采用響應(yīng)曲面法的紗線空氣捻接參數(shù)優(yōu)化
2016-06-01 11:29:34吳震宇陳小天石鵬飛王冠華胡旭東
紡織學(xué)報 2016年1期
關(guān)鍵詞:模型
吳震宇,陳小天,石鵬飛,王冠華,胡旭東
(浙江理工大學(xué) 浙江省現(xiàn)代紡織裝備重點(diǎn)實(shí)驗室,浙江 杭州 310018)
采用響應(yīng)曲面法的紗線空氣捻接參數(shù)優(yōu)化
吳震宇,陳小天,石鵬飛,王冠華,胡旭東
(浙江理工大學(xué) 浙江省現(xiàn)代紡織裝備重點(diǎn)實(shí)驗室,浙江 杭州 310018)
為了分析捻接壓力、退捻時長以及紗頭重疊長度對捻成紗線強(qiáng)力保持率的影響規(guī)律,設(shè)計以這3項影響因素為因子的正交試驗,并對試樣進(jìn)行斷裂強(qiáng)力測試,得到了強(qiáng)力保持率的響應(yīng)曲面模型。根據(jù)該模型,分析了捻接壓力、退捻時長以及紗頭重疊長度對捻成紗強(qiáng)力保持率的交互影響規(guī)律。結(jié)果表明:相比于退捻時長,捻接壓力與紗頭重疊長度對捻成紗線強(qiáng)力保持率的影響更為顯著;按優(yōu)化所得工藝參數(shù)進(jìn)行配置,捻接紗線強(qiáng)力能夠達(dá)到原紗強(qiáng)力的87.85%。
空氣捻接;強(qiáng)力保持率;響應(yīng)曲面法;優(yōu)化設(shè)計
空氣捻接是一項能夠有效提高紗線質(zhì)量的紡織工藝技術(shù),用于2段分離紗線的連接。紗線空氣捻接過程較為復(fù)雜,首先產(chǎn)生高速射流使待捻接的2段紗線各自退捻,解除原紗頭端捻度,使其構(gòu)成纖維處于平直狀態(tài),再通過牽引機(jī)構(gòu)將2段去捻線頭以一定長度相互重疊,運(yùn)用反向氣流使2段分離紗線的構(gòu)成纖維須頭相互纏繞、連接而形成單一紗線,完成捻接過程。空氣捻接成紗質(zhì)量是細(xì)觀尺度上受氣流作用的大量纖維變形及相互纏繞的體現(xiàn),因此,影響紗線捻接效果的因素較多,如捻接氣體壓力、退捻持續(xù)時長、紗線重疊長度、環(huán)境溫濕度以及紗線性質(zhì)等都會對其產(chǎn)生直接影響[1-2]。
鑒于捻接工藝對紗線準(zhǔn)備工序的重要性,國內(nèi)外許多學(xué)者對該項技術(shù)展開了研究。李志鋒等[3]對空氣捻接器基本原理以及影響捻接成紗質(zhì)量的主要因素進(jìn)行了定性說明,Unal等[4-5]針對空氣捻接質(zhì)量進(jìn)行了深入研究,重點(diǎn)圍繞捻成紗線直徑和強(qiáng)力2個紗線捻接指標(biāo),分析了不同因素對捻接質(zhì)量的影響規(guī)律。Webb等[6]運(yùn)用高速攝影機(jī)觀察水流驅(qū)動纖維產(chǎn)生纏繞過程,通過可視化方式分析對纖維捻接形成過程。
