金剛石飛切單晶硅的切削力模型及試驗研究
2016-06-23 03:20:28閆艷燕王潤興
中國機械工程 2016年4期
閆艷燕 王潤興 趙 波
河南理工大學,焦作,454000
金剛石飛切單晶硅的切削力模型及試驗研究
閆艷燕王潤興趙波
河南理工大學,焦作,454000
摘要:首先對金剛石飛切單晶硅的加工特點進行分析,建立了未變形切屑厚度模型及材料去除類型的理論判定條件;然后推導出了適合金剛石飛切加工特點和單晶硅材料特性的數學預測模型;最后進行了切削力正交試驗,并通過切削力試驗值與模型計算值對比驗證了切削力模型的合理性。同時根據試驗結果總結了各主要加工參數(切深ap、進給量f、主軸轉速n)及其產生的最大未變形切屑厚度hmax對切削力的影響規律。
關鍵詞:單晶硅;金剛石飛切;切削力模型;未變形切屑厚度
0引言
單晶硅具備優良的物理化學特性,不僅是各種微機電器件的主要襯底材料,而且還是一種十分重要的紅外光學材料,具有巨大的實用價值,對其進行機械精密超精密加工方面的研究從未中止。程祥等[1]對單晶硅進行了微細塑性銑削試驗,探索了加工環境和加工參數對單晶硅延性域切削的影響。Xie等[2]利用金剛石的磨削作用在單晶硅片上加工出了高質量的微槽結構等。利用金剛石飛切技術對單晶硅片進行線性微槽類結構形貌加工是一種新的探索,金剛石飛切對于線性槽微結構和由多條相交線組成的微槽結構陣列、重復性的棱柱矩陣的加工有獨特的優勢[3-4]。
切削力作為單晶硅超精密切削加工過程中主要特征參數之一,具有很重要的研究意義。在對單晶硅的切削力研究中,程軍等[5-6]發現了單晶硅微磨削力與未變形切屑厚度、晶格常數的關系,并建立了磨削力預測模型。Yan等[7]對單晶硅實現了超精密金剛石刀具切削,并研究了加工中刀具的磨損規律以及刀具磨損對磨削力的影響。郭兵[8]基于微切削理論建立了切削力數學模型。劉勇等[9]根據金剛石飛切加工特點,建立了剪切面、剪切角的變化規律模型。這些模型較多地關注金剛石飛切加工的獨特特點,卻對材料本身(尤其是脆性材料)的特性對加工過程中的影響情況關注較少,因此有必要結合金剛石飛切技術的加工特點,建立適合單硅材料加工特性的切削力模型。
