沖孔夾具的應用與研究
2016-06-21 15:06:30劉春雨安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2016年20期
文/劉春雨·安徽江淮汽車股份有限公司技術中心
沖孔夾具的應用與研究
文/劉春雨·安徽江淮汽車股份有限公司技術中心
傳統上,汽車沖壓件上的孔均由沖壓模具在沖壓機床上來沖制完成,以保證孔的質量,在開發過程中對應每個節點均可順利的完成沖壓件在模具上的沖制,但汽車上的沖壓件較多,一般車型的沖壓件都在300~400個,沖壓件上孔的數量更是多之又多,其用處有定位孔、過孔、卡扣孔、漏液孔等等,初期的數模設計便是一項浩大的工程,如果在車型開發前期出現紕漏,在后期便需要對數模的孔及型面進行修改,已滿足車型性能的整體要求,這樣便要求相應的模具及夾具結構在設計時進行同步的實時更新,已滿足數模的設計變更需求。
當模具的更改無法滿足數模要求時,需要重新開發,這對整個項目的周期及預算均是重大的損失,如本車型的側圍外板模具,其外廓尺寸為4390×2290×1050(mm×mm×mm)模具重量為33.1t,其一套模具費用大概在149萬元,左右側圍外板共計298萬元,大大增加了車型工裝的開發費用及周期,如何既滿足車型數模的變更又能盡量減少對模具及夾具開發費用的影響,便成為車型開發在后期要著重解決的問題。
夾具在工作過程中要完成對多件進行點焊的工作,其空間相對較大,可以在夾具上增加相應的沖孔裝置來完成數模上新增孔的沖制,不僅可以滿足數模的設計需求,更能大大的降低工裝的開發成本。
結構設計
沖孔夾具包括舉升裝置、定位裝置、夾緊裝置、沖孔裝置等四部分。
舉升裝置
舉升裝置安裝在夾具底板上,由方鋼骨架、托料板、鋼板、導柱、導套、定位板、鋼筒、支撐板、傳感器、轉接套、限位塊、限位板組成,由方鋼焊接成骨架,骨架中間為方形,鋼板焊接在骨架中間處,用于安裝導柱及氣缸,在方鋼的前后端頭處安裝有托料板,定位板安裝于托料板的側面,對側圍的邊進行定位,傳感器安裝在鋼板上,用于側圍放件后的感應,限位板安裝在鋼板上,導柱通過螺釘安裝在限位板上,鋼筒安裝在底板上,導套固定在鋼筒內,與導柱導向;限位塊為凹形鋼板,安裝在鋼板上,轉接套為工字形圓鋼套,外部中間處與限位塊配合,內部螺紋與氣缸連接,支撐板安裝在底板上,氣缸安裝于支撐板的上部,至此氣缸可通過轉接套將方鋼骨架舉起收回。舉升裝置分解圖和舉升裝置剖視圖如圖1、圖2所示。
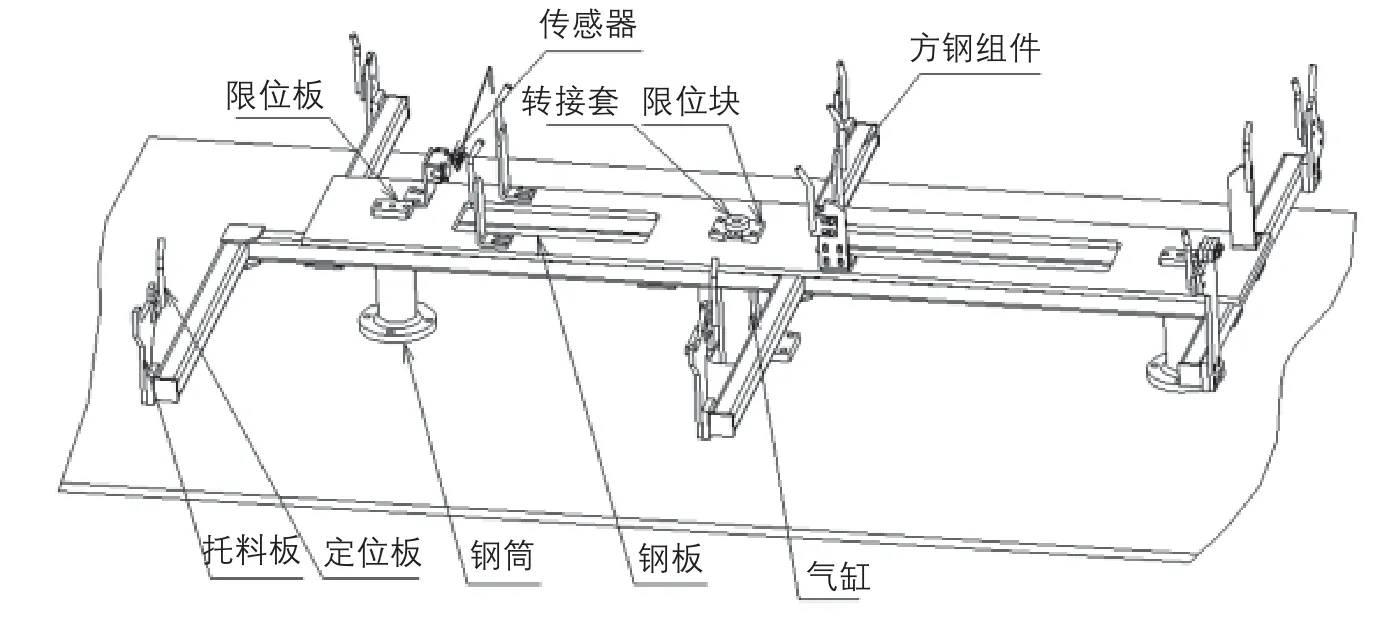
圖1 舉升裝置分解圖

