鋼壩閘底軸加工制造工藝淺析
2016-06-17 05:42:24張鵬飛朱翠香黃繼峰臨沂水利工程總公司山東臨沂276000
山東水利 2016年3期
關(guān)鍵詞:工藝流程
張鵬飛,朱翠香,黃繼峰(臨沂水利工程總公司,山東臨沂276000)
?
鋼壩閘底軸加工制造工藝淺析
張鵬飛,朱翠香,黃繼峰
(臨沂水利工程總公司,山東臨沂276000)
【摘要】本文通過(guò)合理配置和優(yōu)化設(shè)計(jì),結(jié)合對(duì)底軸加工和制造工藝的論證和分析,總結(jié)出了一套成熟的底軸加工工藝流程和制造工藝措施,此流程和工藝可以有效的提高鋼壩閘的整體質(zhì)量,減小制造成本和制造工期。
【關(guān)鍵詞】鋼壩閘;底軸;工藝流程;工期
在鋼壩閘的制造過(guò)程中,底軸的加工制造質(zhì)量是保證設(shè)備整體精度及運(yùn)行質(zhì)量的關(guān)鍵,而一套良好的制造工藝流程是保證加工精度和制造周期的關(guān)鍵。通過(guò)臨沂市陷泥河?xùn)|高都鋼壩閘工程、臨沭縣蒼源河鋼壩閘工程和莒縣后小河鋼壩閘工程的施工,總結(jié)出了一套成熟的底軸加工工藝流程和制造工藝措施,不僅能夠有效提高底軸制造精度,而且可以大大縮短制造周期和節(jié)約成本。
1 工藝難點(diǎn)與重點(diǎn)
底軸材料多采用較厚鋼板加工而成,所以首先要根據(jù)底軸分段情況,合理選擇原材料規(guī)格和尺寸,在保證底軸加工余量的前提下節(jié)約材料用量。底軸焊接焊縫均為Ι類(lèi)焊縫,且鋼板厚焊腳大,在焊接作業(yè)前要進(jìn)行焊接工藝評(píng)定,根據(jù)評(píng)定結(jié)果制定焊接作業(yè)指導(dǎo)書(shū),焊接時(shí)嚴(yán)格按照焊接作業(yè)指導(dǎo)書(shū)施焊,焊后進(jìn)行無(wú)損檢測(cè),如果存在不合格焊縫,未經(jīng)處理嚴(yán)禁進(jìn)入下道工序作業(yè)。因鋼板較厚,焊縫集中,焊接應(yīng)力較大,需要消除應(yīng)力處理。
底軸的連接方式和鉆孔工藝是制約底軸整體制造質(zhì)量和周期的關(guān)鍵工序,因底軸直徑較大,經(jīng)過(guò)分析論證,內(nèi)法蘭餃制孔螺栓錐度連接,是一種可靠、高效的連接工藝。由于底軸與閘門(mén)弧板需要配鉆的光孔數(shù)量龐大,利用普通鉆孔工藝無(wú)法在規(guī)定的時(shí)間內(nèi)完成這一工作,所以對(duì)原有搖臂鉆床進(jìn)行了技術(shù)改造,改造而成的移動(dòng)式搖臂鉆床可以有效的解決這一技術(shù)難題。
2 鋼壩閘底軸制造工藝流程
施工準(zhǔn)備→計(jì)算底軸分段數(shù)量和各段長(zhǎng)度→原材料進(jìn)廠檢驗(yàn)→卷板/鍛壓→埋弧焊分層對(duì)接焊管→消除應(yīng)力及焊后熱處理→無(wú)損檢測(cè)→精度測(cè)量→變形量控制→內(nèi)法蘭制作與坡口加工→內(nèi)法蘭與底軸焊接→整體機(jī)加工→水封、支鉸部位貼焊不銹鋼板→不銹鋼板部位精加工→法蘭鉆孔→餃制孔螺栓連接底軸→與閘門(mén)底弧板配鉆螺栓孔→精度測(cè)量與調(diào)整→與閘門(mén)門(mén)葉試組裝→解體防腐。