基于以上所述,本文首先對單晶硅材料切削特性進行分析,建立了金剛石飛切特征下未變形切屑厚度模型及材料去除類型的理論判定條件;然后推導出了適合金剛石飛切加工特點和單晶硅材料特性的數學預測模型;最后進行了單晶硅片在金剛石飛切加工下切削力正交試驗,并通過實測切削力數據與模型計算值對比,對切削力模型進行了驗證,總結了各主要加工參數對單晶硅金剛石飛切過程中切削力的影響規律。
1用金剛石飛切單晶硅時切削力模型的建立
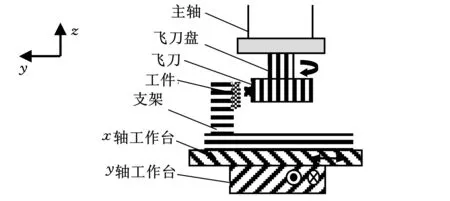
(a)金剛石飛切裝置示意圖
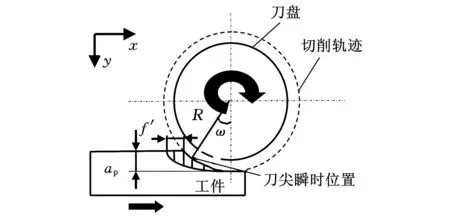
(b)金剛石飛切加工運動示意圖圖1 金剛石飛切加工原理示意圖
金剛石飛切加工裝置及原理示意見圖1。金剛石飛切單晶硅是一種單點微納米級切削加工方法,類似于特定幾何形狀的單顆粒磨削,加工過程有摩擦階段、耕犁階段及形成切屑階段三個階段存在[6,10]。而且由于單晶硅幾乎為完美的胡克材料[1],為簡化模型,可忽略單晶硅彈性變形即摩擦階段對切削力造成的影響。所以本文以單晶硅片為受力對象,研究其耕犁階段和形成切屑階段的受力情況。為方便選擇單晶硅材料的物理機械參數,可根據等效剛度原理,取單晶硅各機械等效特性,將其簡化為各向同性材料[11]。同時需要說明的是,本文中切削厚度為納米級,故必須考慮到切削刃刃口半徑,而實際參與切削加工的刀體部分為刀尖圓弧切削刃。
1.1單晶硅機加工特性分析
1.1.1單晶硅晶間、晶內破壞應力
Cheng等[6]在對單晶硅的磨削加工試驗研究中,提出了晶間斷裂和晶內斷裂這兩種不同破壞方式下應力的數學表達式:
σ=σch>a0
(1)
