沖裁速度對電機定轉子鐵芯沖裁斷面質量影響規(guī)律研究
2016-06-05 14:58:00宋麗麗左國磊俞炅宇
鍛壓裝備與制造技術 2016年6期
宋麗麗,左國磊,俞炅宇,王 蕾
(臺州學院 機械工程學院,浙江 臺州 318000)
沖裁速度對電機定轉子鐵芯沖裁斷面質量影響規(guī)律研究
宋麗麗,左國磊,俞炅宇,王 蕾
(臺州學院 機械工程學院,浙江 臺州 318000)
本文通過建立有限元模型,選擇韌性斷裂準則和斷裂因子,研究沖裁速度對電機定轉子鐵芯沖裁斷面質量影響的規(guī)律。通過實驗獲得電機定轉子鐵芯所用材料——硅鋼片的真實應力應變曲線,并把此應力應變曲線運用于模擬中,通過設置不同的沖裁速度,得到不同的光亮帶長度,從而可優(yōu)化出最佳沖裁速度。分析對比模擬結果和實驗結果,兩者非常接近,可證明本研究對提高產品質量和生產效率有很好的借鑒作用。
沖裁;鐵芯;沖裁速度;有限元模擬;斷面質量;光亮帶
在高速精密級進沖壓加工中,工藝設計者首先要考慮的問題是保證沖裁件的質量。沖裁件的質量可以用沖裁斷面質量和尺寸精度來衡量。其中,沖裁斷面質量的優(yōu)劣對后續(xù)的工藝和應用具有重要影響,是影響沖裁件質量的重要和直接的因素之一。
高速精密級進沖壓的斷面質量的目標是:獲得盡量寬的光亮帶、盡量小而少的毛刺、盡量高的垂直度。如圖1所示,即增加光亮帶的高度,減小毛刺的高度,減小斷裂角度。沖裁斷面的質量受到材料性能、沖裁間隙、模具刃口磨損狀態(tài)、產品形狀、板料厚度、模具結構、沖裁速度等多個因素的影響。在高速、精密級進沖壓的沖裁過程中,在產品外形、材料性能、厚度、潤滑方式等客觀因素一定的情況下,沖裁間隙、沖裁速度、凸模刃側傾角、刃口圓角、凸凹模粗糙度等是工程實際中影響沖裁斷面質量的關鍵因素。基于此,很多學者做了各種研究力求獲得這些因素與沖裁斷面質量之間的定量關系,本文通過建立有限元模型,選擇韌性斷裂準則和斷裂因子,研究沖裁速度對電機定轉子鐵芯沖裁斷面質量影響的規(guī)律。
