側門限位器加強板的結構設計改進
2016-05-30 07:26:22韋逢義謝業遠周福榮施華灘
企業科技與發展 2016年12期
韋逢義 謝業遠 周福榮 施華灘

【摘 要】針對全工裝樣件階段臺架耐久試驗車上出現的前側門在限位器安裝位置焊點開裂問題,文章對結構設計及焊點布置進行理論分析及實際驗證,以降低限位器安裝面處的應力,解決焊點開裂問題。文章通過對比各種方案,尋求零件輕量化與性能指標的平衡,應用CAE軟件進行強度及應力的分析計算,總結了限位器加強板設計開發的一些經驗教訓。
【關鍵詞】限位器加強板;臺架試驗;側門內板
【中圖分類號】U463 【文獻標識碼】A 【文章編號】1674-0688(2016)12-0065-03
0 背景
隨著社會的不斷發展,能源危機與環境污染問題日益凸顯,國家制定了嚴格的汽車燃油經濟性法規。節能減排已是目前全球汽車行業面臨的共同挑戰,進一步優化傳統發動機和整車的匹配性、加快發展替代能源和新能源汽車、大力開展汽車輕量化工程等,都是非常有效的措施。據統計,乘用車的整車重量每減輕10%(100~200 kg),可節油6%~8%,排放降低4%左右。減重可能會引起零件結構性能的減弱,從而影響整車的性能,犧牲性能指標來達到減重目的的做法是不可取的。研究如何通過零件結構優化設計及合理的焊點布置,使零件性能與輕量化之間達到平衡,這是非常重要與有意義的課題。
在車輛的使用中,通過門鉸鏈旋轉對車門進行開啟與關閉,通過限位器進行車門限位。限位器是指與側門和車身相連接,能夠隨側門一起轉動,可限制側門停在某一角度位置的部件總成。當某種特殊情況下,車門會被暴力開啟,門到達最大開啟位置時,限位器與門鉸鏈同時受力,對車門上的內板及加強板零件有較大的作用力,容易出現零件開裂或焊點開裂現象。因此,設計時需要針對此種門過開情況,進行CAE受力分析,以此來指導零件結構設計及焊點布置。同時,結合實際的臺架耐久試驗來驗證,零件與焊點均未出現開裂才能滿足要求。如若前期未能對設計進行有效校核,試驗時往往會出現各種開裂現象。這樣就會出現相應零件的更改,即增加了零件開發成本,同時也影響了整車的開發周期。本文針對某車輛在全工裝樣件階段臺架耐久試驗時出現的焊點開裂問題,研究限位器加強板結構設計與焊點布置對性能指標的影響,并提出最優設計方案。
1 側門限位器加強板焊點開裂問題描述及原因分析
1.1 問題描述
某乘用車在進行臺架耐久子系統試驗,對車輛進行常規檢查,左前側門開關次數達到3 800次,右前側門開關次數達到5 500次時,發現限位器加強板與內板在限位器安裝面處的連接焊點出現開裂現象(如圖1所示),不滿足零件性能要求。
1.2 原因分析
(1)限位器處的焊點質量不符合要求。根據電阻點焊試驗要求,對加強板與內板進行剝離,測量其焊接熔合大小,焊接熔合大小<4 mm為不合格,測量結果見表1。
根據測量結果,開裂處焊點均滿足設計要求,排除該因素對焊點開裂問題的影響。
(2)焊點開裂處存在應力集中現象。CAE分析結果見表2,結果顯示該車型開裂處的焊點存在應力集中,不滿足設計要求,且應力大于某量產車型,該車型在試驗中未出現焊點開裂情況。
理論上,車門總成過開,限位器對內板和限位器加強板施加一個力,在力的作用下,內板與加強板會出現變形。由于受零件的材料、厚度及受力分布的影響,2個零件的變形趨勢及變形量有所不同,會對連接內板與加強板的焊點再形成拉力與剪切力。2個連接零件的相對變形量越大,其對焊點產生的應力越大,超過零件屈服值時,焊點容易出現開裂風險。從表2中可以看出,焊點1和焊點2的應力大小超過了門內板與限位器加強板的材料屈服強度最小值120 MPa,每次車門過開時,焊點都處于超負荷狀態,當達到相應的次數時,焊點會出現開裂情況。
通過以上分析,限位器安裝面的焊點出現開裂的根本原因為此處焊點存在應力集中現象,超出板材應力屈服極限,焊點過載疲勞開裂。
2 限位器加強板結構的優化方案
根據原因分析,結合數模確定解決方案。通過查看數模可知,現有的內板與限位器加強板的厚度分別為0.65 mm與1.2 mm,限位器加強板與下鉸鏈加強板分開為2個部件,下鉸鏈加強板的厚度為1.5 mm。根據受力分析,從增加板厚和結構調整方面考慮,制訂以下優化方案。