σ′=k1σg+k2σch≤a0
(2)
式中,σc為單晶硅晶格間的破壞應力;σg為晶內破壞應力;k1、k2為不同模式下的系數(詳細推導及參數可參見文獻[6,12]);h為未變形切屑厚度;a0為單晶硅晶格常數。
1.1.2單晶硅延性域臨界切削厚度
通過文獻[10,13]的理論分析和文獻[1]針對單晶硅的試驗加工結果,可知單晶硅的臨界延性域切削深度dc可由下式來表達:
(3)
式中,ψ為量綱一常數,數值約為0.15;E為單晶硅彈性模量;H為單晶硅材料硬度;Kc為單晶硅斷裂韌性。
根據式(3),試驗中所采用的單晶硅臨界延性域切削深度dc經計算約為9nm。根據金剛石飛切加工的軌跡特點,其切削深度dc并不是飛刀徑向切削深度,而是切削方向上的切削厚度h,對應的臨界切削厚度值在本文中用hc表示,并以此作為界定單晶硅去除模式的理論參考值。
1.2未變形切屑厚度幾何模型與瞬時單位切削截面積ds的分析
1.2.1未變形切屑厚度幾何模型
由于未變形切屑厚度直接影響著被加工材料的去除類型,且以未變形切屑厚度h值作參考依據,可以合理選擇各個加工參數使單晶硅材料進行延性域去除,故未變形切屑厚度是選擇加工參數和決定加工質量的重要參考因素之一。
根據飛刀的切削軌跡給出單晶硅金剛石飛切下的未變形切屑厚度幾何模型如圖2所示。在轉角為ωi時,瞬時未變形切屑厚度hi為圖中虛線圓半徑被陰影部分覆蓋的長度。
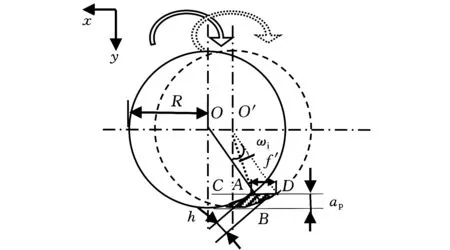
圖2 未變形切屑厚度幾何模型
由于未變形切屑厚度h隨著轉角ω的變化而周期性變化,則由未變形切屑厚度與各參數的幾何關系可得到未變形切屑厚度與飛刀轉角的函數關系如下:

(4)
而當ωa≤ωi≤arccos[(R-ap)/R]=ωb時,函數關系為
(5)