使用氣流驅(qū)動紗線或纖維來實(shí)現(xiàn)紡織品成形控制也是紡織機(jī)械中常見的方式。Meulemeester等[7]對射流中被牽引飛行的紗線動態(tài)特性進(jìn)行建模,分析了紗線飛行過程中的動力學(xué)行為。隨著近年來計算流體力學(xué)技術(shù)的發(fā)展,很多學(xué)者對氣體流道中空氣流動特性進(jìn)行數(shù)值模擬,Guo等[8]對不同結(jié)構(gòu)渦流紡噴嘴內(nèi)氣流流動模式進(jìn)行了對比,根據(jù)不同流道所誘導(dǎo)的流場發(fā)展趨勢進(jìn)行了詳細(xì)分析;Juraeva等[9]運(yùn)用計算流體力學(xué)理論對空氣捻接器流道內(nèi)氣體流動進(jìn)行分析,并根據(jù)流動特點(diǎn)給出了捻接器流道尺寸和形狀的優(yōu)化設(shè)計方法。由于紗線或纖維是受氣流作用的直接對象,因此,也有一些學(xué)者采用流固耦合理論對氣流場中的纖維運(yùn)動進(jìn)行分析。Pei和Guo等[10-11]分別采用流固耦合理論對紡紗噴嘴中的氣流發(fā)展及其內(nèi)部紗線運(yùn)動進(jìn)行數(shù)值建模和運(yùn)動分析,得到了纖維瞬態(tài)運(yùn)動彎折規(guī)律,推動了對受氣流作用纖維運(yùn)動的進(jìn)一步理解。但是,紗線捻接過程較紡紗過程更為復(fù)雜,涉及到成束纖維纏繞,運(yùn)用流固耦合方法對紗線捻接過程的紗線運(yùn)動和氣流發(fā)展進(jìn)行建模分析尚存在一定困難。
目前,企業(yè)生產(chǎn)過程中主要以經(jīng)驗為主,通過生產(chǎn)記錄、肉眼觀察和人為估計等方法確定捻接工藝參數(shù),受隨機(jī)因素干擾較大,無法快速準(zhǔn)確的找到最優(yōu)工藝參數(shù)配置。為了分析退捻時長、紗頭重疊長度以及捻接氣壓對捻成紗線強(qiáng)力保持率的影響規(guī)律,確定生產(chǎn)過程中最優(yōu)工藝參數(shù),本文以這3個影響因素為設(shè)計因子,進(jìn)行了三因子三水平正交試驗設(shè)計。根據(jù)試驗設(shè)計的結(jié)果進(jìn)行棉紗線試樣的捻接試驗,利用紗線強(qiáng)力測試儀進(jìn)行試樣斷裂強(qiáng)力值的測試。利用響應(yīng)曲面法對試驗結(jié)果進(jìn)行回歸分析,得到了強(qiáng)力保持率的響應(yīng)曲面模型。根據(jù)響應(yīng)曲面模型,分析了退捻時長、紗頭重疊長度以及捻接氣壓對捻成紗強(qiáng)力保持率的交互影響規(guī)律,并對工藝參數(shù)進(jìn)行優(yōu)化。
1 空氣捻接裝置工作原理
1.1 基本工作原理及工藝參數(shù)調(diào)節(jié)
