軌前后間隙≤0.35 mm,載荷50 N情況下,滑軌左右/上下間隙≤0.35 mm。
通過對一系列故障件進行尺寸測量及分析發現,滑道成型尺寸、零件配合間隙易出現問題,故障零件左右間隙超出標準(要求≤0.5 mm,實際測量5件故障件,間隙分布達0.55~0.73 mm),內外滑軌配合間隙大,導致滑軌滑動阻力偏小,座椅在顛簸路面行駛時,內外滑軌松曠,座椅整體抖動產生異響。
對滑軌生產過程進行調查分析,滑軌內、外滑道加工時,內滑軌滑道成型模具需要頻繁更換(內滑軌凹模易損,成型5 000件左右更換一次),換模完成后,工廠員工只按照正常檢驗規定進行檢驗(2 000件/次),未對換模后首件進行尺寸確認,導致模具調整不到位,零件尺寸超差未發現,零件組裝后,出現滑軌間隙大的問題。因此,確定問題原因為零件檢查工藝設定不合理,換模具后未進行尺寸確認,導致模具調整不到位未發現,故障件流出。
2.4 座椅骨架內焊渣異響
N車型座椅骨架一般采用圓管焊接工藝形成框架,以支撐座椅整體架構。圓管本身及骨架焊接過程中,均易形成焊瘤附著在骨架壁上,在零件運輸、座椅組裝、車輛行駛過程中震動導致焊瘤脫落,在骨架框管內移動形成異響。
目前,N車型座椅骨架用圓管且采用高頻感應焊,用感應線圈加熱工件,該工藝常用于中小直徑鋼管的焊接;影響高頻焊接質量的主要參數是高頻電源的頻率、功率、工件成形角度、擠壓力、電極(或感應圈)與擠壓輥之間的距離和焊接速度。通過對實際生產進行調查確認,焊縫接觸位置因高溫會迅速熔化產生熔池,同時焊縫接觸面也受到擠壓輥輪施加的壓緊力,隨著工件的高速移動,焊縫外側由固定的刀具切平,焊縫內側熔化的鐵水聚集后同時冷卻,之后生成焊瘤。
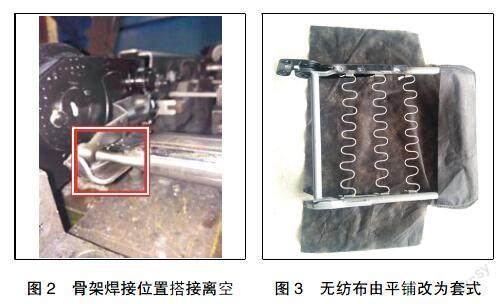
圓管彎管成型后,連接位置焊接成為座椅支撐骨架,受員工焊接技能、焊機電流電壓、焊接工裝精度影響較大。通過對現場人員操作、設備、工裝進行調查后發現如下問題:①員工焊接技能不熟練,焊接時焊槍停留在某一位置時間過長,該位置過熱導致骨架燒穿,融水流入管件內部冷卻形成融核,在管道內部滾動形成異響源;②通過對焊機進行檢查發現,焊接電流過大,對原因進行調查發現,焊接參數未進行鎖定,員工為加快焊接速度,自行調節焊接參數,導致電流過大,燒穿工件;③工裝精度不足或調整不到位,工件搭接位置有縫隙等,容易導致搭接位置形成焊穿。通過對零件及工裝進行排查發現,部分工裝調整不到位,零件擺放至工裝上后,部分位置有搭接離空的現象(如圖2所示)。該位置焊接容易形成焊穿,焊渣自焊穿位置進入彎管內部,形成異響源。
2.5 座椅鉸鏈與車身搭接位置異響
前排座椅后端依靠滑軌上鉸鏈位置固定至車身座椅框處,滑軌鉸鏈位置為卷圓結構,與銷軸配合,因卷圓工藝精度低,卷圓位置為非標準圓,無法滿足配合要求。
通過對卷圓成型尺寸的測量發現,卷圓部分位置為非標準圓,通止規檢測合格情況下,部分位置尺寸超差,造成間隙大異響,尺寸測量結果如下:標準圓為8.1~8.3 mm,實測為8.14~8.46 mm,存在超差;銷軸尺寸要求為7.9~8.0 mm,實測為7.92~7.96 mm,符合要求。故確認原因為鉸鏈卷圓成型孔尺寸超差,導致與銷軸配合間隙過大,整車顛簸路行駛時,鉸鏈位置松曠產生異響。
3 根據原因分析制定措施