根據式(4)、式(5),未變形切屑厚度h可由切削半徑R、每轉進給量f′及切削深度ap三個參數決定,即以其函數關系為依據,可通過改變這三個參數值來控制h值大小,且當每個周期內最大的未變形切屑厚度hmax小于臨界切削厚度hc時,理論上可實現對單晶硅材料的延性域去除。
1.2.2瞬時單元切削截面積ds
由金剛石飛切的運動特點可知,不同的轉角ω下,瞬時切削深度api(api=R-(R-ap)/cosωi)及未變形切屑厚度hi都不同。在某一固定轉角ωi下,金剛石飛切下切削面積幾何模型如圖3所示。由其幾何關系可知:
ds=4r2cos2αidαi
(6)
式中,r為刀尖圓弧半徑;αi為切削刃弧度角。
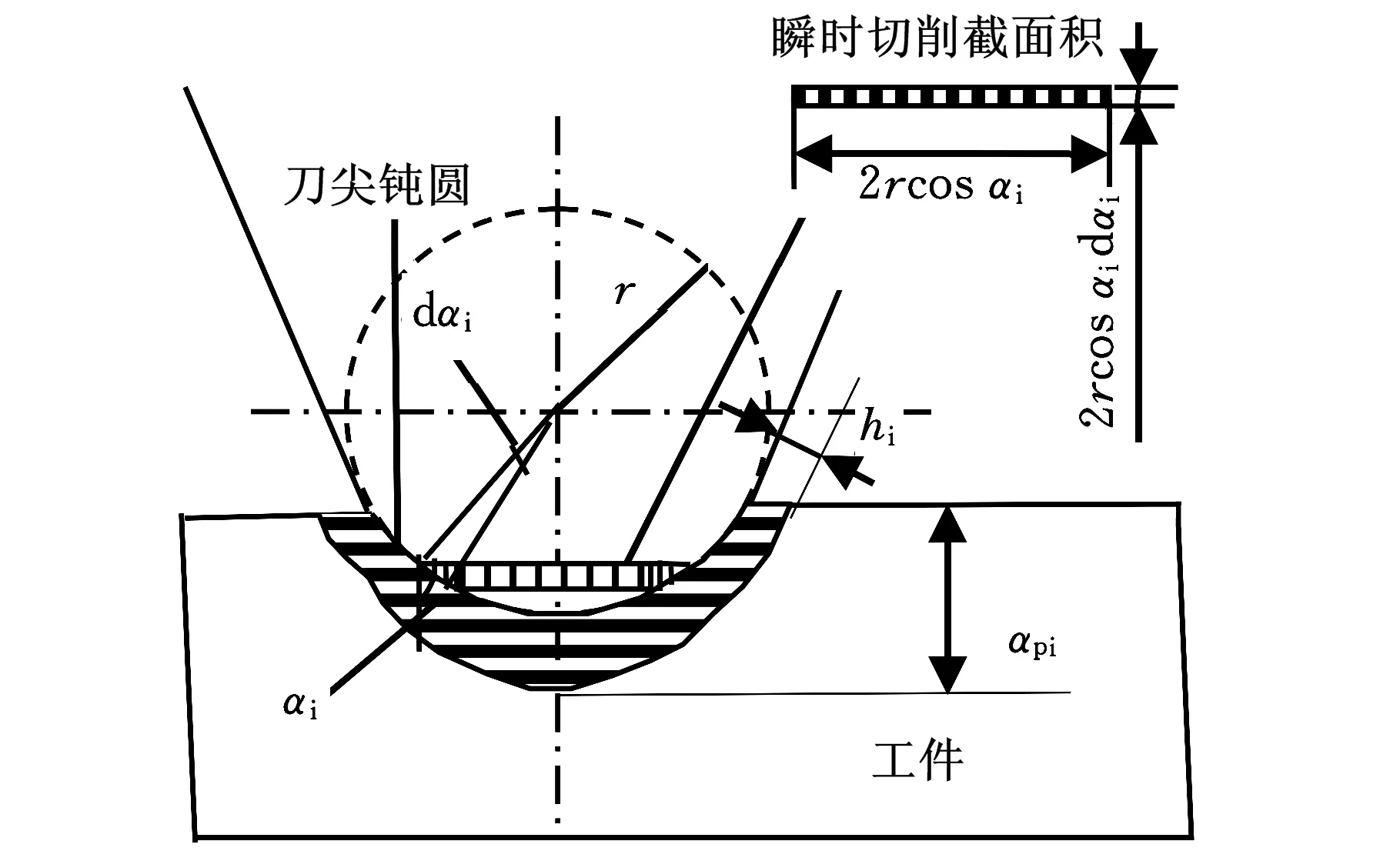
圖3 瞬時切削截面積幾何模型
1.3瞬時切削力與平均切削力的推導
由于金剛石飛切加工采用的切削量為微納米級,故必須考慮切削刃鈍圓的影響,根據其加工特點,建立如圖4所示的單晶硅金剛石飛切過程中瞬時切削力幾何模型。
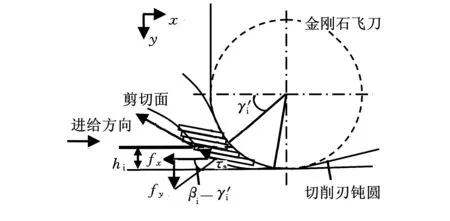
圖4 瞬時切削力幾何模型
1.3.1瞬時工作前角分析

(7)
式中,r′為切削刃鈍圓半徑。
1.3.2瞬時切削力函數的建立
根據Park等[14]對被加工材料被塑性去除時切削力的討論,可由式(4)~式(7)推導出單晶硅在金剛石飛切下塑性切削時的瞬時切削力公式如下:
(8)
式中,βi為瞬時摩擦角;γi為瞬時前角;τs為單晶硅片的剪切強度。
當被加工材料處于耕犁階段時,可分兩種情況,當hi>a0時,基于式(1),推導得到單晶硅在金剛石飛切下的瞬時切削力分力為
(9)
當hi≤a0時,基于式(2)推導出瞬時切削力公式為
(10)
式中,μ為耕犁摩擦因數。
根據式(8)~式(10)可計算出飛刀瞬時轉角為ωi時的瞬時切削力,而不能描述整個周期的切削力,故仍需要計算整個周期的平均切削力。
1.3.3平均切削力數學模型
(11)
通過MATLAB軟件對式(4)~式(11)進行程序編輯,則只需輸入參數值,即可得到不同參數組合下切削力的計算值。