圖2 舉升裝置剖視圖
定位裝置

圖3 定位裝置軸測圖
定位裝置由定位銷、傳感器、支撐塊、支板、墊塊、轉接板1、轉接板2組成,支板固定在夾具的底板上,轉接板1安裝在支板上,傳感器、支撐塊、定位銷、轉接板2均安裝在轉接板1上,傳感器用于側圍外板定位后的感應及信息傳導,支撐塊用于支撐側圍外板,定位銷安裝于轉接板2上,通過墊片調整轉接板2及定位銷的位置。定位裝置軸測圖如圖3所示。
夾緊裝置
夾緊裝置由定位支板、轉接板、支撐塊、夾緊塊、旋轉塊、氣缸組成,支板安裝在夾具的底板上,轉接板與支板連接,支撐塊安裝于轉接板上,用于側圍外板的支撐,夾緊塊與旋轉塊固定在一起,旋轉塊上的圓孔與轉接板上部的圓孔同軸通過螺釘、螺母固定。夾緊塊上的圓孔與氣缸上部的圓孔同軸通過螺釘、螺母固定,氣缸通過側面的圓孔與轉接板下部的圓孔同軸通過螺釘、螺母固定,通過氣缸推力的作用,通過三軸的關系,將夾緊塊閉合或張開,用于側圍外板的固定與取出。夾緊裝置軸測圖如圖4所示。
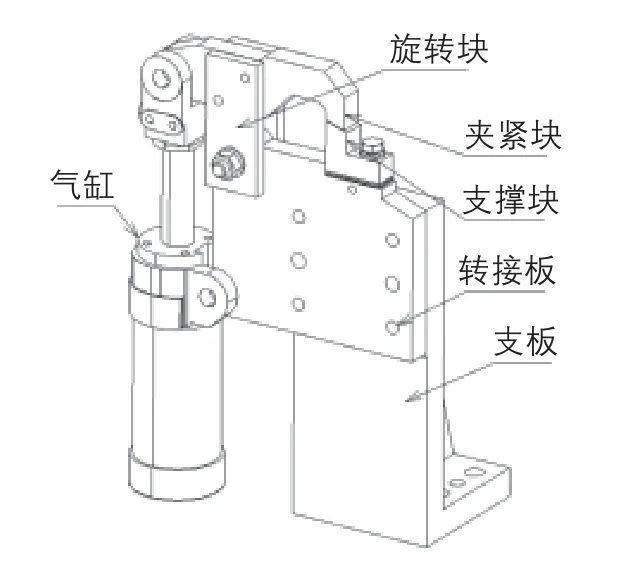
圖4 夾緊裝置軸測圖
沖孔裝置
沖孔裝置由沖孔組件與推送組件兩部分組成。沖孔組件通過支座與推送組件的支撐板固定,上部為沖孔組件、下部為推送組件。沖孔裝置軸測圖如圖5所示。
氣動裝置、導向滑軌1、傳感器1、傳感器2、凹模套、廢料盒安裝于支架上,轉接套一側與氣動裝置通過螺紋連接,另一側通過固定板固定在底座的上部,沖頭組件安裝于底座的下部,導向滑塊1安裝于底座的側面,與導向滑軌1進行配合滑動。支架通過銷釘固定在支座上。支架Z向的角度可以依靠圖6中的d角控制,支架X向的角度可以依靠圖6中的D角控制,高度方向可以依靠支座的高度進行控制。由此,沖孔裝置可以進行3個角度的控制,完成不同方向孔的沖制。