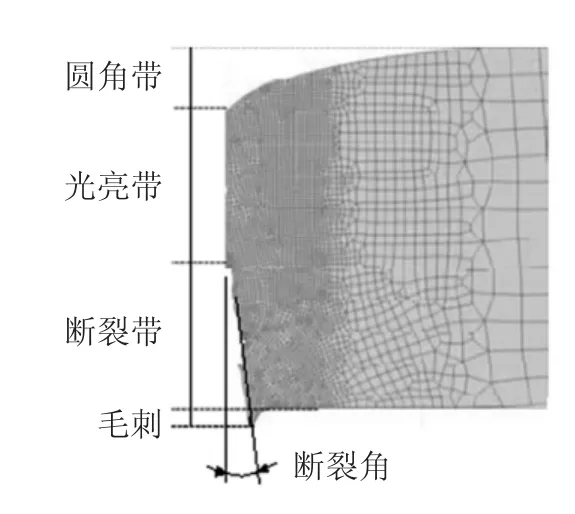
圖1 沖裁斷面示意圖
1 模擬過程
1.1 建立模型
建立板料沖裁的三維模型參數如圖2所示,其參數為硅鋼片厚度0.5mm,沖裁基本尺寸0.3mm,以凸模尺寸為基準,凸凹模間隙采用板料厚度的4%(即0.12mm),具體模型參數如表1所示。板料在網格劃分時采用局部網格細化的網格劃分方法,壓料板、凸模、凹模均視為剛體不進行網格劃分。材料為電機定轉子鐵芯常用材料硅鋼片50W270,材料的各項屬性參數由硅鋼片單向拉伸試驗得到。
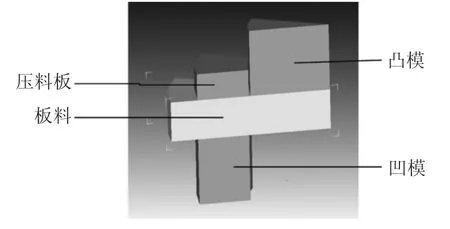
圖2 Deform-3D物理模型

表1 模型參數
1.2 定義Deform-3D的模擬參數
在硅鋼片沖裁成形中,Deform-2D/3D Pre是有限元模擬分析的關鍵部分,參數設置基本上都是在Deform-2D/3D Pre階段進行的。Deform-2D/3D Pre主要包括:幾何模型的建立或導入,網格劃分,材料的各項參數的設置(斷裂準則的選擇和斷裂系數的設定),物體接觸和摩擦的定義,模擬參數的設定。
對此,理論界展開了激烈的討論,各種觀點學說眾說紛紜。然而,本文認為其始終未能給出令人信服的理由并從根本上解決以上矛盾。下面本文將對現有理論進行梳理與評析。
1.2.1 斷裂準則的選擇
金屬材料發(fā)生大的塑性變形時,適合采用韌性斷裂準則,現有的常用韌性斷裂準則有 Cockcroft &Latham(C&L)、Brozzo、Oyane等。
如今在模擬材料韌性斷裂準則中,Cockroft& Latham準則、McClintock準則等相對而言比較適合,它們都是運用在應力、應變累計破壞計算中,根據材料的最大破壞值來判斷材料是否達到了臨界值。劉忠德已經驗證了C&L準則在研究金屬斷裂時結果和實際符合度好。
