轎車門內板拉裂、縮頸問題優化
2016-06-21 15:06:30牟少志一汽大眾汽車有限公司沖壓中心模修車間
鍛造與沖壓 2016年20期
文/牟少志·一汽-大眾汽車有限公司沖壓中心模修車間
轎車門內板拉裂、縮頸問題優化
文/牟少志·一汽-大眾汽車有限公司沖壓中心模修車間

牟少志,高級技師,從事轎車大型覆蓋件模具的維修、保養、質量改進工作,獲得“全國操作技術能手”、“中央企業技術能手”、長春市“長春工匠”、“長春市崗位技能帶頭人”等榮譽稱號。
隨著轎車生產規模不斷壯大,各大汽車廠都在不斷擴充產能,在轎車總裝車間平均100s就下線一臺新車,這說明時間就是搶占市場的最好保證。門內板成形工藝是典型的復雜深拉深工藝,制件形狀復雜,曲線變化大,凸凹連接緊湊,R角多。這些因素直接影響了板料拉深變形,增加了產品成形的難度。
制件裝配在車身上暴露面多,表面質量要求高,不能有拉裂、縮頸等缺陷。轎車門表面拉裂、縮頸等缺陷,一直是沖壓生產過程中的一個難點問題,制約著沖壓產能的提升,影響轎車的整體質量,如圖1所示。
⑴拉裂、縮頸問題產生的原因主要為材料在此處的變形超過了材料的延伸率,主要產生在伸長類變形部位。同時,為了保證產品在剛性、工藝性及強度等多方面的要求,非常容易導致制件在成形過程中出現開裂現象。
⑵解決措施。目前我公司通過對材料數據庫及沖壓模擬參數的積累,利用CAE軟件成形性分析及鈑金成形極限圖的分析,通過對板料成形過程中的料厚、材料變薄率的變化狀態,已經可以較準確地評估板料在成形過程中開裂的部位及裂紋區域的應變狀態。圖2為板料在成形過程中開裂的部位及裂紋分布區域的應變狀態圖。

圖1 汽車門內板常見的缺陷
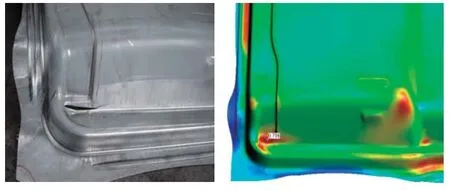
圖2 開裂的部位及裂紋分布區域的應變狀態圖
根據每個拉延件開裂的部位和成形情況給出具體解決方案,如果是拉延成形產生的開裂,要分析以下原因:⑴壓料面著色率是否滿足要求,有無硬點;⑵平衡塊高度是否滿足進料要求;⑶壓機壓料力是否適合;⑷必要時采取工藝措施解決;⑸更換材料解決。如果是脹形產生的開裂,就要分析以下原因:⑴查看壓料面及壓料筋處,看是否走料;⑵查看壓機壓料力是否適當;⑶適當更改產品形狀解決;⑷更換材料來解決。
門內板拉延后側壁及幾個地方變形很劇烈,出現明顯的應變集中,最大主應變出現在側壁上。從料厚變化云圖和板料變薄率上也可以看出有好幾處都開裂了。
不同位置拉裂的處理方法
半敞開式拉延拉裂

圖3 半敞開式拉延拉裂位置
半敞開式拉延開裂位置如圖3所示,對比生產實踐經驗和成形極限圖,采取壓料面著色(圖4),調整模具閉合高度等方法,最終確定拉裂的原因。
⑴壓料面及筋槽間隙過大,不能充分控制板料走料方向;壓料面壓料力應為內緊外松,著色率在80%以上,筋槽R角控制在2.5mm;通過對壓料面及筋槽R角的燒焊研修(圖5),拉裂減小。

圖4 壓料面著色

圖5 對壓料面燒焊研修
⑵工藝凸包高度過高(圖6),工藝凸包的作用是使零件充分的成形,但過度的成形會使板料過度的流動產生拉裂,所以把工藝凸包高度降低5mm,縮小拉裂區域板料走料,通過對拉延筋、壓料面、工藝凸包進行改進,消除了拉裂(圖7)。
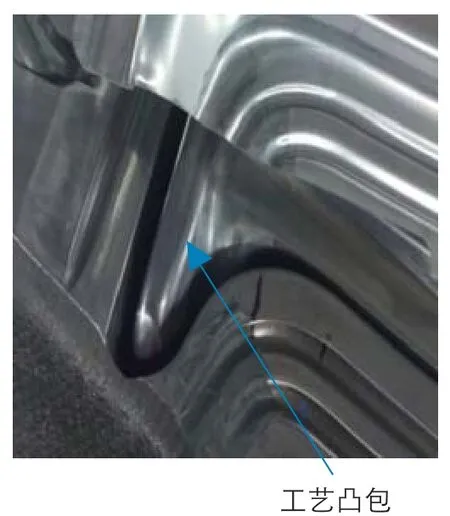
圖6 工藝凸包高度過高
封閉式拉延拉裂、縮頸
封閉式拉延拉裂、縮頸的位置如圖8所示,根據開裂位置,對模具壓料面及筋槽R角著色,觀察凸模成形R角,最終確定拉裂的原因。
⑴凸模成形R角過小,造成板料走料難,產生拉裂縮頸,根據產品形狀需要,適當放大成形R角(圖9),如后續有整形,可以放大的更多,窗口處成形R角放大后縮頸消除。
⑵壓料面及拉延筋有硬點,對拉延壓料面進行著色研修,著色率達到80%以上,無硬點,放大筋槽R角,達到2.5mm,拉裂、縮頸消除。

圖7 消除拉裂效果圖

圖8 開裂位置

圖9 適當放大成形R角
結束語
沖壓門內板成形過程中,拉裂、縮頸是必然存在的,做到以下5點盡量消除制件質量缺陷,提升整車質量,減少生產自動化調試停臺次數,提高生產效率。
⑴對同一位置板料拉伸成形的變形量和板料流動方向進行控制。
⑵平衡風窗內部與外部的壓料力量,控制內外部板料的變形量和流動平衡。
⑶控制波浪和褶皺相鄰位置的板料的變形量和先后拉伸順序。
⑷縮小模具在冷熱工況下的壓料間隙及摩擦力的變化程度,穩定相對的模具拉伸條件。
⑸加大模具的成形條件對板料機械性能變化的適應范圍。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
