鍛錘過載保護(hù)裝置的原理及結(jié)構(gòu)探討
2016-06-05 14:58:00朱成康范常榮
鍛壓裝備與制造技術(shù) 2016年6期
朱成康,范常榮
(濟(jì)南鑄造鍛壓機(jī)械研究所有限公司,山東 濟(jì)南 250306)
鍛錘過載保護(hù)裝置的原理及結(jié)構(gòu)探討
朱成康,范常榮
(濟(jì)南鑄造鍛壓機(jī)械研究所有限公司,山東 濟(jì)南 250306)
本文通過對(duì)鍛錘過載保護(hù)裝置設(shè)計(jì)原理的探討與分析,得出了其原理可行的結(jié)論,并以1t模鍛錘為例,對(duì)過載保護(hù)裝置的關(guān)鍵參數(shù)確定以及主體結(jié)構(gòu)設(shè)計(jì)提出了初步構(gòu)想。該技術(shù)的應(yīng)用與推廣,將有利于延長(zhǎng)鍛錘類設(shè)備與模具的使用壽命,同時(shí)提升設(shè)備操作的安全性。
鍛錘;過載保護(hù);緩沖裝置
鍛錘是一種定能量輸出型鍛壓機(jī)械(螺旋壓力機(jī)也屬于此類設(shè)備,因此本文所討論的方法和結(jié)論也同樣適用),即在工作時(shí),機(jī)器一次行程輸出的能量是確定的,但其打擊力卻隨著不同的打擊條件(主要是變形量)而在很大范圍內(nèi)變化。在極端狀況下,如空擊(無鍛件)和部分空擊(有鍛件)情況下,由于其過大的打擊力,常導(dǎo)致機(jī)器主要受力件(如錘桿)和模具的過早損壞。因此,為確保機(jī)器的長(zhǎng)期安全生產(chǎn),采用一種過載保護(hù)裝置,以期對(duì)鍛錘過高打擊力進(jìn)行有效限制,顯得十分必要,尤其對(duì)于機(jī)身封閉受力的消振錘和螺旋壓力機(jī)等類設(shè)備顯得更為必要。但是,在現(xiàn)實(shí)中,由于該問題的復(fù)雜性以及特別惡劣的工作條件,使該問題至今未能得到妥善解決。本文試圖就此問題的原理和可行性進(jìn)行初步探討,期望對(duì)該項(xiàng)技術(shù)的進(jìn)步和發(fā)展有所啟發(fā)與推動(dòng),不當(dāng)之處懇請(qǐng)同行們批評(píng)指正。
1 原理分析
全能量空擊是鍛錘最惡劣的工作條件,本文就在此條件下討論設(shè)計(jì)鍛錘過載保護(hù)裝置的基本原理和方法。
全能量空擊時(shí)的力能原理如圖1所示,圖中縱坐標(biāo)代表打擊力P,橫坐標(biāo)代表與打擊力P相對(duì)應(yīng)的變形量S。
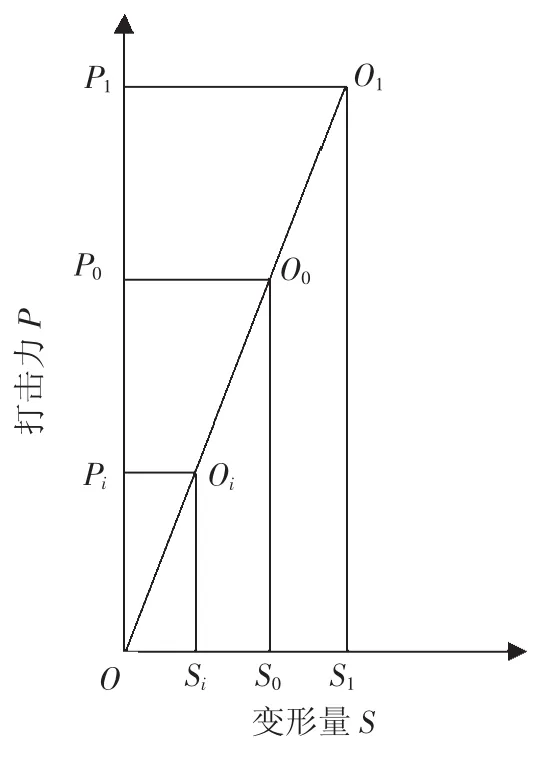
圖1 力能(變形量)關(guān)系圖
我們可近似地假設(shè)全能量空擊是完全的彈性打擊(實(shí)際上,在打擊面附近的小量局部塑性變形是難免的),因此打擊能量將全部轉(zhuǎn)化為機(jī)器受力件的彈性變性能,打擊力線O OiO0O1應(yīng)當(dāng)是一條直線,△O SiOi、△O S0O0、△O S1O1的面積分別代表在隨機(jī)力Pi、公稱打擊力P0和空擊力P1時(shí)相對(duì)應(yīng)的彈性變性能。由于它們之間存在著相似關(guān)系,根據(jù)相似定律,它們所對(duì)應(yīng)的彈性變性能與打擊力之間存在如下關(guān)系:

式中,Ei、E0和E1分別代表與Pi、P0和P1相對(duì)應(yīng)的彈性變形能。
1.1 最大空擊力P1的確定
若采取直接測(cè)量的方法,不但在技術(shù)上有難度,而且還有損壞模具和機(jī)器的風(fēng)險(xiǎn),但從以上的力能關(guān)系中我們可以找到一個(gè)低風(fēng)險(xiǎn)的小能量空擊測(cè)試間接計(jì)算法,比如可以先用一個(gè)已知的小能量E2來進(jìn)行空擊,用電測(cè)法測(cè)出相應(yīng)的空擊力P2,那么在全能量空擊條件下的最大空擊力P1可以用下式來間接求得:

這個(gè)辦法不但沒有風(fēng)險(xiǎn),而且還非常實(shí)用。
1.2 公稱打擊力P0確定
大多數(shù)鍛壓機(jī)械都有公稱壓力這一參數(shù),因?yàn)樗粌H是機(jī)器工作能力的重要指標(biāo),也是機(jī)器強(qiáng)度設(shè)計(jì)的主要依據(jù),但是鍛錘由于缺乏過載保護(hù)措施而無法確定,所以到目前為止,國內(nèi)外類似設(shè)備的參數(shù)中,未見對(duì)該參數(shù)的具體明示。此處,我們暫且把它稱為公稱打擊力P0。
P0值的確定,必須確保機(jī)器在全能量工作時(shí)有足夠的安全強(qiáng)度,同時(shí)還應(yīng)有一個(gè)合理的打擊效率。這個(gè)參數(shù)應(yīng)當(dāng)在過載保護(hù)裝置成功推廣后由專業(yè)委員會(huì)制定相應(yīng)的系列標(biāo)準(zhǔn),目前只能為空白。為便于當(dāng)前對(duì)鍛錘過載裝置的設(shè)計(jì)研究,暫時(shí)只能參考類似能力的螺旋壓力機(jī)作依據(jù),本文將在后面設(shè)計(jì)計(jì)算實(shí)例中另述。
1.3 打擊效率
圖1雖然只是一個(gè)全能量空擊條件下的力能關(guān)系圖,但是只要更深入地分析一下就會(huì)發(fā)現(xiàn),利用這一曲線還能方便地推導(dǎo)出在任意打擊條件下(不管有無鍛件)的打擊效率ηi。
因?yàn)楦鶕?jù)打擊效率的定義
式中:Ei為在任意打擊力Pi時(shí)機(jī)器所吸收的彈性變形能;E1為最大打擊力P1(空擊)時(shí)機(jī)器所吸收的彈性變形能,也是機(jī)器的最大打擊能量。根據(jù)圖1中相似三角形的相似定律
式中,Pi為任意打擊力;P1即為空擊力,也是最大打擊力。
由此可知,在公稱打擊力P0時(shí)的打擊效率為
而在全能量空擊時(shí)
這說明,在無鍛件空擊時(shí),其打擊效率為0,因此在實(shí)際操作時(shí),應(yīng)盡量避免空擊現(xiàn)象的發(fā)生。
1.4 緩沖能量Eh的確定
全能量空擊時(shí),一旦打擊力達(dá)到P0值,過載保護(hù)裝置就開始吸收能量,打擊力不再升高,此時(shí)機(jī)器吸收的彈性變形能為E0,那么過載保護(hù)裝置需要吸收的緩沖能量為:
式中,η0為公稱打擊力P0時(shí)的打擊效率。這說明,在一定的打擊能量下,Eh與η0成正比,而η0與打擊力P0有關(guān),且P0越大,η0越低,反之亦然。所以,僅就設(shè)計(jì)的合理性而言,P0定得太低反而是不利的,因?yàn)镻0越低,η0越高,Eh反而越大,過載保護(hù)裝置的結(jié)構(gòu)也越大,甚至可能變得難以合理安排。
2 結(jié)構(gòu)探討
本裝置的結(jié)構(gòu)原理如圖2所示,它是一種高度集成的小能量蓄能緩沖節(jié)流裝置,所用元件均為內(nèi)置式,且油、氣混合無需隔離,封閉循環(huán)使用。具體操作也極為簡(jiǎn)單:使用前,先充入氮?dú)釴2至pc≈150 kg/cm2(視氣源廠實(shí)際情況而定),然后用手動(dòng)高壓泵充油壓縮N2至設(shè)定壓力py(與充氣為同一入口,油、氣口無需分置)。由圖2可知,此時(shí)在柱塞底部形成一個(gè)被預(yù)緊的液壓緩沖墊。當(dāng)打擊力P≤P0時(shí),本裝置不工作;當(dāng)打擊力P>P0時(shí),內(nèi)置單向閥迅速打開,緩沖柱塞迅速位移,由于上下腔壓力相等,緩沖柱塞受力基本不變,但N2被壓縮而吸收能量。打擊結(jié)束后,單向閥迅速關(guān)閉,上腔的油通過節(jié)流裝置進(jìn)入下腔,從而使柱塞以適當(dāng)?shù)乃俣葟?fù)位,這樣可避免由于柱塞復(fù)位過快而發(fā)生錘頭撞頂現(xiàn)象。整個(gè)油缸只有兩個(gè)動(dòng)密封,由于其運(yùn)行速度和行程都不大,故工作可靠耐用。