以MESDAN690型自動空氣捻接器和Z向捻40 tex棉紗線為試驗儀器及材料,空氣捻接裝置系統(tǒng)構(gòu)成以及其工作原理如圖1所示,2段待捻接紗線被平行放置在空氣捻接腔內(nèi),紗頭穿過呈對稱分布的一對紗固定器和剪刀;在機(jī)構(gòu)運(yùn)動帶動下剪刀將紗頭前端多余部分剪斷,接通退捻氣路,在氣流作用下紗頭被吹入退捻管并在旋轉(zhuǎn)管道中完成退捻,形成纖維須條平行的退捻紗頭;其后在機(jī)構(gòu)繼續(xù)運(yùn)動下,引紗器將紗頭拉入加捻腔。壓縮氣體經(jīng)由加捻流道后,形成和退捻氣流方向相反的加捻氣流,使兩端退捻紗頭的纖維須條互相包纏,完成纏繞捻接。
空氣捻接不同工作階段的動作時序由步進(jìn)電動機(jī)回轉(zhuǎn)過程中的速度和角度進(jìn)行控制。步進(jìn)電動機(jī)與凸輪軸固連,帶動凸輪軸轉(zhuǎn)動,使各連桿按照特定時序運(yùn)動,從而控制內(nèi)部氣路的通斷以及外部組件工作。試驗過程中通過改變步進(jìn)電動機(jī)的轉(zhuǎn)動速度和角度,分別改變退捻氣路打開時間以及引紗器運(yùn)動行程,從而調(diào)節(jié)退捻時長和紗頭重疊長度2個工藝參數(shù)。
1.2 測試指標(biāo)
采用捻成紗斷裂強(qiáng)力值來表征空氣捻接成紗質(zhì)量。根據(jù)GB 6529—1986《紡織品的調(diào)濕和試驗用標(biāo)準(zhǔn)大氣》進(jìn)行測試。試驗前先剪取20個長為15 cm的原紗進(jìn)行強(qiáng)力測試,取強(qiáng)力平均值并記為Q0,則Q0為原紗強(qiáng)力值;將試驗所得的捻成紗強(qiáng)力值記為Qn,捻接強(qiáng)力保持率記為η,其表達(dá)式為
(1)
2 試驗及結(jié)果
根據(jù)前期預(yù)備性試驗結(jié)果以及空氣捻接器的推薦設(shè)置,粗略確定3個因子的試驗范圍。采用Box-Behnken試驗設(shè)計方法設(shè)計三因素三水平試驗,如表1所示。
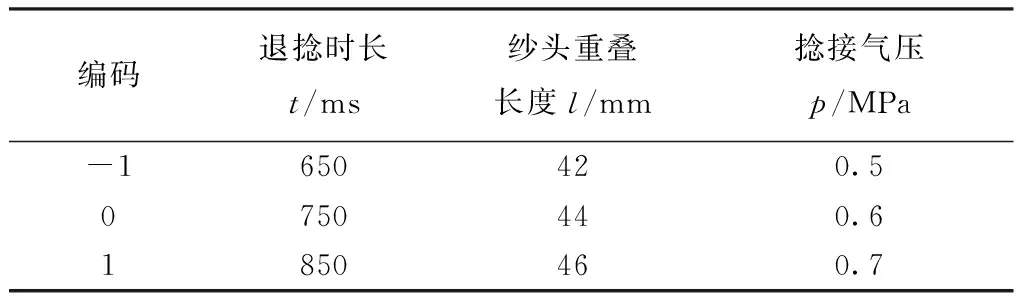
表1 Box-Behnken試驗因子水平及其編碼Tab.1 Level and code of variables for Box-Behnken design
利用Minitab軟件進(jìn)行試驗設(shè)計,試驗安排以及測量結(jié)果如表2所示。
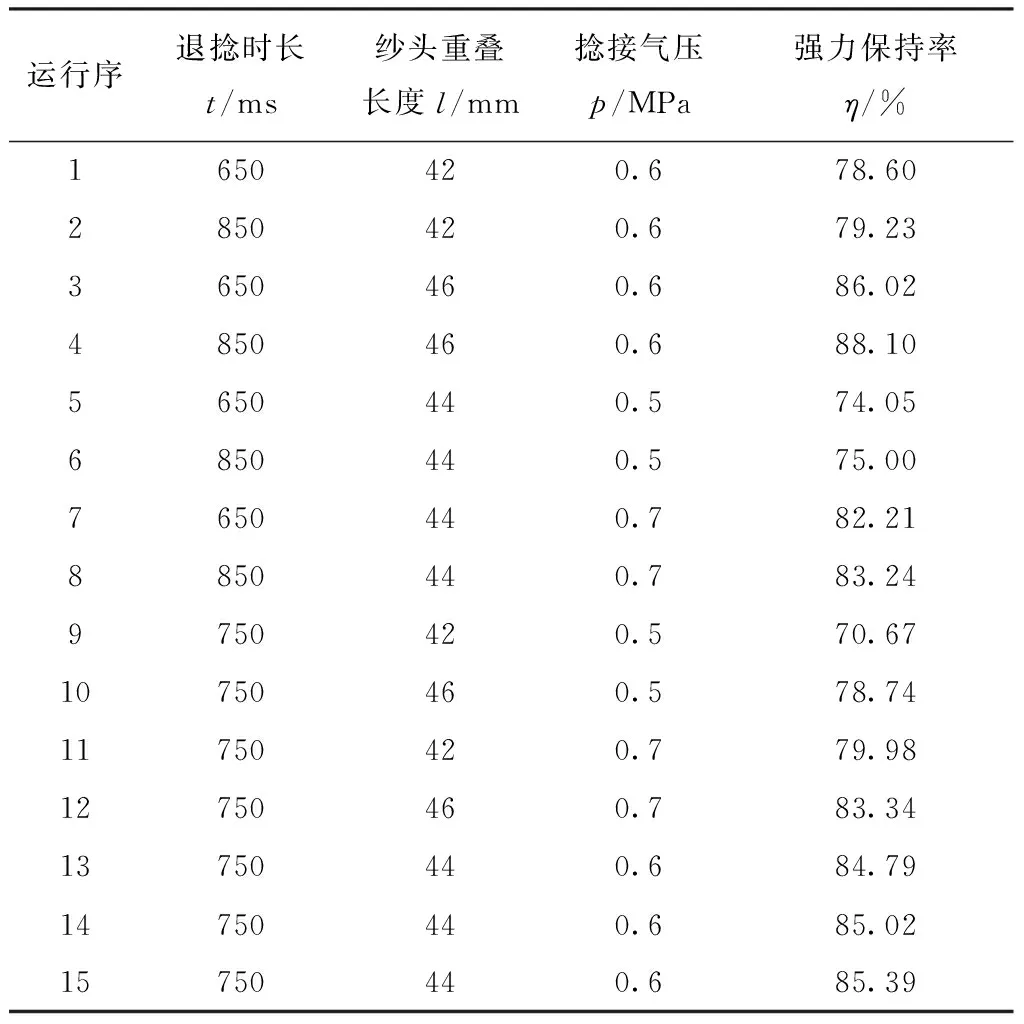
表2 試驗設(shè)計及試驗結(jié)果Tab.2 Experimental design and results
3 結(jié)果與分析
3.1 模型方差分析和檢驗
為分析3個因素的一次、二次以及交互作用對紗線捻接強(qiáng)力保持率的影響規(guī)律,本文建立了完全二次回歸模型,該模型數(shù)學(xué)表達(dá)式為
(2)
式中:η為捻接強(qiáng)力保持率;t、l和p分別為退捻時長、紗頭重疊長度以及捻接氣壓3項影響因素;β0為常數(shù)項,βt,βl,βp為三因素的一次項系數(shù)、βtt,βll,βpp為三因素的二次項系數(shù),βtl,βtp,βlp為三影響因素的交互項系數(shù);ε表示誤差(包括試驗誤差和擬合誤差)。模型的方差分析結(jié)果如表3所示。