通過對故障件、故障車輛進行分析,確定各主要故障模式的起因,并制定如下對策。
3.1 座椅海綿與骨架摩擦異響
對座椅骨架與海綿間無紡布尺寸進行優化,不易鋪設到位型號通過對其相應位置進行尺寸加大;對于部分平鋪式無紡布,鋪設過程中容易掉落,通過更改結構,由平鋪改為套式(如圖3所示),骨架整體由無紡布套入,避免鋪設過程中不到位、掉落等導致的海綿與骨架摩擦異響。
3.2 后排座椅與地板搭接位置鎖鉤異響
(1)重新設計鎖鉤結構并重開模具,由原半圓式改為錐式,并將底部鎖鉤開口直徑由9.6 mm變更為8.8 mm,鎖鉤鎖止后與軸銷9.0形成過盈配合,消除間隙。
(2)更改支撐腿軸孔直徑,由原10.5~10.6 mm更改為10~10.1 mm,減小與軸銷之間的間隙,減小異響。
3.3 滑軌在整車行駛過程中抖動、推拉異響
(1)更改工藝要求,滑軌內外滑加工時,每次換模均增加對首件的尺寸測量,尺寸合格后方可確認調整模具到位,然后批量生產。
(2)總成滑軌組裝完畢后,100%采用阻力機對滑軌連續推拉20次并對阻力進行測量,通過設定阻力范圍對滑軌阻力進行監控,阻力過小、過大的零件設備自動報警,并由員工按照不合格品對超差滑軌進行處理。
3.4 座椅骨架內焊渣異響
(1)對圓管高頻焊接、骨架成型焊接設備參數進行驗證調整,并進行物理、程序鎖定,員工不可隨意調節,如需調節,由班組長驗證后調整。
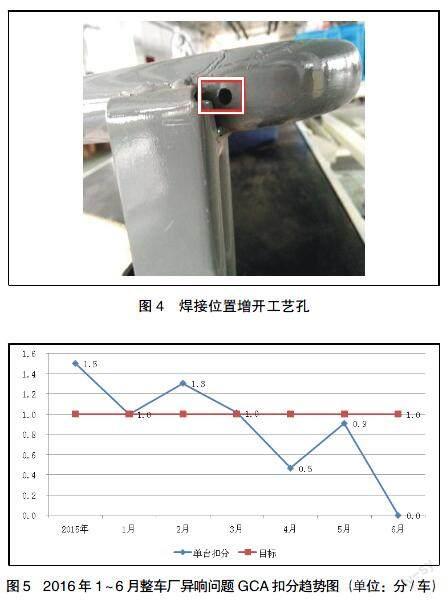
(2)更改骨架工藝,對易形成焊渣的管路增開工藝孔(如圖4所示),焊接形成焊渣后,由員工進行晃動檢查,從工藝孔內部排出焊渣。
(3)對焊接工裝進行檢查、調整,消除零件搭接位置間隙大的情況,并增加對工裝的檢查驗證,統一編號后,按照每月覆蓋一次進行設備排查,日常員工點檢按照每天一次執行。
(4)修改SOS,焊接完成后,增加員工對骨架進行敲打晃動的動作,檢查焊渣異響。
3.5 座椅鉸鏈與車身搭接位置異響
(1)增開復壓模具,卷圓與銷軸配合位置安裝完畢后,增加模具復壓工藝,將卷圓與銷軸復壓緊,通過減小鉸鏈與銷軸之間的間隙來減小異響。
(2)修改SOS,鉸鏈安裝后,增加對間隙的晃動檢查,及時發現問題。
4 措施實施后的效果確認
通過統計2016年1~6月份措施實施后的售后數據,措施實施后,GCA數據呈下降趨勢,并自3月份起連續4個月達到目標(低于1.0分/車)。至此,該問題得到有效控制和解決(如圖5所示)。
5 結語
本文主要結合工作中N車型出現的座椅異響問題作為案例,從產品設計、加工工藝、尺寸、材料、設備等方面進行原因分析,并嘗試提出解決方案,從中總結了汽車座椅異響類質量問題調查的方向及經驗,為后續產品及其他車型的座椅異響質量問題解決提供了思路和參考。
參 考 文 獻
[1]曹朝霞.特種焊接技術[M].北京:機械工業出版社,2015.
[2]章飛,翟斌.鈑金展開與加工工藝(第二版)[M].北京:機械工業出版社,2007.
[3]李滿倉.模具制造工藝[M].北京:電子工業出版社,2010.
[4]王海粟.某車型座椅鎖止裝置結構分析及優化[J].企業科技與發展,2015(24).
[責任編輯:陳澤琦]
【作者簡介】臧春輝,男,山東煙臺人,本科,上汽通用五菱汽車股份有限公司青島分公司助理工程師,從事汽車內外飾零件(座椅)的供應商質量管理工作。
