宏程序加工橢圓的典型案例分析
2016-05-30 10:36:58張愛明
科教導刊 2016年22期
張愛明

摘 要 目前,在使用的數控機床中,仍有許多數控車系統不具備橢圓插補功能,實際加工中又難免遇到加工橢圓的情況,此時,顯然無法用常規方法編制橢圓加工程序。使用計算機自動編程則易受現場加工條件的限制,為解決這一問題,常用方法是采用宏程序加工。本文將以GSK980TD系統為例,通過典型案例分析,介紹使用宏程序加工橢圓的方法。
關鍵詞 GSK980TD 橢圓加工 宏程序 參數方程 四心圓法
中圖分類號:TG519 文獻標識碼:A DOI:10.16400/j.cnki.kjdks.2016.08.026
Abstract At present, in the use of CNC machine tools, there are still many NC lathe system does not have the ellipse interpolation functions, actual processing and will inevitably encounter processing ellipse. At this time, apparently not conventional compilation method for ellipse machining program. The use of computer automatic programming is subject to the restrictions of the field processing conditions, in order to solve this problem, the common method is to use macro program processing. This article will take the GSK980TD system as an example, through the typical case analysis, introduces the method of using the macro program to process the ellipse.
Key words GSK980TD; ellipse processing; macro program; parametric equation; four circle method
1 宏程序加工法
宏程序加工橢圓實際上是根據橢圓方程,用宏指令密集地計算出橢圓輪廓上的坐標,然后驅動刀具沿著這些坐標點一步步移動,用小段直線逼近橢圓輪廓。
1.1 宏程序簡介
宏程序有A、B兩類,GSK980TD數控車床中使用的是 A類宏程序,類似匯編語言,一般指令格式:G65 Hm P#i Q#j R#k 。宏程序主要包括兩部分內容:變量和邏輯跳轉或邏輯循環。
變量:宏程序中可以使用變量來給地址賦值,一般用于坐標地址X、Z或U、W,亦可用于F,S,M。如:G00 X#200,若#200的值為50則程序段等同于G00 X50;M03 S#201,若#201的值為800,則程序段等同于M03 S800。同時可以使用表達式(算術四則運算及函數等)給變量賦值。如:G65 H01 P#202 Q100表示變量#202=100。這樣就可以實現編制同一個程序用于不同尺寸的同類零件的加工,只要修改少數幾個參數即可,具有極大的靈活性。
邏輯跳轉或邏輯循環:可以使程序實現智能化判斷,根據一定的條件決定執行或不執行某些程序段,繼續一個循環或退出循環。
1.2 編程的相關計算
1.3 編程實例
橢圓的加工一般不宜一次切削成形,最好采取粗加工分層切削和精加工成形的方式。橢圓輪廓的形狀不同,粗加工分層切削的走刀方式亦有所不同。
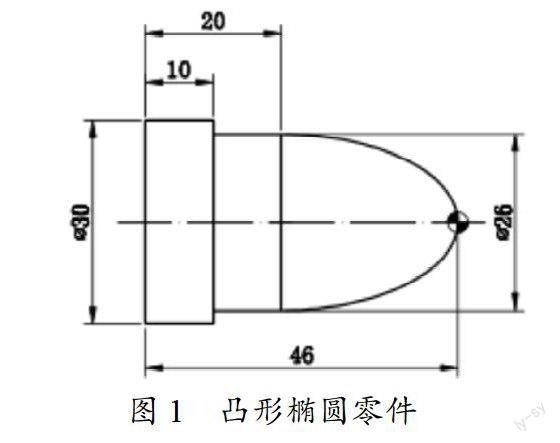
如圖1所示零件,前端橢圓的長半軸 = 26mm,短半軸 = 13mm。在前刀架車床上看,需加工的橢圓曲線在第四象限(270皛360埃Q∮妹髦本段獉%O32mm,#45鋼,根據零件特征,加工走刀方式采用仿G71走刀方式。
可看出,其編程方法較復雜,而且工藝性不太好,仿G71切削方式粗加工時每層切削量是不均勻的,針對這種情況,根據制圖中采用四心圓法近似繪制橢圓的原理,用四段圓弧擬合成橢圓,然后直接以圓弧編程,這種方法編程簡單,加工效率高,但是如果單純用這種方法加工出橢圓,則橢圓輪廓誤差較大,精度不高,這時我們可考慮把四心圓法擬合加工和宏程序加工結合起來,用四心圓法繪制的圓弧進行粗加工,留下余量用宏程序進行精加工,這樣就能相互取長補短,編出高效的程序,我們稱這種方法為綜合加工法。
2 結束語
本文介紹了利用宏程序直線逼近的方法進行橢圓的加工和利用“四心圓法”擬合加工,在半閉環結構的數控機床上實現橢圓曲線加工的編程方法。在編制宏程序時,要牢記變量的種類及特性,不可亂用。因為局部變量、系統變量、公共變量的用途和性質各不相同,編程時要非常小心。從上述的編程例子來看,無論是仿G71的編程還是仿G73的編程,編程都是較復雜的,而利用制圖中“四心圓法”擬合繪制橢圓的原理先進行橢圓的粗加工,留出精加工余量,再利用宏程序進行橢圓輪廓精加工,確實可以大大提高編程的效率。
參考文獻
[1] 廣州數控設備有限公司.GSK980TD操作編程說明書.
[2] 黃麗芬.數控車床編程與操作.北京:中國勞動社會保障出版社,2007.