2單晶硅飛切試驗及討論
2.1試驗條件及方案
單晶硅切削力測試試驗系統原理如圖5a所示。試驗加工設備主軸轉速可達到10 kr/min,工作臺進給精度可達到1 mm/min,可實現每轉亞微米級進給;測力儀器為9256C2的KISTLER三向測力儀,可測誤差小于0.001 N的力;工件為單晶硅:直徑為(50±0.3)mm、厚度為(2±0.001) mm、N型、晶向<111>;金剛石刀具參數為:前端角55°,前角0°,后角7°,刀尖鈍圓半徑0.01 mm,切削刃刃口半徑10 nm左右;切削方式為:仿形法、逆切、干切。試驗加工現場如圖5b所示。試驗方案如表1所示。
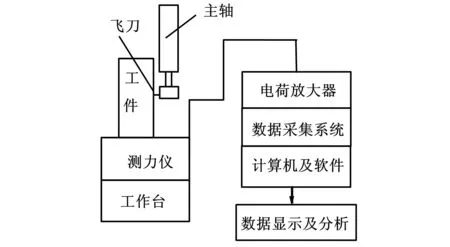
(a)切削力測試系統原理圖
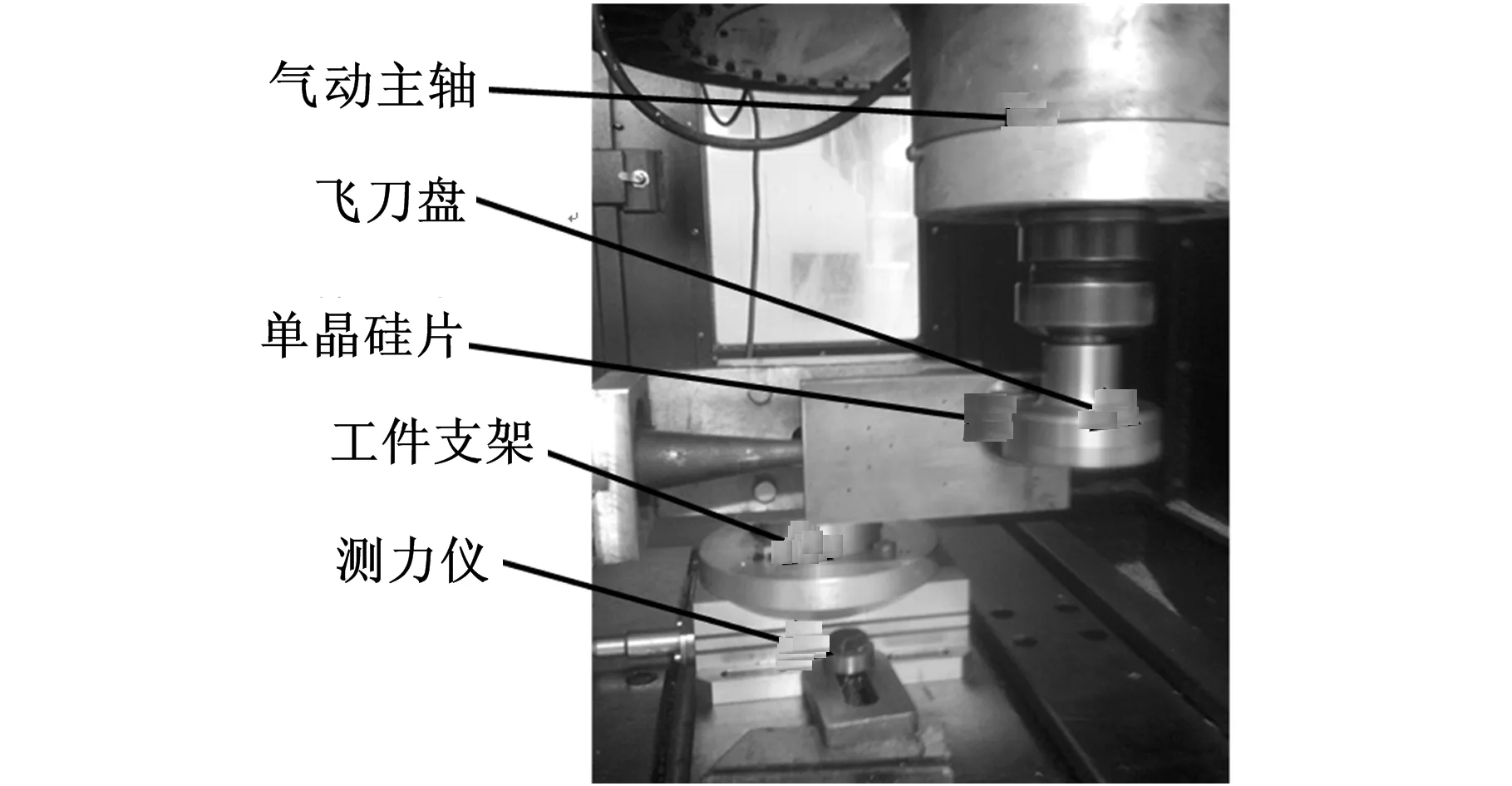
(b)加工現場圖5 切削力測量系統原理及加工現場
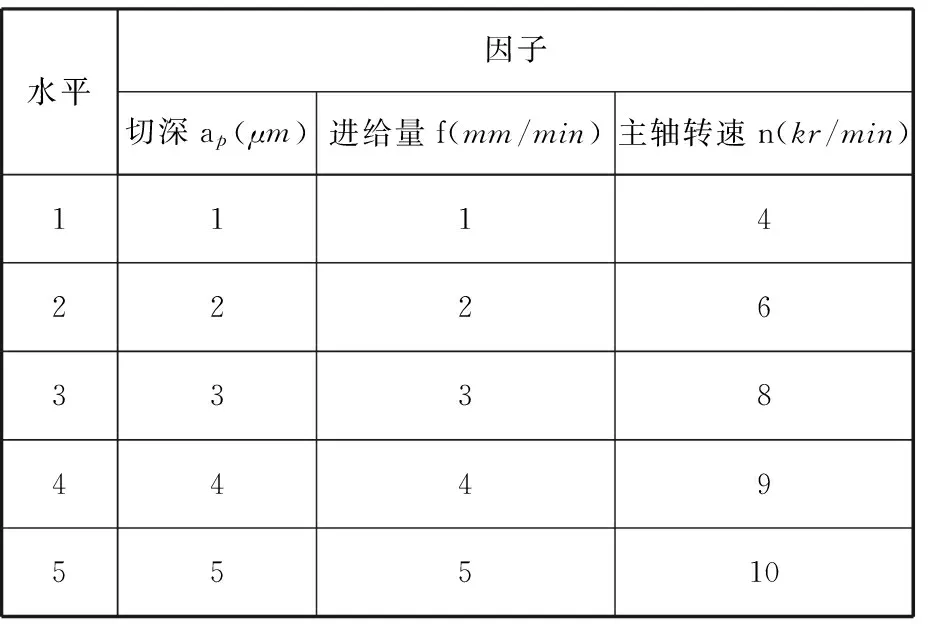
水平因子切深ap(μm)進給量f(mm/min)主軸轉速n(kr/min)111422263338444955510
2.2試驗結果及分析
由于試驗中切削力非常小,機床振動等因素干擾會“淹沒”切削力,故試驗數據必須經過測力儀軟件自帶的濾波功能進行修正處理。通過正交試驗共得到25組試驗數據,每組試驗重復5次,并將每組試驗結果的平均值作為該組試驗值,以保證試驗數據的可靠性。
2.2.1模型驗證
由于所建切削力模型只適合于材料在延性域去除模式下的情況,所以將厚度值hmax是否小于hc作為模型適用的判定條件。