3 技術(shù)要點(diǎn)分析和技術(shù)改造
3.1計(jì)算底軸分段數(shù)量和各段長(zhǎng)度
鋼壩閘的特點(diǎn)之一是閘孔寬度大,作用水頭較低,因此底軸的長(zhǎng)度也相對(duì)較大,考慮到底軸原材料的生產(chǎn)規(guī)格和運(yùn)輸受到限制,需要將底軸分段制造,再將分段底軸管組裝成一個(gè)整體。由于底軸運(yùn)行時(shí)的最大阻力矩在支鉸支撐處,應(yīng)該以?xún)蓚€(gè)支鉸之間最多存在一處接頭的為原則,計(jì)算出最少分段數(shù)量,根據(jù)各段長(zhǎng)度尺寸,確定加工工藝和選用切削機(jī)床。
3.2埋弧焊分層對(duì)接焊管
焊接方法是影響底軸焊接成本、焊接效率和焊接質(zhì)量的主要因素,因此底軸焊接前要進(jìn)行焊接工藝評(píng)定,選擇合理的焊接工藝參數(shù)。埋弧焊的最大優(yōu)點(diǎn)是焊接速度高,焊接質(zhì)量好,特別適用于焊接大型工件的直縫和環(huán)縫。結(jié)合以上幾點(diǎn),底軸焊接方法采用埋弧焊,由于底軸管壁厚度較大,故采用埋弧焊分層焊接工藝。
底軸的縱向?qū)雍缚p為Ι類(lèi)焊縫,坡口應(yīng)該按照焊接工藝指導(dǎo)書(shū)的要求加工,為了保證焊接質(zhì)量,采用雙頭埋弧焊分層焊接,每層焊道焊接完成后,進(jìn)行100%無(wú)損檢測(cè),對(duì)局部存在缺陷的地方,及時(shí)處理并復(fù)檢合格后方可進(jìn)行下道工序焊接。由于底軸尺寸較長(zhǎng),焊后要采取消除應(yīng)力的處理措施,處理方案應(yīng)根據(jù)底軸材質(zhì)要求進(jìn)行方案比較論證后確定。
3.3底軸法蘭連接和形式設(shè)計(jì)
閘門(mén)運(yùn)行主要依靠底軸傳遞作用力,因此底軸是否具有良好的連接可靠性、構(gòu)件強(qiáng)度和制造精度是保證閘門(mén)安全可靠運(yùn)行的關(guān)鍵因素。
根據(jù)底軸直徑、壁厚、長(zhǎng)度、啟閉力等因素,對(duì)于直徑大于等于600 mm的鋼制底軸宜采用內(nèi)法蘭連接(見(jiàn)圖1),此種連接方式的最大優(yōu)點(diǎn)是有較好的強(qiáng)度和緊密性。具體設(shè)計(jì)如下:內(nèi)法蘭的厚度應(yīng)不低于底軸壁厚,寬度應(yīng)不低于壁厚的兩倍,法蘭外徑與底軸內(nèi)圈配合焊接,在底軸法蘭內(nèi)圈加焊一個(gè)長(zhǎng)度適中的加強(qiáng)圈,用車(chē)床將加強(qiáng)圈外表面露出法蘭端面部分加工成坡降為10%的錐度,作為插口,將與其連接的另一個(gè)法蘭加強(qiáng)圈內(nèi)表面露出法蘭端面部分同樣加工成坡降為10%的錐度,作為承口。此設(shè)計(jì)改造不僅保證了底軸的整體性,而且當(dāng)兩分段底軸受到不同旋轉(zhuǎn)力矩時(shí),可以通過(guò)增大接觸面積增強(qiáng)底軸整體內(nèi)應(yīng)力。內(nèi)法蘭連接采用餃制孔螺栓,大幅度的提高了連接精度,螺栓規(guī)格和數(shù)量根據(jù)底軸受力大小確定。