圖5 沖孔裝置軸測圖

圖6 沖孔裝置支座向視圖
傳感器3、導向滑軌2、限位塊、傳感器4、氣缸安裝板1安裝在底板上,轉接塊安裝在支撐板上,導向滑塊2安裝于支撐板的下部,推動氣缸的尾部與氣缸安裝板1連接,頭部通過氣缸安裝板2與支撐板連接在一起,導向滑塊2在導向滑軌2上配合滑動。
當處于非工作狀態時,支撐板與傳感器3接觸,指示棒在傳感器1的位置上。板件放入后,推動氣缸將支撐板拉回,支撐板在導向滑軌2上滑動,當轉接塊與限位塊接觸,支撐板與傳感器4接觸后,氣動裝置開始推動底座、指示棒及沖頭組件在導向滑軌1上向前運動,當指示棒運動到傳感器2上方時停止運動,沖頭組件與凹模套完成產品件上孔的沖制。
沖制完成后,氣動裝置拉動沖頭組件向上運動,當指示棒在傳感器1上方時停止運動,此時氣缸推動支撐板向前運動,沖孔組件隨之向前運動,當支撐板與傳感器3接觸時,氣缸停止推動,此時可將產品件取出,完成一個沖程運動。
工作原理
當側圍放在舉升器上,感應裝置與側圍外板接觸后,舉升裝置在導柱導向作用下向下運動,側圍外板通過定位裝置上的孔進行精確定位,當側圍外板與托料板及定位裝置上的感應器接觸后,夾緊裝置將側圍外板夾緊固定在本裝置上,沖孔裝置上的推拉氣缸及沖孔裝置被拉到工作位置,傳感器感應后,沖孔裝置完成新增孔的沖制;當沖孔完成后通過傳感器的控制,推拉氣缸將沖孔裝置推離工作位置,夾緊器松開,舉升器將側圍外板舉起,完成一次沖制動作,如圖7所示。

圖7 沖孔夾具軸測圖
結束語
通過對側圍外板新增孔及沖孔夾具結構的研究與應用,采取在夾具上增加沖孔裝置,實現了側圍外板新增孔在夾具上的沖制。該沖孔裝置,避免了已鑄造模具實物的報廢,節省了工裝的開發費用,降低了工裝的開發周期,本車型的側圍外板模具一套重量為33.1t,節約的費用在149萬元,左右側圍共計298萬元,將此技術應用于同類產品上便會大大降低整車白車身的開發成本,同時也避免了資源的浪費。