綜上所述,在沖裁模擬過程中宜選韌性斷裂準則(Cockroft&Latham)。
1.2.2 幾何模型的建立
在相關軟件中建立三維沖裁模型,并把凸模、凹模、板料、壓料板這四個模型分別保存成stl格式文件,導入Deform中,先導入板料模型作為參考,再依次導入凸模、凹模、壓料板。在Deform中先對板料進行定位,再逐個定位。在定位過程中,導入一個模型定位一個模型,不可全部導入。定位好之后再用Deform自帶的修復功能對模型的每個面進行檢查,若有問題進行修復,以免影響模擬結果。
1.2.3 網格劃分
利用Deform軟件本身的網格劃分功能,劃分成四面體網格單元,這主要是為了網格劃分的方便。對模型網格進行局部細化,如圖3所示。這不但節(jié)省了網格劃分所需時間,還減少整個模型的單元總數,從而縮短了計算機的模擬計算時間,同時也提高了模擬結果的準確率,也降低了對電腦的配置要求。
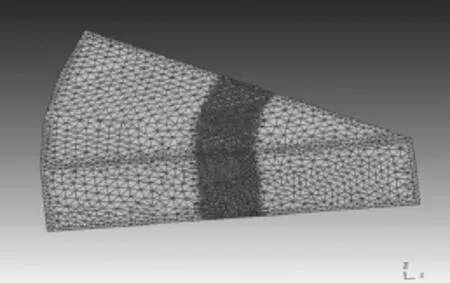
圖3 模型網格進行了局部細化圖
1.2.4 材料模型
由于Deform中沒有本實驗所需的材料硅鋼片,所以需新建材料模型,導入由實驗得到的真實應力-應變曲線圖、楊氏模量、泊松比等參數,如表2所示。圖4為Deform-3D中參數單位換算標準。由于凸凹模間隙很小,彈性變形可忽略不計,因此把板料設為各向同性的彈塑性體,工件材料的本構關系模型。

表2 材料參數

圖4 單位換算標準
1.2.5 接觸和摩擦設置
運用“對象間關系”命令,設置Top Die和Workpiece之間的接觸,摩擦使用系統數值為定值0.12;設置Bottom Die和Workpiece之間的接觸,摩擦使用系統數值為定值0.12;設置yaliaoban和Workpiece之間的接觸,摩擦使用系統數值為定值0.12。
