筒形件拉深壓邊力區(qū)間的理論確定
2016-06-05 14:58:00張思良
鍛壓裝備與制造技術 2016年6期
張思良
(濟南大學 機械工程學院,山東 濟南 250022)
筒形件拉深壓邊力區(qū)間的理論確定
張思良
(濟南大學 機械工程學院,山東 濟南 250022)
本文建立了筒形件拉深的力學模型,運用能量法推導出筒形件拉深過程中抑制起皺的最小壓邊力與拉深高度的關系,通過壓邊力誘發(fā)的拉深力和材料的承受極限,推導出抑制拉裂的最大壓邊力與拉深高度的關系。通過案例,給出了筒形件拉深的合適壓邊力區(qū)間。
拉深;筒形件;壓邊力;起皺;破裂
拉深是板材沖壓成形過程中的重要工序。拉裂和起皺是沖壓零件成形的主要失效形式[1]。施于慶[2]等學者提出在零件拉深時存在一個壓邊力區(qū)間,壓邊力過小容易導致起皺,過大則容易導致破裂。
在實際沖壓生產過程中經常依賴經驗公式來確定壓邊力,但由于考慮因素少,依據(jù)經驗成分比較大,故而精度比較低。因此有必要對壓邊力進行更精確的計算,為實際生產中壓邊力的確定提供一個合適的區(qū)間。同時壓邊力區(qū)間的確定能為變壓邊力提供理論基礎,有效減少拉深次數(shù),節(jié)省生產成本[3-4]。
1 抑制起皺的最小壓邊力
法蘭起皺主要有三種能量的變化。波紋隆起的彎曲功Uw,周長縮短切向應力釋放的能量Uθ,壓邊力消耗的功UQ。
在臨界狀態(tài)下,滿足能量守恒定律:

1.1 筒形件拉深時的力學模型
假定法蘭起皺后波紋表面的模型如圖1所示。
由此建立法蘭區(qū)域內一個單波起皺的數(shù)學模型,如圖2所示,并由此建立起皺數(shù)學表達式。


圖1 法蘭起皺模型
式中:Rt——某一瞬間法蘭的外半徑;
r——法蘭的內半徑;
R——法蘭上任一點的位置半徑;
φ0——單波所對的圓心角;
φ——單波中任意弧段的圓心角;
y0——單波的最大撓度;
y——法蘭上任一點的撓度。
分析在筒形件拉深時突緣半徑為R處一個微元的受力情況,如圖3所示。圖中σθ、σR分別代表切向、徑向應力;Q為壓邊力;μ為摩擦系數(shù);θ為微元所對的圓心角;t為板料厚度。
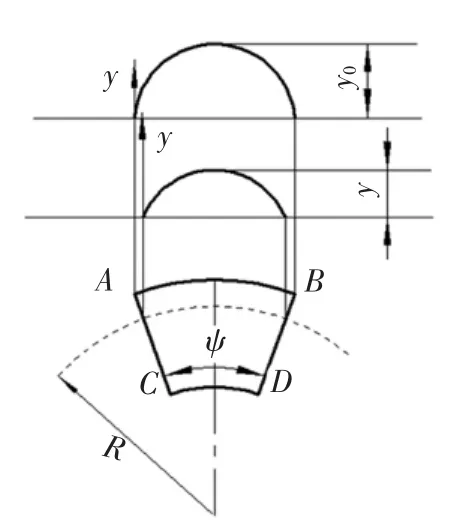
圖2 單波起皺數(shù)學模型
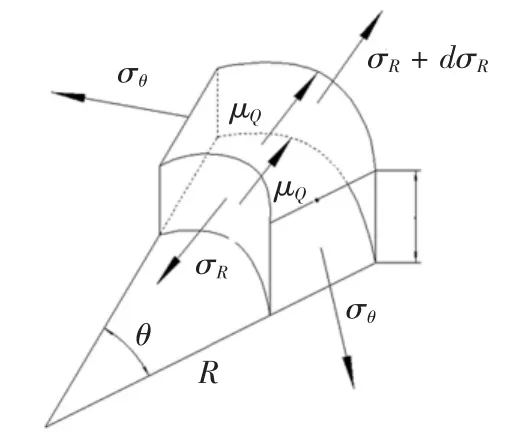
圖3 微元受力示意圖
因為等效應變比周向應變的絕對值不會大于3%[5],所以

假設法蘭部分的等效應變和位置半徑成簡單反比例關系:

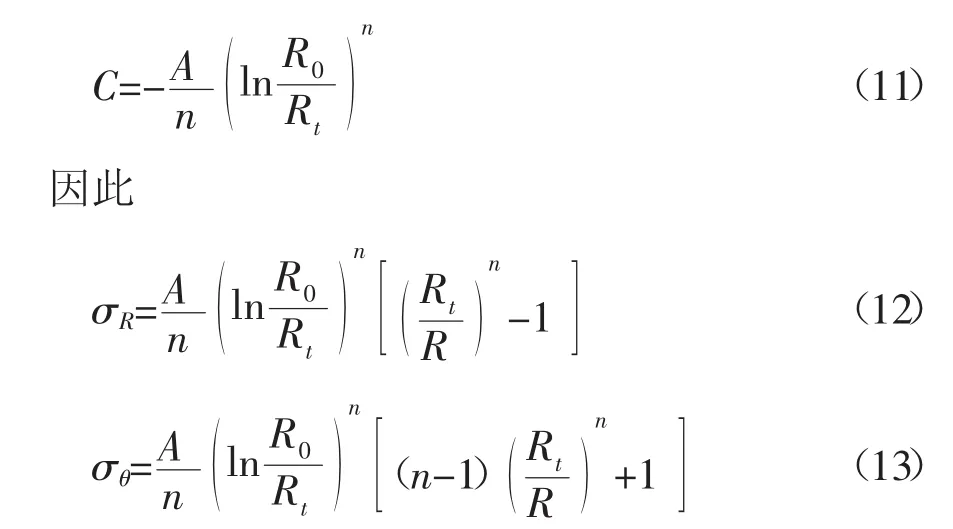
因此

根據(jù)平衡方程和塑性方程,有:

聯(lián)立(5)、(6)、(7)得:
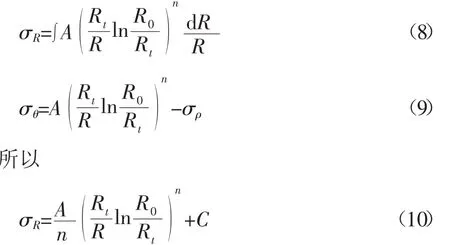
式中C為積分常數(shù)。利用邊界條件當R=Rt時,σR=0:
1.2 周長縮短釋放的能量
假定任意R處的周向應力為σθ,失穩(wěn)起皺后,單波周長的縮短量為

在一個單波內,切向應力由于長度的縮短而釋放出的能量為:

將S代入Uθ,得:
1.3 波紋隆起的彎曲功
單波失穩(wěn)時所需的彎曲能Uw為

式中dI為半徑R處,厚度為t的慣性矩:

D為切線模量

將公式(2)、(19)、(20)代入(18)得:
假定總壓邊力為Q,總波數(shù)為N,N=2π/φ,壓邊力基本作用在突緣邊緣處,因為此處的撓度最大,因此每一波紋上鎖消耗的壓邊功UQ為:

將(17)、(21)、(22)帶入(1)得


帶入(24),得

根據(jù)板厚恒定板料面積不變的假設可得

式中:h——為拉深高度;
r——成形件內半徑;
rd——凹模圓角半徑;
rp——凸模圓角半徑。
因此將式(27)代入(26),即可得到抑制法蘭起皺最小壓邊力與拉深高度的關系式:

2 抑制破裂的最大壓邊力
在筒壁與凹模圓角交界處是最危險的區(qū)域,圖4所示,當此處的拉應力超過材料的抗拉強度極限時,拉深件就會被拉裂。
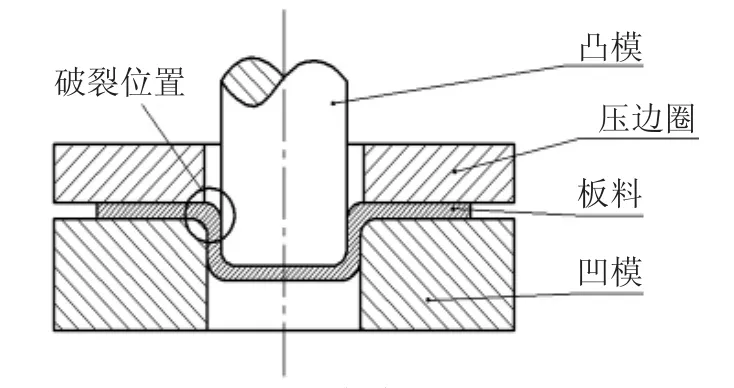
圖4 拉深破裂位置
當有壓邊圈,沿徑向方向列出單元的平衡方程
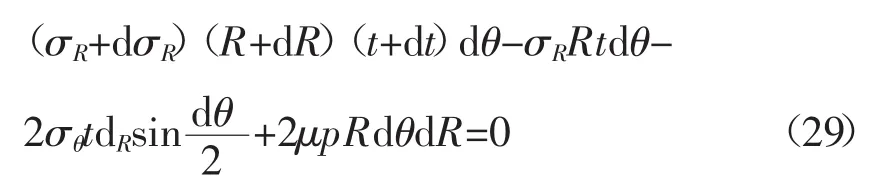
式中p為單位面積上的壓邊力,化去高階無窮小項和忽略毛坯外緣變厚,得:

不考慮壓邊圈時,p=0,故有:

根據(jù)塑性條件(σR-σθ=σs),利用R=Rw時,σR=0的邊界條件,得:

當考慮摩擦力時,增加的切向拉應力為:

材料流過凹模的圓角時,材料彎曲變形的附加拉應力為σw:

根據(jù)肖夫曼的研究:
在拉深時,當突緣材料變形抗力達到最大值時σR=σRmax時,此時材料的包角α=π/2,這時筒壁上的拉應力達到最大值:

材料的理論σp的最大值為:

因此在材料達到破裂極限時,壓邊力為:
將(29)代入(41)就可得抑制拉深破裂最大壓邊力與拉深高度的關系式:

3 案例分析
選擇半徑R0=80mm,厚度t=0.8mm,硬化指數(shù)n= 0.23,楊氏模量A=540MPa的初始板料成形為半徑r=50mm筒形件。凸模和凹模的半徑rd=rp=5mm,板料與壓邊圈之間的摩擦系數(shù)為μ=0.2。
根據(jù)式(28)和(40)計算出該理論區(qū)間,可得變壓邊力隨筒形件拉深高度變化的加載曲線,如圖5所示。案例所展示的壓邊力曲線與實際預測的壓邊力走向是一致的,可以從一定程度上驗證變壓邊力公式的正確性。所以只要滿足該限制區(qū)間,筒形件就可順利成形,不會出現(xiàn)破裂和起皺現(xiàn)象。
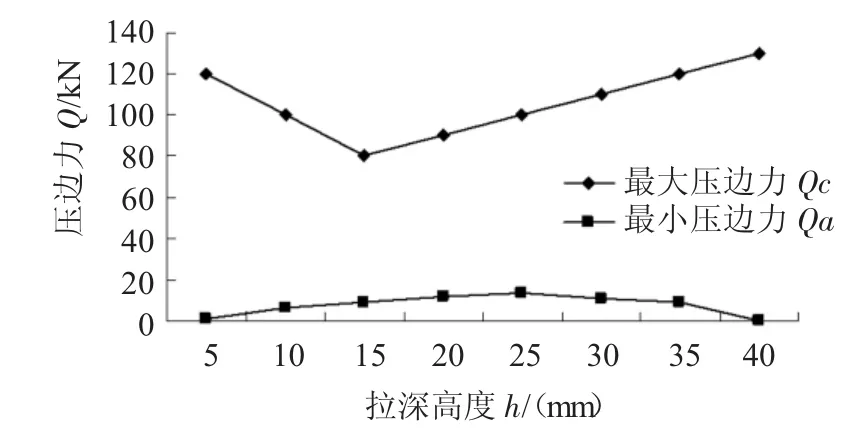
圖5 筒形件拉深起皺和破裂壓邊力
4 結語
本文通過建立筒形件拉深時的力學模型,考慮材料和工況的實際情況,推導出筒形件拉深時抑制起皺和破裂的極限壓邊力與拉深高度的關系式,并進行具體案例分析,給出了筒形件拉深的最大和最小壓邊力。
[1]朱正才.拉深件破裂起因探討[J].鍛壓裝備與制造技術,2008,43(5):71-73.
[2]施于慶,李凌豐.壓邊力曲線對極限拉深高度的影響[J].塑性工程學報,2009,(1):12-17.
[3]Lars Gunnarsson,Erik Schedin.Improving the proper ties of exterior body panels in automobiles using variable blank holder force[J].Journal of Materials Processing Technology,2001,168-173.
[4]林曉娟,于 寬,潘悅飛,等.變壓邊力拉深工藝的研究[J].鍛壓裝備與制造技術,2009,44(1):59-62.
[5]朱 偉,董湘懷,張質良,等.圓筒件拉深成形臨界防皺變壓邊力加載曲線研究[J].塑性工程學報,2007,(1):109-114.
Theoretical determination of interval for blank holder force in deep drawing process of cylindrical part
ZHANG Siliang
(School of Mechanical Engineering,University of Jinan,Jinan 250022,Shandong China)
The mechanics model has beenestablished to the deep drawing process of cylindrical part in the text.The relationship between minimum blank holding force and drawing height which can restrain wrinkling during drawing process of cylindrical part has been deduced by use of energy method.Through deep drawing force induced by blank holder force and the stand limit from material,the relationship of the largest blank holder force and the height of drawing which can restrain cracking has been deduced.The appropriate interval of Blank Holder Force(BHF)for drawing process of cylindrical part has been put forward by instance.
Deep drawing;BHF;Wrinkling;Crack
TG386;TG381
A
10.16316/j.issn.1672-0121.2016.06.025
1672-0121(2016)06-0099-03
2016-08-02;
2016-09-26
張思良(1991-),男,碩士在讀,主攻模具設計與制造。E-mail:695894943@qq.com