表3 回歸模型及其各項的方差分析Tab.3 Analysis of variance(ANOVA) for regression model and factors
根據(jù)方差分析結(jié)果可獲得回歸模型的各項系數(shù)值,將各系數(shù)值代入式(2)得到完整的回歸模型表達(dá)式:
η=-971.73+0.05t+31.64l+97.02p-
8.18t2-0.32l2-5.62p2+0.002tl+
0.000 2tp-0.59lp
(3)
由統(tǒng)計學(xué)假設(shè)檢驗原理可知,P值反映了觀察到的實(shí)際數(shù)據(jù)與原假設(shè)之間不一致的概率[12],當(dāng)P>0.05,表明對應(yīng)項不顯著,P<0.05則認(rèn)為對應(yīng)項顯著,P<0.01則認(rèn)為對應(yīng)項高度顯著。
由表3可知,回歸項的P值為0.000,表明所建模型回歸效應(yīng)高度顯著;模型失擬項的P值為0.068,大于0.05,表明無法拒絕原假設(shè),失擬項對響應(yīng)影響不顯著,即模型失擬率很小;調(diào)整后的多元全回歸系數(shù)R-Sq(adj)為96.76%,即總誤差中僅有2.08%的誤差不能通過此模型解釋,表明該模型與實(shí)際情況擬合良好,可以用來做空氣捻接器的捻接成紗質(zhì)量理論預(yù)測。
從表3的回歸方程系數(shù)顯著性檢驗可知:一次項l和p高度顯著;二次項l2顯著,p2高度顯著;交互項lp顯著;其余各項均不顯著。剔除模型的不顯著項,得到捻成紗的強(qiáng)力保持率η隨各因素變化關(guān)系的二次回歸方程模型:
η=-971.73+31.64l+97.02p-0.32l2-
5.62p2-0.59lp
(4)
3.2 退捻時長的作用影響
退捻時長和紗頭重疊長度、捻接氣壓對強(qiáng)力保持率的響應(yīng)曲面如圖2、3所示。在紗頭重疊長度l或捻接氣壓p變化條件下,隨著退捻時長的增加,響應(yīng)曲面未出現(xiàn)明顯彎曲,即退捻時長對紗線強(qiáng)力保持率影響不顯著,符合所建模型描述。
產(chǎn)生上述現(xiàn)象的主要原因在于退捻管內(nèi)氣流發(fā)展極為迅速。采用計算流體力學(xué)軟件FLUENT對退捻管內(nèi)部氣流流動進(jìn)行瞬態(tài)流動仿真計算,單步時間步長為1.2 ms。圖4示出退捻腔出口質(zhì)量流量隨時間變化曲線。可以看出,退捻腔出口處的氣流質(zhì)量流量小,在計算迭代步數(shù)達(dá)到454步后保持穩(wěn)定,整個發(fā)展過程持續(xù)時長為544.8(454×1.2)ms,因此,在試驗典型的退捻時長650~850 ms內(nèi),氣流均能得到完全發(fā)展,對紗線進(jìn)行充分退捻。
3.3 紗頭重疊長度和捻接氣壓的作用影響