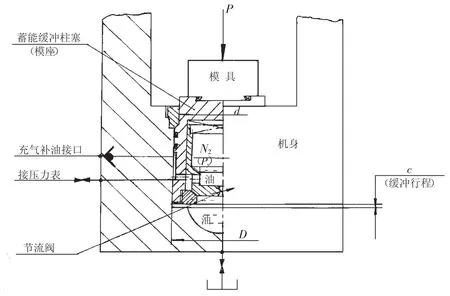
圖2 鍛錘過載保護(hù)裝備結(jié)構(gòu)原理圖
為了便于大家對(duì)于本裝置設(shè)計(jì)計(jì)算方法的理解,特以1t模鍛錘為例,對(duì)其若干主要的技術(shù)參數(shù)初步計(jì)算如下(計(jì)算中的所有數(shù)據(jù)僅供參考,不作推薦)。
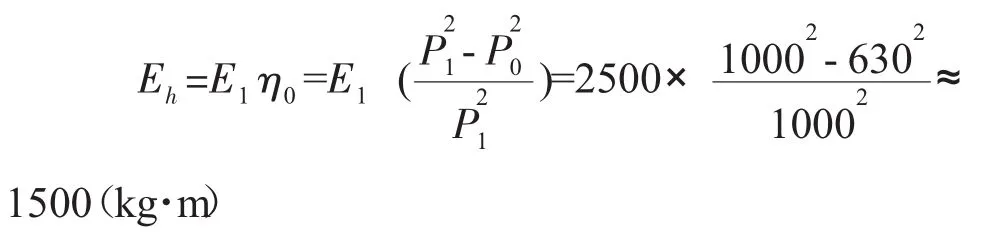
已知條件:1t模鍛錘公稱打擊能量2500kg·m,傳統(tǒng)認(rèn)為其空擊力為1000t。由于公稱打擊力沒有現(xiàn)成參數(shù),暫參考具有類似工作能力的630t螺旋壓力機(jī)作基準(zhǔn),其公稱打擊力為630t,因此取630t打擊力作為P0計(jì)算的依據(jù)(630t螺旋壓力機(jī)的公稱打擊能量≥5600kg·m,超過1t錘1倍多,但它工作時(shí)基本上是以一次打擊成形為主)。
(1)本裝置需緩沖的打擊能量Eh
(2)本裝置柱塞因與模座合為一體,故其尺寸主要取決于模具尺寸,此處暫定為小徑d=?350mm,下端大徑D=?400mm,其環(huán)形面積用于支撐預(yù)緊力,此處為630t,其承受的壓縮應(yīng)力

其值稍微偏大,推薦采用錐面支承則可大大改善其受力狀況。
(3)為達(dá)到630t預(yù)緊力,柱塞大徑D的下底面上的油壓預(yù)緊壓力(由于錐面的楔緊作用和緩沖時(shí)的節(jié)流效應(yīng),難以在錐面上形成足夠的液壓力,所以可近似地不必考慮差動(dòng)液壓力的影響):
py=≈500(kg/cm2),雖然達(dá)到了高壓范疇,但其應(yīng)用在技術(shù)上是成熟可靠的。
(4)最大緩沖行程
(5)一次緩沖所需油的體積

(6)為減少緩沖壓力的波動(dòng),暫以15倍的ΔV來確定N2氮?dú)馇粔嚎s后的容積,即V=15 ×ΔV=15×309≈4500(cm3),即4.5升。
(7)氮?dú)馇怀錃馇暗某跏既莘eV0按等溫條件下的壓縮比來大致確定

從以上的初步分析計(jì)算可知,從技術(shù)層面上看,1t模鍛錘的過載保護(hù)裝置設(shè)計(jì)是完全可行的。
3 問題討論
3.1 安全性問題
本裝置采用了一個(gè)小能量的氣液蓄能緩沖器,因此安全性是一個(gè)必須考慮的問題。雖然高壓容器是一個(gè)安全隱患點(diǎn),但由于這樣的高壓在其他領(lǐng)域,如化工領(lǐng)域,早已成熟應(yīng)用了許多年,而且他們使用的試驗(yàn)壓力可達(dá)4000kg/cm2,因此本裝置所用的高壓容器,其壓力是在安全可控的范圍之內(nèi)的。本裝置可以使用模具鋼制造,其抗沖擊能力很強(qiáng)。盡管其是在打擊條件下工作,但均屬于彈性打擊面,而非剛性打擊。裝置的充氣腔容積不大,緩沖柱塞的工作行程和速度又都很小,工作條件不算十分惡劣,所以只要精心設(shè)計(jì)制造,細(xì)心合理使用,安全性是完全可以保證的。
3.2 油的冷卻問題
本裝置采用了封閉循環(huán)使用的油氣混合蓄能器節(jié)流技術(shù),最大一次緩沖節(jié)流的能量可達(dá)1500kg·m,因此油的發(fā)熱問題是必須慎重考慮的。
本裝置是按照全能量空擊的條件來設(shè)計(jì)的,但是這種空擊屬于誤操作,并非經(jīng)常發(fā)生,多數(shù)情況是有一定剩余能量下的部分空擊,所以需要緩沖的能量要小得多。本裝置的外周都是導(dǎo)熱性能良好的金屬體,具有一定的散熱能力。總之,如果總是頻繁地全能量空擊,那么發(fā)熱過多是必然的,相應(yīng)的冷卻措施必須跟上;但若是正常的使用,偶爾出現(xiàn)空擊現(xiàn)象,理論上分析看,發(fā)熱情況不會(huì)多嚴(yán)重,不需考慮額外的冷卻措施。至于它的可行性,則需要實(shí)踐驗(yàn)證,如果確有問題,那么采取一定的輔助冷卻措施也是可行的。