1.2.6 模擬參數的設置
模擬參數的設置是為了準確有效地沖裁模擬。沖裁過程是一個連續(xù)的分析計算過程,需要定義一些重要的參數,分別為:①總步數,決定模擬的總時間和行程;②步長,為了設定適當的步驟大小,用量尺測量坯料的一個元素較少的邊界長度。短邊緣的平均長度大約是t,因此在小的邊緣長度中的1/3為t/3in/step(Constant Die Displacement)。在實際模擬中對步驟大小進行了不同組的實驗值(具體數值下文正交試驗中具體列舉);③主動模具,選擇物體的編號(2-Top Die);④存儲步長,決定每多少步儲存一次,不能太密,否則文件太大。
2 模擬結果
2.1 薄板精密沖裁過程
薄板精密沖裁和普通沖裁過程一樣,精密沖裁在整個沖裁過程中同樣也要經歷三個變形階段:彈性變形、塑性變形、斷裂分離。如圖5所示。模擬沖裁開始時隨著凸模以設定好的速度壓下,板料首先發(fā)生彈性的壓縮和彎曲變形;當板料內部的應力超過材料的屈服極限時,板料逐漸開始產生塑性拉伸、彎曲、擠壓變形;隨著模擬的進行,板料的變形程度和屈服應力逐漸增加,材料內的應力慢慢達到屈服強度極限,高強度的應力集中導致裂紋最先在凸、凹模刃口處出現,并且逐漸擴展,最后聚集在一起,變成較大的裂紋,最終導致材料發(fā)生斷裂分離。
2.2 沖裁斷面質量分析
沖裁件的質量主要用沖裁斷面質量和工件(沖裁件)的尺寸精度來判斷。沖裁斷面質量的好壞是影響沖裁件質量最重要和最直接的因素之一,這是因為沖裁件斷面質量的好壞對后續(xù)的工藝及應用有非常重要的影響。