方案1:內板板厚由0.65 mm增加到0.8 mm,限位器加強板的厚度不變。
方案2:限位器加強板厚度由1.2 mm增加到1.5 mm,內板厚度不變。
方案3:內板板厚由0.65 mm增加到0.8 mm,同時限位器加強板厚度由1.2 mm增加到1.5 mm。
方案4:將限位器加強板與下鉸鏈加強板合并為一個零件,厚度為1.2 mm,內板厚度不變。
方案5:在原方案的基礎上直接取消限位器安裝面處的2個焊點,內板與限位器加強板不做更改。
方案6:更改限位器加強板結構,加強板在限位器安裝面處起2個加強筋,同時取消安裝面處的焊點,在側面及底部分別增加3個和2個焊點,內板厚度不變。
各方案示意圖如圖2所示。
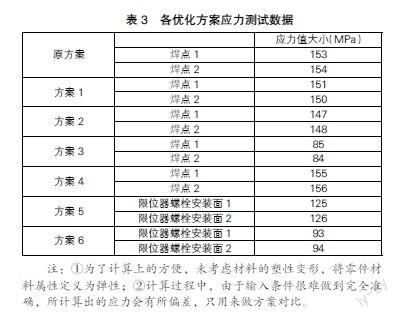
3 各優化方案應力測試結果分析及方案選定驗證
對上述6個方案分別進行CAE分析,分析結果見表3。對比以上6個方案的應力分析結果,除方案4外,其他方案都能使限位器處的應力值降低。
方案1:對比原方案的應力下降了1.3%,需要修改原內板模具,重量增加1.24 kg,應力改善較小,應力疲勞導致焊點開裂的風險較高。
方案2:對比原方案的應力下降了3.9%,需要修改原限位器加強板模具,重量增加0.22 kg,應力改善較小,存在應力疲勞導致焊點開裂的風險較高。
方案3:對比原方案應力下降了44.4%,相較于原方案有很大的提升,但需要修改原限位器加強板與內板的模具,重量增加1.46 kg,應力疲勞導致焊點開裂的風險小。
方案4:對比原方案重量雖然減輕了,但是應力大小反而上升了,應力疲勞導致焊點開裂的風險大。
方案5:限位器安裝面處的應力下降了20.2%,但應力值仍超過零件的屈服強度,同時限位器加強板與底部搭接的焊點應力變大,達到130 MPa,兩處都有焊點開裂的風險。
方案6:對比原方案改善了39.2%,限位器安裝面處應力大小分別為93 MPa與94 MPa,與上文量產車型基本一致,應力改善較為明顯,應力疲勞導致開裂的風險較低,需要更改限位器加強板模具,重量并未增加。
通過CAE分析結果可知,內板限位器位置的鈑金應力與限位器加強板的結構及焊點分布有密切相關,其直接影響加強板與內板上的應力分布及應力集中的位置。
與前3個方案對比可以看出,單純地增加加強板與內板的厚度對于應力的改善較小,而且零件重量、修模費用與開發周期都增加了。
與方案4對比可以看出,將限位器加強板與下鉸鏈加強板合為一個零件,雖然限位器處受力面積加大了,但其同時也承受了由下鉸鏈處分的過載力,因此焊點的應力并未降低,此方案零件需要重新開模,周期長、費用大。
與方案5對比可以看出,限位器安裝面處存在焊點時,限位器安裝面處的最大應力值在焊點處,焊點距離限位器受力點近,焊點最先承受力,因焊點的受力面積小,容易產生應力集中現象。當取消安裝面處的焊點時,原2個焊點承受的力分散到剩余的焊點上,因此其他焊點的應力提高了。
和方案6對比可以看出,當限位器安裝面處無焊點時,限位器安裝面處的最大應力值在安裝螺栓處,螺栓的受力面積較焊點的受力面積大,同時限位器加強板上限位器安裝面兩側增加的筋條,提高了加強板的剛度,可減小其受力變形量,可對周邊焊點起到保護作用。新增焊點可以共同承受過載力,可有效地降低各個焊點承受的應力。
在保證產品性能的前提下,對零件成本與修模周期進行評估。方案6應力大小改善明顯,低于材料的屈服強度,同時零件模具改動量小,周期短,成本較低,因此選定方案6作為最終可行性方案。
按照方案6整改零件后同時進行側門過開耐久試驗和常規性耐久驗證。試驗完成后,試驗車上所有焊點均未出現開裂情況,方案6實車驗證可行。
4 總結
綜上所述,在設計過程中,零件的性能是可以通過合理的結構設計及焊點布置來進行改善。結構設計結合CAE軟件分析,可以很好地避免一些零件后期試驗出現的問題。本文通過對限位器加強板的結構及焊點位置布置的分析,為后續項目上的零件開發提供了借鑒。
參 考 文 獻
[1]郭竹亭.汽車車身設計[M].長春:吉林科學技術出版社,1992.
[2]吳宗澤.機械零件設計手冊[M].北京:機械設計出版社,2003.
[3]李少波,謝慶生,楚甲良.汽車車身設計方法探討[J].貴州工業大學學報(自然科學版),1999(12).
[責任編輯:陳澤琦]
