集裝箱頂板整體拉延成形工藝模擬優(yōu)化
2016-06-15 09:08:34唐榮健陳竟華米琳
集裝箱化
2016年5期
唐榮健 陳竟華 米琳


集裝箱頂板整體拉延成形工藝具有大幅提高加工效率、節(jié)省材料、降低成本等優(yōu)點(diǎn),但同時(shí)也具有波身深度偏淺、使材料變薄等缺點(diǎn),因此,部分客戶不接受整體拉延成形的頂板。本文針對(duì)集裝箱頂板整體拉延成形工藝存在的問(wèn)題,通過(guò)有限元數(shù)值模擬軟件進(jìn)行仿真模擬分析,獲得優(yōu)化工藝方案,從而為集裝箱頂板整體拉延成形工藝的完善提供參數(shù)支持和優(yōu)化依據(jù)。
1 集裝箱頂板成形工藝發(fā)展現(xiàn)狀
傳統(tǒng)的集裝箱頂板加工流程如下:采用拉延模具將單張鋼板的5個(gè)壓筋逐個(gè)拉延成形,然后按頂板尺寸修剪四邊。隨著集裝箱生產(chǎn)線的升級(jí)換代,生產(chǎn)效率大幅提高,頂板5個(gè)壓筋逐個(gè)拉延成形工藝方案的效率明顯偏低。為此,中集集團(tuán)集裝箱控股有限公司率先建造集裝箱頂板生產(chǎn)流水作業(yè)線,采用流線加工方式,即使用連續(xù)板料將5個(gè)壓筋一次整體成形后,再按頂板長(zhǎng)度剪斷板料,最后修剪兩側(cè)邊,從而大幅提高生產(chǎn)效率。
由于各種原因,頂板5個(gè)壓筋整體拉延成形的尺寸與逐個(gè)拉延成形的尺寸相比有所變化,主要原因是前者使壓筋深度變淺。盡管整體成形頂板的強(qiáng)度和剛性均能滿足集裝箱的試驗(yàn)要求,但部分客戶仍不接受壓筋變淺的頂板。為此,箱廠同時(shí)存在兩種頂板加工方式,給生產(chǎn)管理和材料替代等帶來(lái)一系列問(wèn)題。
2 板料成形數(shù)值模擬技術(shù)的應(yīng)用
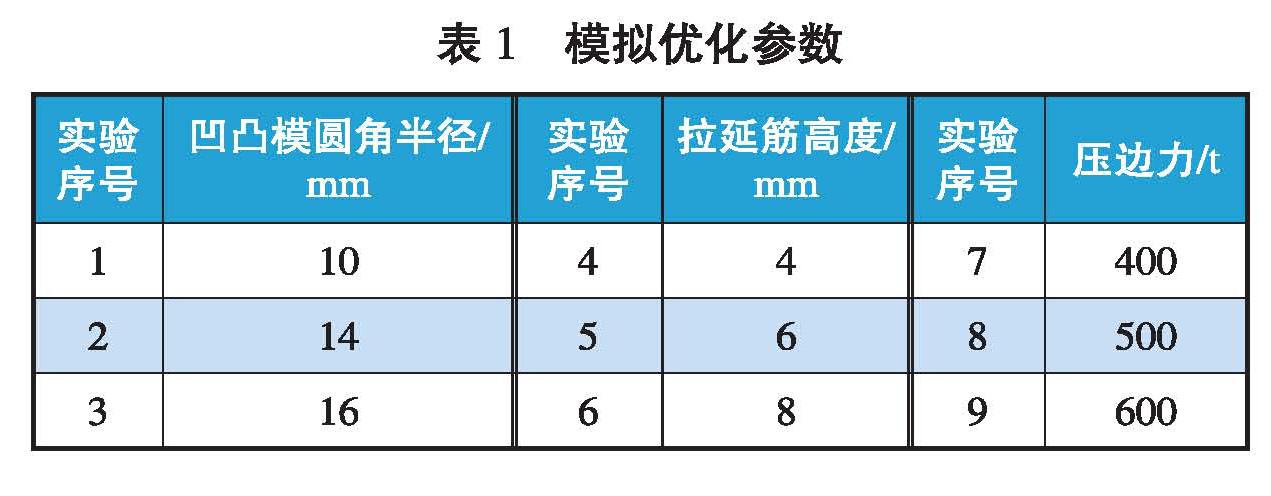
在板料沖壓成形過(guò)程中,板料的成形受工藝參數(shù)、材料參數(shù)、板料尺寸等諸多因素的影響。……
登錄APP查看全文
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09