在整個沖裁過程中,板料主要經過彈、塑性的拉伸、彎曲、擠壓以及斷裂過程,如圖6所示為軟件模擬結果和實際沖裁斷面形態(tài)圖,實際沖裁斷面的光亮帶寬度和軟件模擬沖裁斷面的光亮帶寬度接近。可以很明顯地看出沖裁斷面的四個非常重要的特征區(qū)域,分別是:圓角帶、光亮帶、斷裂帶以及少量的毛刺。圓角帶產生在板料與凸模或凹模相接觸的一面,是由于板料受彎曲、拉伸作用而形成的。材料塑性愈好,凹凸模之間的間隙愈大,形成的塌角也愈大。光亮帶是由于板料塑性剪切變形所形成的。光亮帶表面光潔且垂直于板面。沖裁間隙愈小、材料塑性愈好,所形成的光亮帶高度愈高。 斷裂帶是由于沖裁時產生的裂紋擴張形成的。普通沖裁產生毛刺是不可避免的。由圖7可以看出板料精密沖裁的實際沖裁斷面(通過電競掃描得到的四個特征區(qū))和模擬結果非常相似。如圖8所示為沖裁過程中載荷變化曲線圖。如圖9為沖裁過程中能量隨時間變化圖。如圖10為沖裁過程中凸模力隨時間的變化圖。
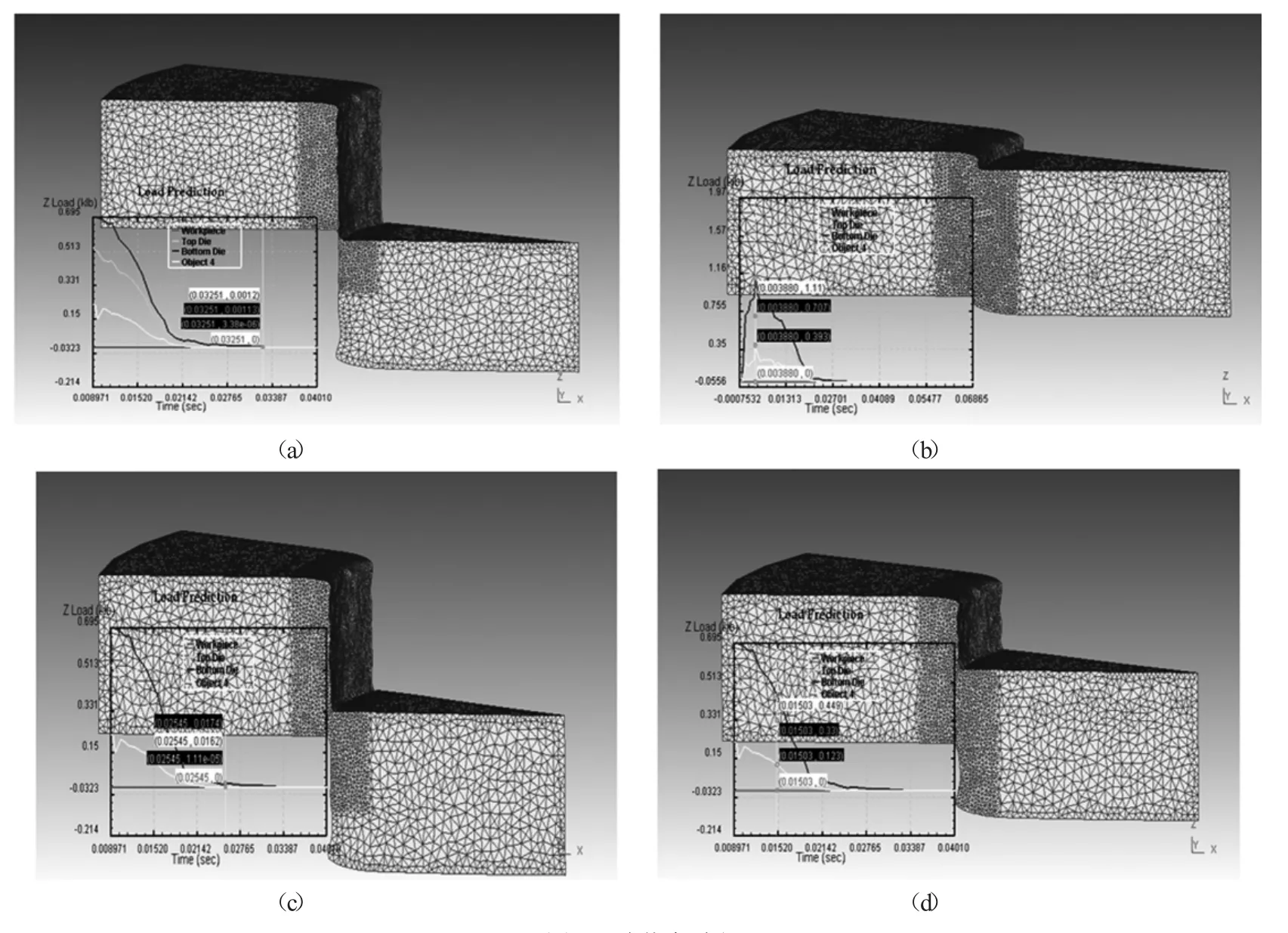
圖5 沖裁全過程
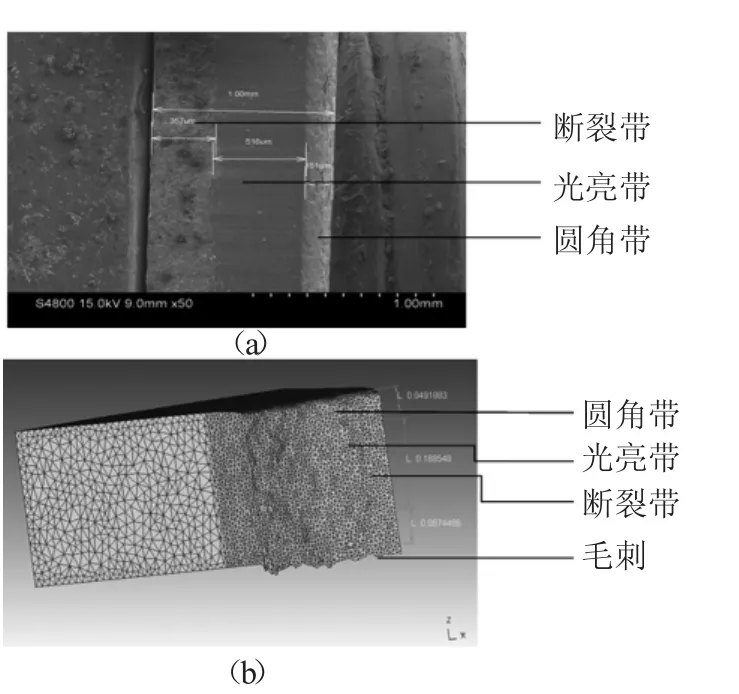
圖6 沖裁斷面形態(tài)圖
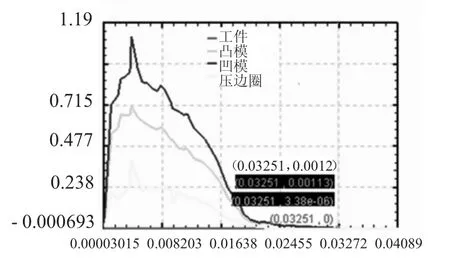
圖7 載荷變化曲線圖(沖裁速度10in/sec)
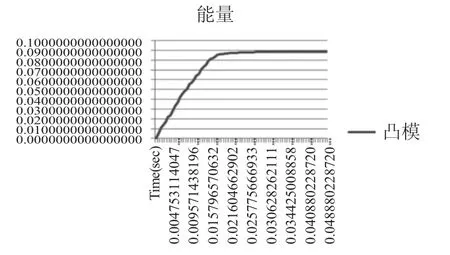
圖8 能量變化曲線圖
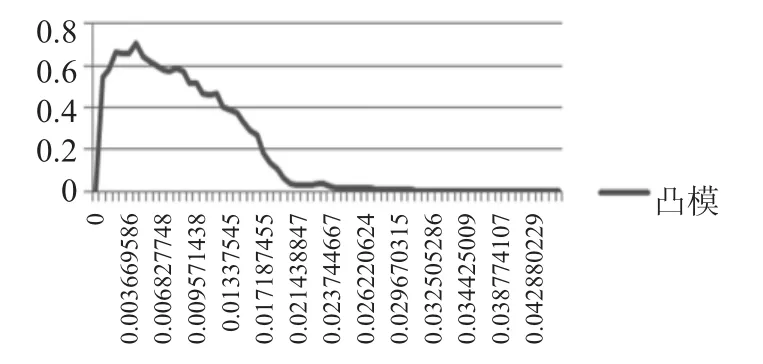
圖9 凸模力隨時間的變化曲線
由圖可以看出,模擬開始時,模具所受載荷急劇增加,當載荷增加到0.715klb(只分析Bottom Die)時曲線有一點緩和,說明材料開始發(fā)生彈性變形,當模具所受的載荷達到峰值時說明材料所能承受的力達到了極限值,開始發(fā)生斷裂,由于斷裂的區(qū)域越來越多,材料斷裂所需的總載荷降低,直到徹底斷裂時載荷變?yōu)榱恪?/p>
2.3 不同沖裁速度的光亮帶寬度分析