圖5示出紗頭重疊長度和捻接氣壓對捻接強(qiáng)力的響應(yīng)曲面與等高線圖。可以看出,捻接氣壓和紗頭重疊長度對強(qiáng)力保持率的影響為非線性,響應(yīng)曲面出現(xiàn)彎曲,且隨著p和l的增大,強(qiáng)力保持率逐漸增大。由圖5(b)觀察到,這2個因素間存在交互作用,即在單一因素變化時,為保持較大捻接強(qiáng)力,捻接氣壓和紗線重疊長度間應(yīng)保持同步變化。原因在于捻接氣壓決定退捻紗線長度。隨著捻接氣壓增大,被退捻紗線長度增加,要獲得較高捻接強(qiáng)力,則需要增大重疊長度,使纖維須條充分纏繞。
試驗過程中還發(fā)現(xiàn),在捻接強(qiáng)力極大值區(qū)域附近,紗線呈現(xiàn)出2種不同的纏繞模式。如圖6所示。捻成紗線纖維須條互相包纏,捻成紗表面呈螺旋狀,結(jié)合面較為光滑,捻接部位直徑約為原紗的1.2倍;而如圖7所示,捻接以紗線主干互相纏繞為主,捻成紗纖維須條與紗線主干包纏,捻接部位約為原紗直徑的1.5倍。
2種捻接纏繞模式導(dǎo)致了拉伸變形過程中的紗線斷裂強(qiáng)力變化趨勢差異。圖8、9是2種纏繞模式強(qiáng)力試驗獲得的伸長率-負(fù)荷曲線圖。可以看到:在須條纏繞模式下,隨著伸長率的增加,紗線負(fù)荷增加到峰值后迅速下降;而主干纏繞模式則在達(dá)到峰值后出現(xiàn)短暫穩(wěn)定,而后紗線斷裂負(fù)荷減小至零,且負(fù)荷峰值略小于第1種纏繞模式。
4 參數(shù)優(yōu)化
為求得模型在試驗范圍內(nèi)的最大值,令完整的回歸模型表達(dá)式(式(3))分別對3個變量求偏導(dǎo)并使其等于零,得到方程組:
(5)
求解方程組得到響應(yīng)曲面方程的駐點(diǎn),再根據(jù)各駐點(diǎn)處的二階偏導(dǎo)數(shù)值,即可求得響應(yīng)函數(shù)的最值點(diǎn)及最大值。
根據(jù)以上方法求解所建模型在給定區(qū)域范圍內(nèi)的最大值。結(jié)果表明,當(dāng)退捻時長為807 ms,紗線重疊長度為46 mm,捻接氣壓為0.623 MPa時,理論上捻成紗強(qiáng)力保持率能達(dá)到最大值的87.85%,符合大于85%的生產(chǎn)要求。
觀察發(fā)現(xiàn),試驗組4中捻成紗強(qiáng)力保持率大于最優(yōu)解得到的理論強(qiáng)力保持率。響應(yīng)曲面法根據(jù)所得試驗數(shù)據(jù)采用數(shù)理統(tǒng)計方法進(jìn)行回歸模型參數(shù)估計得到最優(yōu)模型,可認(rèn)為利用該模型求得的最優(yōu)解在概率分布上呈現(xiàn)最優(yōu),在實(shí)際應(yīng)用中出現(xiàn)的概率穩(wěn)定,且受隨機(jī)因素的干擾最小;試驗組4的結(jié)果雖比優(yōu)化結(jié)果大,但是該試驗結(jié)果比優(yōu)化結(jié)果出現(xiàn)的概率小,具有較大的隨機(jī)性和不穩(wěn)定性,因此,不宜將該組試驗參數(shù)作為最優(yōu)工藝參數(shù)。