為驗證此判定條件,對加工后微槽進行了超景深顯微鏡觀測,圖6a為第3組(n=4000r/min,f=3mm/min,ap=3μm)和第4組(n=4000r/min,f=4mm/min,ap=4μm)試驗微槽形貌,兩組的hmax分別為9.0nm、12.56nm,很顯然后者大部分都為脆性去除;進一步觀察第3組的SEM照片(圖6b)發現,該微槽幾乎沒有邊緣崩裂現象,槽底有微量的破碎,總體上是以塑性去除為主。而且其他微槽的情況與這兩種類型基本相似。所以以理論未變形厚度hc為本模型的判定條件是基本合理的。
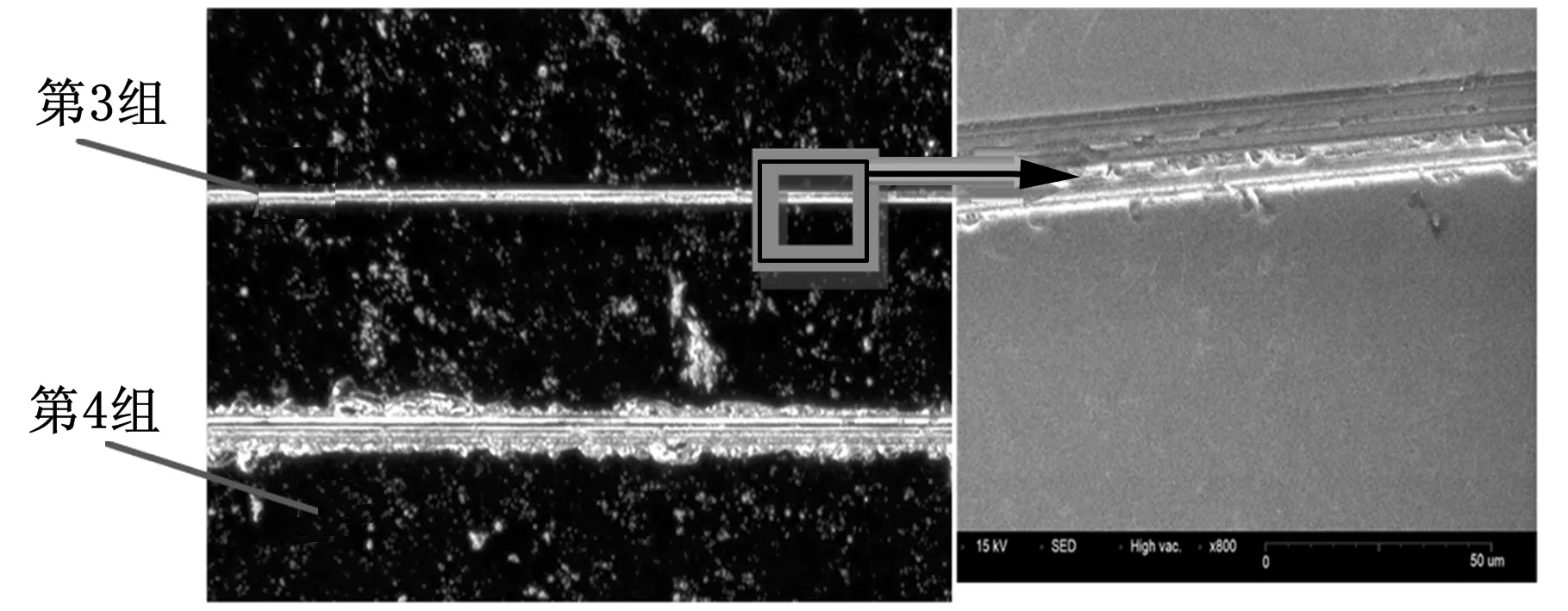
(a)微槽形貌(b)第3組微槽SEM照片圖6 加工效果對比
為了直觀地對試驗值和計算值(共20組)進行分析,分別作出了fx、fy兩分力的對比直方圖,如圖7所示。
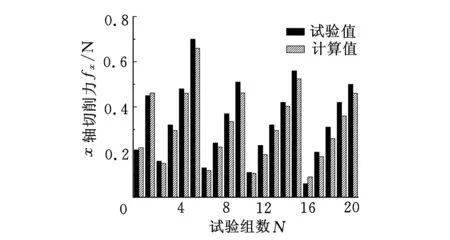
(a)fx的分布直方圖
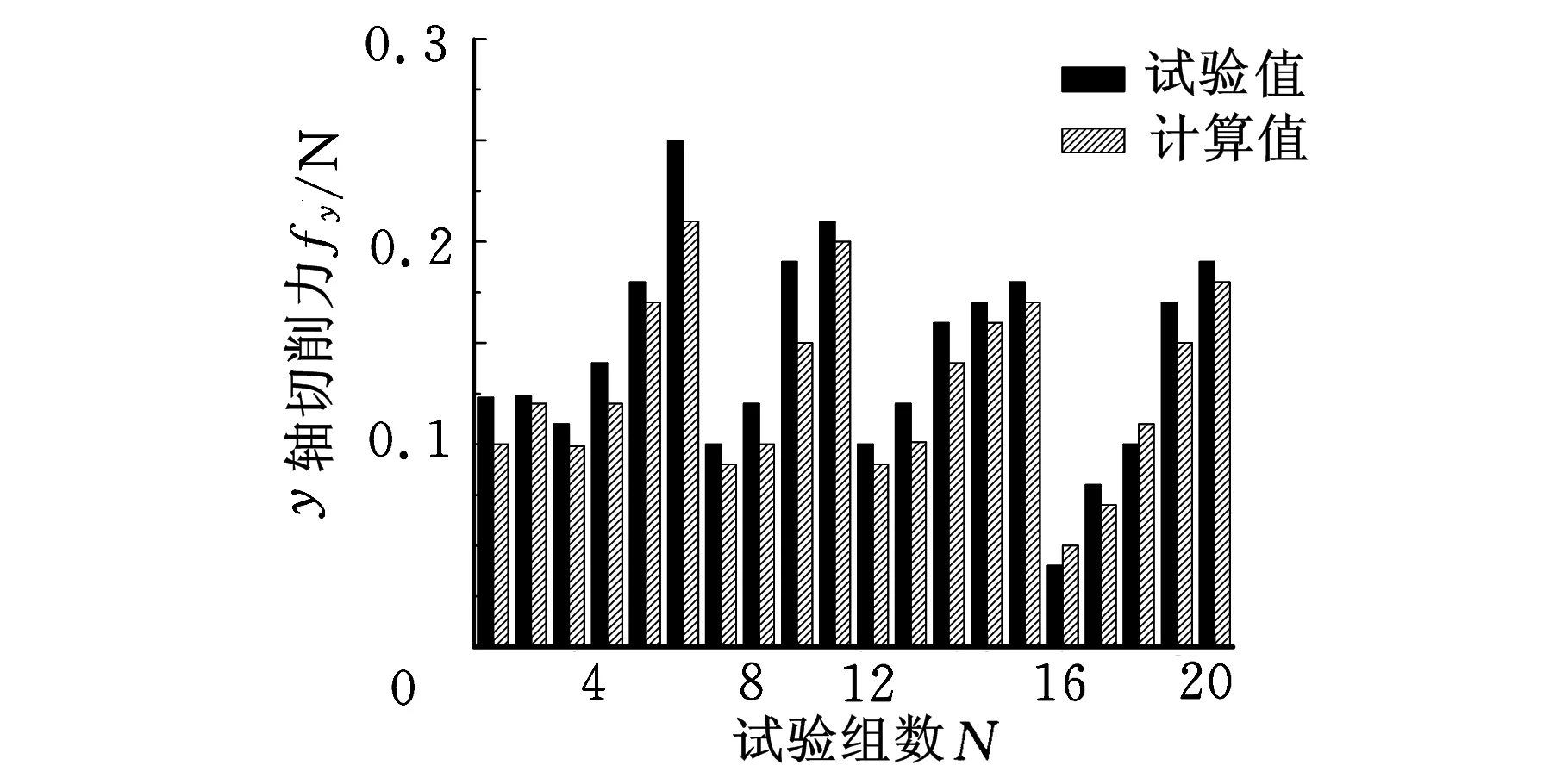
(b)fy的分布直方圖圖7 切削力試驗值與計算值對比直方圖
由圖7可知,模型計算值和試驗值的大小變化趨勢是一致的,而且從數據統計中得到兩者平均誤差分別為9.9%和14.1%,不超過20%。雖然存在一定的誤差,但總體說明所建模型具有一定的合理性,對單晶硅片在金剛石飛切下加工參數的合理選擇及塑性去除切削力產生機理的分析都具有一定的指導意義。
2.2.2加工參數對切削力影響規律
試驗中,分別統計了每個參數在其同一水平下的5組切削力的期望值,并將其近似作為此參數該水平下的切削力,結果如圖8所示,分別給出切削力與三個主要加工參數(n,f,ap)以及每組試驗參數對應的最大未變形切屑厚度值hmax的關系曲線。
從圖8a可觀察到切削力隨著主軸轉速n的增大而減小,但同時切削力的減小率也逐漸降低;從圖8b可看出切削力隨進給量f的增大而增大,同時增長率有增長的趨勢;從圖8c的觀察可以看出,切削深度ap對切削力的影響規律與進給量f對切削力的影響相類似,但可看出其值過小時對切削力的影響并不明顯;從圖8d可知,切削力隨著未變形切屑厚度的增大而不斷增大,同時發現hmax從9nm附近開始,切削力相較之前迅速增大,這跟材料加工機理從延性域去除轉變到脆性破壞去除有關。