沖裁件質量是指沖裁斷面光亮帶的寬度比。如圖10所示,為不同沖裁速度時的斷面質量圖。
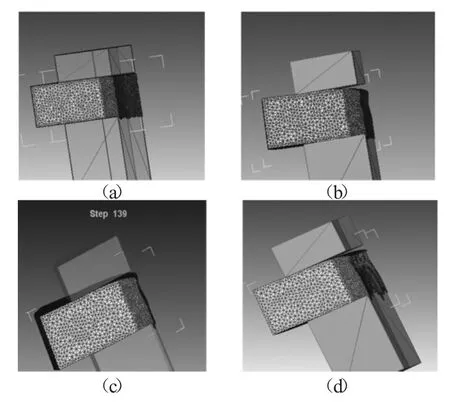
圖10 不同沖裁速度時的斷面質量圖
如圖11所示,當沖裁速度從10in/sec逐漸增大到13in/sec時,光亮帶寬度不斷減小,所以沖裁速度不宜超過10in/sec。具體的光亮帶寬度的對比計算和上述完全相同。
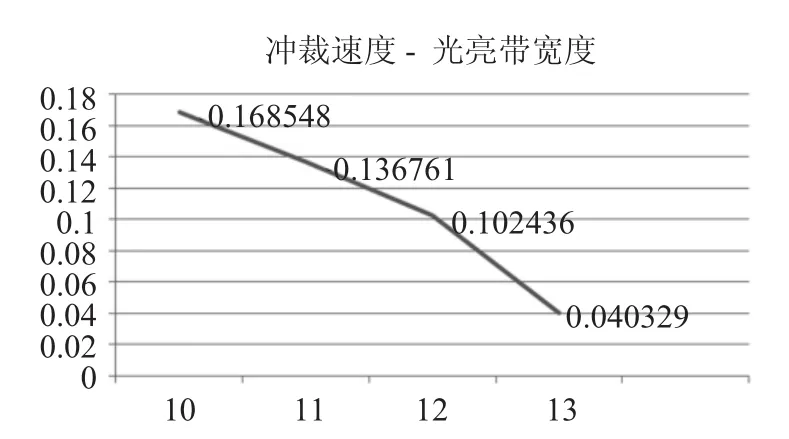
圖11 不同沖裁速度的光亮帶寬度曲線圖
如圖12所示,當沖裁速度從10in/sec逐漸增大到13in/sec時,最大沖裁力逐漸增大,而太大的沖裁力就需要消耗更大的能源,增加了成本,同時也增加了危險性。所以沖裁速度不宜超過10in/sec。
3 總結
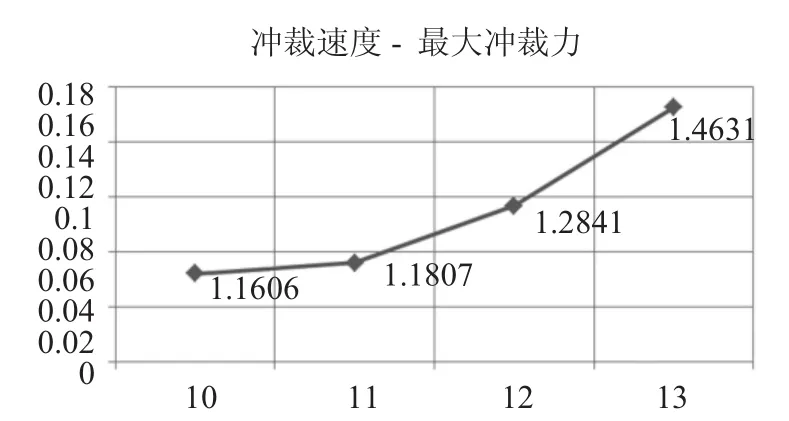
圖12 不同沖裁速度時的最大沖裁力
經過多次正交試驗驗證得出:在Deform-3D模擬中運用以上參數模擬結果最合理,并且最符合科學依據。當沖裁速度為10in/sec時為最佳沖裁速度,當沖裁速度從10in/sec逐漸增大到13in/sec時,光亮帶寬度不斷減小,所以沖裁速度不宜超過10in/sec;板料精密沖裁的實際沖裁斷面(通過電競掃描得到的四個特征區(qū))和模擬結果非常相似;模擬開始時,模具所受的載荷急劇增加,當載荷增加到0.715klb(只分析Bottom Die)時曲線有一點緩和,說明材料開始發(fā)生彈性變形,當模具所受的載荷達到峰值時說明材料所能承受的力達到了極限值,開始發(fā)生斷裂,由于斷裂的區(qū)域越來越多,材料斷裂所需的總載荷降低,直到徹底斷裂時載荷變?yōu)榱恪?/p>
[1]孫偉杰.基于數值模擬的升降器模具設計[J].鍛壓裝備與制造技術,2013,48(4).