3.3 實(shí)際打擊力的調(diào)整
本裝置是按公稱打擊力P0設(shè)計(jì)的,但在實(shí)際使用中,也應(yīng)該允許在一定范圍內(nèi)做適當(dāng)?shù)恼{(diào)整,比如在終鍛時(shí),要求的打擊力較高,如果過分強(qiáng)調(diào)強(qiáng)度安全,造成打擊力不夠而使鍛件報(bào)廢,那樣是得不償失的,而此時(shí)的打擊效率已不是需考慮的主要因素了。
本裝置實(shí)際打擊力的調(diào)整也非常方便,只需用手動(dòng)泵往氣腔內(nèi)充油,適當(dāng)提高py就可,而py調(diào)高后,由于打擊效率的降低,本裝置需要的緩沖能量也隨之降低,所以安全性也隨之提高了。
4 結(jié)論
本文所提出的鍛錘過載保護(hù)裝置原理合理,構(gòu)思獨(dú)特,結(jié)構(gòu)簡(jiǎn)單,對(duì)于提高錘類設(shè)備的安全性和模具壽命具有重要意義。實(shí)例計(jì)算說明,該裝置在設(shè)計(jì)計(jì)算方法和結(jié)構(gòu)上都具有技術(shù)可行性。本文對(duì)于螺旋壓力機(jī)的過載保護(hù)裝置的設(shè)計(jì)研究也有重要的參考價(jià)值。有關(guān)該裝置的作用效果,有待實(shí)踐進(jìn)一步驗(yàn)證提升。
[1]楊雪春,盧懷亮,黃樹槐,等.離合器式螺旋壓力機(jī)極限打擊性能的討論.鍛壓裝備與制造技術(shù),2003,38(2).
[2]刁 潔,董建虎,李 強(qiáng),等.螺旋壓力機(jī)打擊能量及打擊力測(cè)試方法探討.重型機(jī)械,2003,(5).
[3]金文明,馬文元,楊慎華.50kJ液壓模鍛錘打擊能量仿真研究.鍛壓裝備與制造技術(shù),2008,43(5).
The principle and structure discussion of overloading protection unit for forging hammer
ZHU Chengkang,FAN Changrong
(Jinan Foundry and Metalforming Machinery Research Institute Co.,Ltd.,Jinan 230506,Shandong China)
By discussion and analysis of design principle for overloading protection unit of forging hammer, it is concluded that the principle is feasible.Taking the 1 ton die hammer for an example,initial conception has been put forward to the determine the key parameters and design the main structure of overloading protection unit.The application and promotion of the technology will help to prolong the work life of the forging hammer equipment and tool.Meanwhile,the operation safety of the machine has been improved.
Overloading protection;Buffering;Forging hammer
TG315.3
A
10.16316/j.issn.1672-0121.2016.06.008
1672-0121(2016)06-0032-04
2016-08-05;
2016-09-28
朱成康(1939-),男,教授級(jí)高工,享受國務(wù)院政府特貼專家,從事鍛壓設(shè)備研制開發(fā)