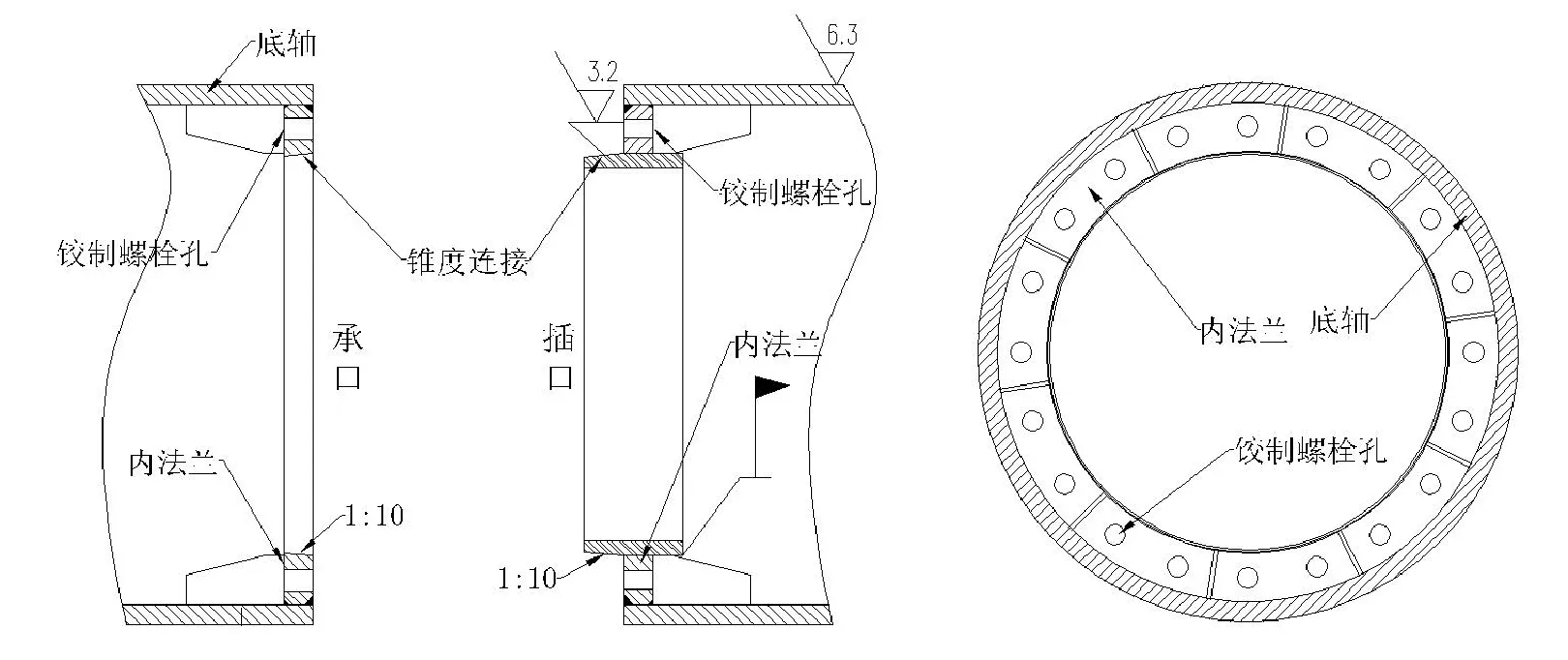
圖1
3.4改造底軸鉆孔工藝
由于底軸為圓形,且尺寸較長(zhǎng)、重量大,單個(gè)鉆孔后再移動(dòng)設(shè)備重復(fù)就位難度較大,且需要花費(fèi)大量的人力、物力和時(shí)間,而對(duì)搖臂鉆床改造而成的移動(dòng)式搖臂鉆床可以解決這一技術(shù)難題。
在鉆孔工作面范圍內(nèi)鋪設(shè)特制軌道,制作一個(gè)可以行走的工作平臺(tái),將鉆床架設(shè)在工作平臺(tái)上并用螺栓固定,形成長(zhǎng)距離可移動(dòng)式鉆床。將底軸安裝在由小滾輪制成的支撐架上,調(diào)整完畢后將加工好的底軸弧板放置在底軸上,測(cè)量放線(xiàn)后將弧板點(diǎn)焊固定在底軸上,這樣可以實(shí)現(xiàn)移動(dòng)式搖臂鉆床配鉆一排螺栓孔。這種技術(shù)改造解決了大型工件鉆孔移動(dòng)困難這一技術(shù)難題,大大提高了鉆孔效率。
4 結(jié)語(yǔ)
鋼壩閘作為一種新型的閘門(mén)形式,近年來(lái)被廣泛應(yīng)用在國(guó)內(nèi)外水利工程建設(shè)中,而底軸的制造精度和制造周期是影響鋼壩閘運(yùn)行質(zhì)量、安全和工期的關(guān)鍵因素。通過(guò)對(duì)上述底軸加工工藝流程和制造工藝措施的實(shí)踐總結(jié),證明了此流程和工藝措施可以有效提高底軸制造精度,大大縮短制造周期,在同類(lèi)工程的加工和制造中具有良好的借鑒價(jià)值。
(責(zé)任編輯遲明春)
【中圖分類(lèi)號(hào)】TV66
【文獻(xiàn)標(biāo)識(shí)碼】B
【文章編號(hào)】1009-6159(2016)-03-0015-02
收稿日期:2015-12-21
作者簡(jiǎn)介:張鵬飛(1987—),男,助理工程師
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年2期)2020-04-21 07:51:18
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:56
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46
現(xiàn)代制造技術(shù)與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(zāi)(2014年5期)2014-02-27 14:01:38