[2]孫志輝.基于數值模擬的支撐板成形工藝分析及模具設計[J].鍛壓裝備與制造技術,2013,48(4).
[3]史 翔.模具CAD/CAM技術及應用[M].北京:機械工業(yè)出版社,1998.
[4]張鼎承.沖壓機械化與自動化[M].北京:機械工業(yè)出版社,1982.
[5]許發(fā)樾.模具標準應用手冊[M].北京:機械工業(yè)出版社,1994.
[6]吳樹森,柳玉起.材料成型原理[M].北京:機械工業(yè)出版社,2008.
[7]丁松聚.冷沖模設計[M].北京:機械工業(yè)出版社,2010.
[9]孫立君,阮 鋒.預沖工藝孔的板料沖壓成形性分析[J].鍛壓裝備與制造技術,2007,42(6).
[10]黃珍媛,蔡志興,阮 鋒,等.高速精密級進沖壓中的沖裁斷面質量實驗研究[J].中國機械工程,2009,16(3).
[11]趙中華,張 猛,韋 習.沖裁速度對沖壓件斷面質量的影響[J].中國機械工程,2010,17(4).
[12]方 剛.金屬材料沖裁過程的有限元模擬[J].金屬學報,2001,(6):643-644.
[13]徐永波.動態(tài)載荷下剪切變形局部化、微結構演化與剪切斷裂研究進展[J].力學進展,2007,37(4):498-500.
[14]趙振鐸.實用沖裁技術[M].北京:化學工業(yè)出版社,2004:42-66.
[15]方 剛.金屬材料沖裁過程的有限元模擬[J].金屬學報,2001,(6):643-644.
[16]溫 彤,廖林燦,張湘?zhèn)?金屬剪切過程的理論研究狀況[J].鍛壓技術,2000,(3):44-47.
[17]陳 煒.基于剪切面分析的沖裁模具磨損預測[J].塑性工程學報,2009,16(6):81-84.
[18]胡建軍,李小平,編著.DEFORM-3D塑形成性CAE應用教程[M].北京:北京大學出版社,2011,(1):233-241.
[19]劉忠德,孔 洋,石成偉,等.鋁棒復合加壓精密剪切工藝的有限元模擬及試驗研究[J].熱加工工藝,2012,(15):118-120.
Study on influence rule of blanking speed to blanked surface quality of motor stator and rotor core
SONG Lili,ZUO Guolei,YU Jiongyu,WANG Lei
(School of Mechanical Engineering,Taizhou University,Taizhou 318000,Zhejiang China)
The finite element model has been established.Theductile fracture criterion and fracture threshold have been selected in order to research the influence of blanking speed on the blanked surface quality of motor stator and rotor core.The actual stress-strain curves of silicon which is the material of motor stator and rotor core has been obtained through test.The curve has been adopted into the simulation to set different blanking speed in order to get different bright band length.Thus in this way,the optimum blanking speed has been obtained.By analyzing and comparing the simulation result with the test result,it is found out that the two are very close.It is proved that this study provides reference for improving the product quality and productivity.
Blanking speed;Finite element simulation;Blanked surface quality;Bright band
TG386.2
A
10.16316/j.issn.1672-0121.2016.06.023
1672-0121(2016)06-0090-05
2016-08-24;
2016-10-11
王 蕾(1978-),女,講師,從事精密塑性成形、模具加工技術研究。E-mail:83067997@qq.com
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
光學精密工程(2016年6期)2016-11-07 09:07:19
汽車觀察(2016年3期)2016-02-28 13:16:26
核科學與工程(2015年4期)2015-09-26 11:59:03