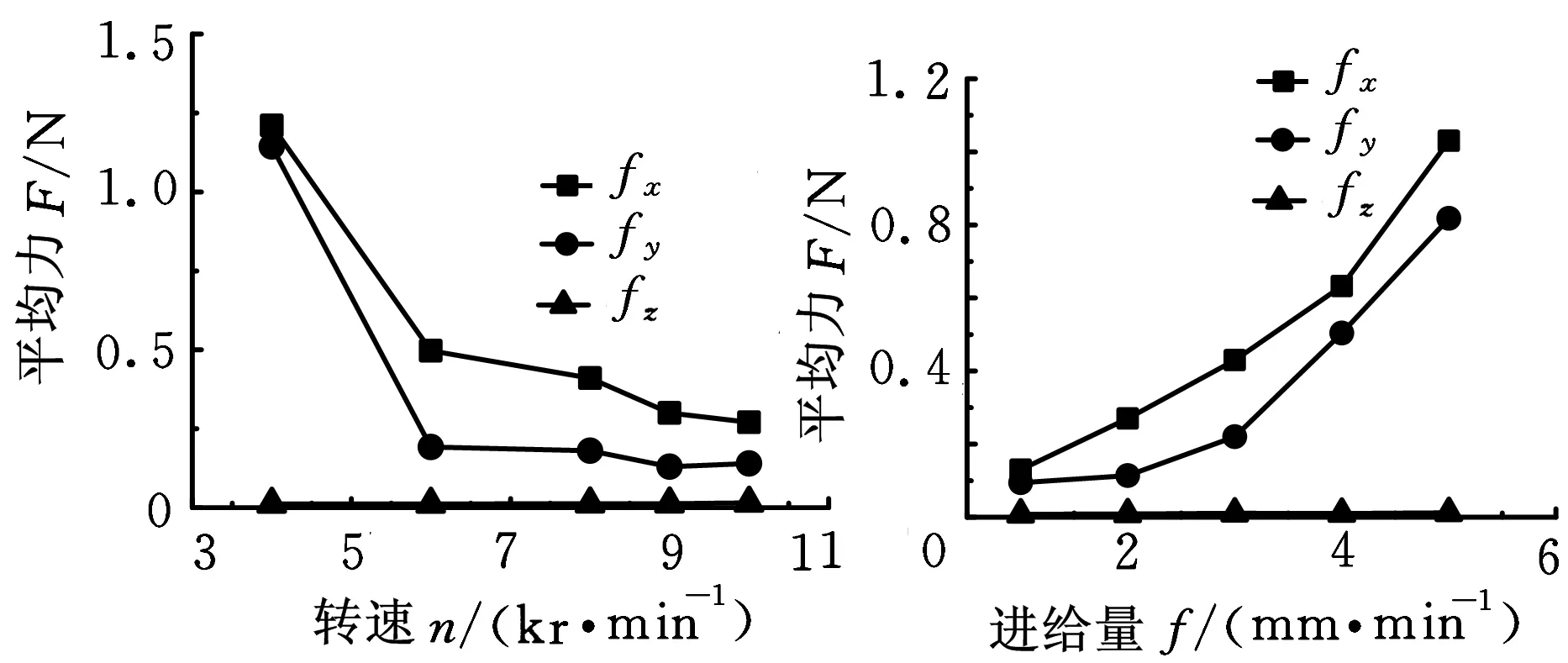
(a)主軸轉速n對切削力的影響(b)進給量f對切削力的影響
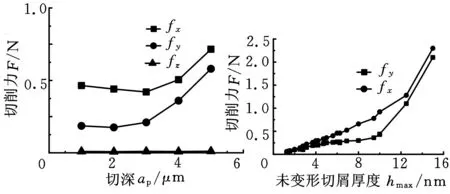
(c)切深ap對切削力的影響(d)未變形切屑厚度hmax對切削力的影響圖8 加工參數對切削力的影響曲線
此外,在分析加工參數對切削力的影響程度時,試驗結果顯示:在主軸轉速、進給量和切深分別以1kr/min、1μm和1mm/min參數增大或減小作為變化量的前提下,進給量對切削力的變化影響最大,主軸轉速次之,切深最小。
3結語
本文基于對未變形切屑厚度以及金剛石飛切技術加工特點的分析,建立了適合單晶硅材料特性的切削力預測模型。經試驗驗證,該模型具有一定的合理性,可作為對單晶硅在該加工手段下塑性去除切削力的預估和分析控制的重要理論依據。
單晶硅金剛石飛切切削力試驗結果表明:單晶硅所受切削力隨著主軸轉速n的增大、進給量f與切削深度ap的減小而不斷減小,變化率也在不同程度地減小;當hmax大于hc時,切削力會迅速增大;同時各切削對切削力的影響程度從大到小為:進給量f,主軸轉速n,切深ap。
另外,在切削力模型計算過程中發現,當未變形切屑厚度h接近晶格常數a0時,切削力計算值有不減反增的數值現象。但由于在本文加工條件下,每周期中最大未變形切屑厚度hmax最小只能達到1.25nm,遠大于a0,而瞬時未變形切屑厚度hi小于a0時的瞬時切削力不能從測量試驗數據中準確地獲得其對應值,即無法進行試驗驗證,所以在金剛石飛切加工技術下的晶內破壞理論還亟待進一步試驗研究。
參考文獻:
[1]程祥,高斌,楊先海,等.微細塑性銑削單晶硅實驗研究[J].山東理工大學學報(自然科學版),2012,26(4):53-55.