在該優(yōu)化條件下進(jìn)行試驗驗證,重復(fù)試驗10次,所得捻成紗平均強(qiáng)力保持率為86.53%,與預(yù)測值十分接近,因此,該工藝參數(shù)具有實(shí)際指導(dǎo)意義。
根據(jù)響應(yīng)曲面試驗結(jié)果,在實(shí)際生產(chǎn)過程中,應(yīng)先調(diào)整紗頭重疊長度和捻接氣壓,得到外觀為須條纏繞模式的紗線,再適當(dāng)調(diào)整退捻時長,進(jìn)一步改善紗線捻接強(qiáng)力。
5 結(jié) 論
為了分析退捻時長、紗頭重疊長度以及捻接氣壓對捻成紗線強(qiáng)力保持率的影響規(guī)律,以這3個影響因素為設(shè)計因子進(jìn)行了三因子(三水平)正交試驗設(shè)計。根據(jù)試驗設(shè)計的結(jié)果進(jìn)行棉紗線試樣的捻接試驗,利用紗線強(qiáng)力測試儀測試試樣的斷裂強(qiáng)力值;利用響應(yīng)曲面法對試驗結(jié)果進(jìn)行回歸分析,得到了強(qiáng)力保持率的響應(yīng)曲面模型。
1)利用響應(yīng)曲面法中的Box-Behnken方法進(jìn)行試驗設(shè)計并對空氣捻接過程中各影響因素進(jìn)行評價后發(fā)現(xiàn),各因素對捻成紗強(qiáng)力保持率的顯著性順序為:捻接氣壓>紗頭重疊長度>退捻時長。強(qiáng)力保持率隨紗頭重疊長度的增大而增大,隨捻接氣壓的增大呈現(xiàn)出先增大后減小的趨勢,而退捻時長則對響應(yīng)值的影響不夠明顯,因此,在生產(chǎn)過程中,應(yīng)先確定紗頭重疊長度和捻接氣壓,再調(diào)整退捻時長,以得到較好的捻接成紗質(zhì)量。
2)通過試驗得到3個影響因素和捻成紗強(qiáng)力保持率之間的數(shù)學(xué)模型,其中紗頭重疊長度和捻接氣壓2個因素之間存在顯著的交互作用;在不同的重疊長度下,紗線會出現(xiàn)2種纏繞模式,分別為纖維須條纏繞和主干纏繞,2種模式下獲得的強(qiáng)力值接近,考慮到捻成紗外觀,選擇較短重疊長度產(chǎn)生須條纏繞更為合適。
3)求解所建模型在試驗范圍內(nèi)的最大值,當(dāng)退捻時長為807 ms,紗頭重疊長度為46 mm以及捻接氣壓為0.623 MPa時,捻成紗強(qiáng)力保持率最大,能達(dá)到87.85%。
FZXB
[1] WU Zhenyu,TIAN Fangyuan,HU Xudong.Effect of groove on performance of splicing fiber in air splicer[C]//2011 International Conference on Textile Engineering and Materials.Swiss: Advanced Materials Research,2011: 1374-1377.
[2] WEBB C J,WATERS G T,THOMAS A J,et al.Optimising splicing parameters for splice aesthetics for a continuous filament synthetic yarn[J].Textile Research Institute,2009,100(2): 141-151.
[3] 李志鋒,陳瑞琪.空氣捻接機(jī)理及空氣捻接器的研制方向[J].紡織學(xué)報,1997,18(4): 209-211.LI Zhifeng,CHEN Ruiqi.Principle of air splicing and research direction of air splicer[J].Journal of Textile Research,1997,18(4): 209-211.
[4] UNAL P G,OZDIL N,TASKIN C.The effect of fiber properties on the characteristics of spliced yarns part I: prediction of spliced yarns tensile properties[J].Textile Research Journal,2009,80(5): 429-438.
[5] UNAL P G,ARIKAN C,OZDIL N,et al.The effect of fiber properties on the characteristics of spliced yarns: part II: prediction of retained spliced diameter[J].Textile Research Journal,2010,80(17): 1751-1758.
[6] WEBB C J,WATERS G T,THOMAS A J,et al.The use of visualization and simulation techniques to model the splicing process[J].Journal of the Textile Institute,2010,101(10): 859-869.
[7] MEULEMEESTER S D,PUISSANT P,LANGENHOVE L V.Three-dimensional simulation of the dynamic yarn behavior on air-jet looms[J].Textile Research Journal,2009,79(18): 1706-1714.
[8] GUO H,AN X,YU C.A numerical and experimental study on the effect of the cone angle of the spindle in murata vortex spinning machine[J].Journal of Fluids Engineering,2008,130(3): 135-140.
[9] JURAEVA M,SONG D J,RYU K J.An optimum design study of the yarn-channel shape of the air-interlacing nozzle by analysis of fluid flow[J].Textile Research Journal,2012,82(5): 474-483.
[10] PEI Z,HU B,DIAO C,et al.Investigation on the motion of different types of fibers in the vortex spinning nozzle[J].Polymer Engineering & Science,2012,52(4): 856-867.
[11] GUO H F,XU B G,YU C W,et al.Simulating the motion of a flexible fiber in 3D tangentially injected swirling airflow in a straight pipe effects of some parameters[J].International Journal of Heat and Mass Transfer,2011,54(21/22): 4570-4579.
[12] 費(fèi)宇,石磊.統(tǒng)計學(xué)[M].北京: 高等教育出版社,2010: 92.FEI Yu,SHI Lei.Statistics[M].Beijing: China Higher Education Press,2010: 92.
Parameters optimization of air splicing by response surface method
WU Zhenyu,CHEN Xiaotian,SHI Pengfei,WANG Guanhua,HU Xudong
(ZhejiangProvincialKeyLaboratoryofModernTextileMachinery,ZhejiangSci-TechUniversity,Hangzhou,Zhejiang310018,China)
In order to study the effect of untwisting time,overlapping length of separation yarns and inlet pressure on the splice retained strength of splicing yarn,the orthogonal experiment design of three factors and three levels was carried out by using untwisting time,overlapping length of separation yarns and inlet pressure as the design factors.According to breaking strength of the spliced yarns,the response surface model of splice retained strength was obtained.On the base of the response surface model,the interaction effects of untwisting time,overlapping length of the spliced yarns and inlet pressure on splice retained strength were discussed.The results show that inlet pressure and overlapping length of the spliced yarns have more significant influence on the splice retained strength of spliced yarn than untwisting time.87.85% of yarn′s strength can be remained on the spliced yarn by applying the optimized parameters from the response surface model.
air splicing; splice retained strength; response surface method; optimization design
10.13475/j.fzxb.20141005606
2014-10-23
2015-08-11
國家自然科學(xué)基金資助項目(51275482)
吳震宇(1978—),男,副教授,博士。主要研究方向為紡織裝備控制技術(shù)。E-mail:zistwuzhenyu@163.com。
TS 103.11
A
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19