ChengXiang,GaoBin,YangXianhai,etal.ExperimentalStudyontheDuctile-modeMicromillingofSingleCrystallineSilicon[J].JournalofShandongUniversityofTechnology(NaturalScienceEdition),2012,26(4):53-55.
[2]XieJ,XieHF,LiuXR,etal.DryMicro-groovingonSiWaferUsingaCoarseDiamondGrinding[J].InternationalJournalofMachineTools&Manufacture,2012,61:1-8.
[3]趙清亮,郭兵,楊輝,等.金剛石飛切加工微結構表面的工藝參數優化[J].光學精密工程,2009,17(10):2512-2519.
ZhaoQingliang,GuoBing,YangHui,etal.TechnologicalParameterOptimizationofMicrostructuredSurfacesbyDiamondFly-cutting[J].OpticsandPrecisionEngineering,2009,17(10):2512-2519.
[4]DaviesMA,EvansCJ,PattersonSR.ApplicationofPrecisionDiamondMachiningtotheManufactureofMicrophotonicsComponents[J].SPIE,2003,5183:94-108.
[5]程軍,王超,溫雪龍,等.單晶硅微尺度磨削材料去除過程試驗研究[J].機械工程學報,2014,50(17):194-200.
ChengJun,WangChao,WenXuelong,et.al.ExperimentalInvestigationonMaterialRemovalProcessforMicro-grindingofSingleCrystalSilicon[J].JournalofMechanicalEngineering,2014,50(17):194-200.
[6]ChengJ,GongYD,ExperimentalStudyofSurfaceGenerationandForceModelinginMicro-grindingofSingleCrystalSiliconConsideringCrystallographicEffects[J].InternationalJournalofMachineTools&Manufacture,2014,77:1-15.
[7]YanJiwang,SyojiK,TamakiJ.SomeObservationsontheWearofDiamondToolsinUltra-precisionCuttingofSingle-crystalSilicon[J].Wear,2003,255:1380-1387.
[8]郭兵.微結構表面的金剛石飛切加工研究[D].哈爾濱:哈爾濱工業大學,2008.
[9]劉勇,尹自強,李圣怡,等.微槽結構單點金剛石飛切加工的切削力建模[J].國防科學技術大學學報,2014,36(2):175-180.
LiuYong,YinZiqiang,LiShengyi,etal.CuttingForceModelforFabricationofMicrogroobvesbySinglePointDiamondFlycutting[J].JournalofNationalUniversityofDefenseTechnology,2014,36(2):175-180.
[10]MalkinS,HwangTW.GrindingMechanismforCeramics[J],Ann.,CIRP.,1996,45(2):569-580.
[11]ZhangXu,LiHao,XiaoDingbang,etal.ExperimentalStudyontheEquivalentMechanicalPropertiesofSingleCrystalSilicon[J].ChineseJournalofSensorsandActuators,2012,25(8):1059-1063.
[12]HughesDA,LiuQ,ChrzanDC,etal.ScalingofMicrostructuralParameters:MisorientationsofDeformationInducedBoundaries[J].ActaMater.1997,45(1):105-112.
[13]ChengX,NakamotoK,SugaiM,etal.DevelopmentofUltra-precisionMachiningSystemwithUniqueWireEDMToolFabricationSystemforMicro/Nanomachining[J].CIRPAnnals,2008,57(1):415-420.
[14]ParkHW,LiangSY,ChenR.MicrogrindingForcePredictiveModellingBasedonMicroscaleSingleGrainInteractionAnalysis[J].InternationalJournalofManufacturingTechnologyandManagement,2007,25(12):1-3.
(編輯王艷麗)
CuttingForceModelandExperimentsofSingleCrystalSiliconunderDiamondFly-cutting
YanYanyanWangRunxingZhaoBo
HenanPolytechnicUniversity,Jiaozuo,Henan,454000
Abstract:The processing characteristics of single crystal silicon under diamond fly-cutting were analyzed herein,and the mathematical model for the undeformed chip thickness and the theoretical determinant criteria which may distinguish the types of materials removal were built separately,then the mathematical prediction model of the cutting force was established, which befits both the traits of diamond fly-cutting technology and the material properties of single crystal silicon, finally the cutting forces were measured through the cutting orthogonal experiments of the silicon wafer under the diamond fly-cutting.As a result, the rationality of cutting force model was proved by comparing the calculated values and the experimental measured values of cutting force, meanwhile, the influence rules of the largest undeformed chip thickness hmaxand the main working parameters on cutting forces were summarized based on the experimental results.
Key words:single crystal silicon;diamond fly-cutting;cutting force model;undeformed chip thickness
收稿日期:2015-02-16
基金項目:國家自然科學基金資助項目(51205112)
中圖分類號:TG501.3
DOI:10.3969/j.issn.1004-132X.2016.04.015
作者簡介:閆艷燕,女,1979年生。河南理工大學機械與動力工程學院副教授。研究方向為硬脆材料精密超精密加工。獲國家發明專利3項。發表論文20余篇。王潤興,男,1988年生。河南理工大學精密與特種加工技術與裝備實驗室碩士研究生。趙波,男,1956年生。河南理工大學機械與動力工程學院教授、博士研究生導師。
