一種異形支架焊裝車削的加工改進(jìn)
2016-07-05 02:48:21孟祥喜胡中輝張全民
企業(yè)技術(shù)開發(fā)·中旬刊 2016年4期
關(guān)鍵詞:改進(jìn)
孟祥喜 胡中輝 張全民
摘 要:高壓開關(guān)設(shè)備中的黑色金屬焊接異形支架零件焊接后要求加工精度高,多用于傳動(dòng)部位,對零件加工的尺寸精度、粗糙度要求較高,傳統(tǒng)的加工方式有諸多缺陷,文章對該加工方式進(jìn)行了改進(jìn)。
關(guān)鍵詞:異形;支架焊裝車削;加工;改進(jìn)
中圖分類號:TH112.7;TG751.1 文獻(xiàn)標(biāo)識碼:A 文章編號:1006-8937(2016)11-0009-02
1 支架焊裝
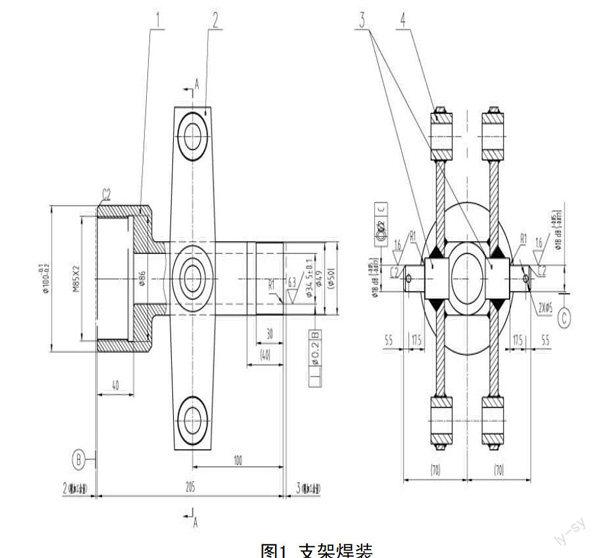
高壓開關(guān)設(shè)備中的黑色金屬焊接異形支架零件,如圖1所示,焊接后要求加工精度高,多用于傳動(dòng)部位,對零件加工的尺寸精度、粗糙度要求較高。常規(guī)加工方式是采用先進(jìn)的復(fù)合中心加工,但是由于結(jié)構(gòu)復(fù)雜,在加工中心加工仍需要多次裝卡。對于該類異形支架焊裝,在加工中心加工深孔已經(jīng)有較大難度,況且還需要再加工兩處精密外圓,精密外圓加工不是加工中心的強(qiáng)項(xiàng),精度難以保證,效率較低。因此,常規(guī)方式難以實(shí)現(xiàn)。為有效解決這一生產(chǎn)難題,彌補(bǔ)加工中心短板,需要在車床開發(fā)一種簡潔、高效的加工方式。
2 零件的加工難點(diǎn)分析
①165深Φ34.5內(nèi)孔粗糙度Ra6.3難以保證,加工效率較低,且呈明顯錐度。
②該零部件為異型件,常規(guī)車削加工時(shí)轉(zhuǎn)速不能太高,否則不安全且Φ18(-0.05,-0.077 mm)外圓加工后成為橢圓,粗糙度不合格。
③內(nèi)孔加工后由于粗糙度不合格,經(jīng)常需要鉗修,鉗修費(fèi)時(shí)費(fèi)力。
3 制定改進(jìn)方案
制作一套異形支架焊裝在車床加工的車具,用于精密、高效加工該類支架焊裝的深孔和精密外圓加工。技術(shù)方案如下:
①設(shè)計(jì)一種配重可調(diào)、高效車具,使零部件轉(zhuǎn)動(dòng)時(shí)達(dá)到動(dòng)平衡,減小振動(dòng)提高轉(zhuǎn)速,從而在普通車床實(shí)現(xiàn)外圓高效和精密加工。
②改進(jìn)兩頂裝卡方式為一夾一頂,進(jìn)一步提高系統(tǒng)剛性,減小振動(dòng)。
③設(shè)計(jì)一種車刀,采用特制調(diào)質(zhì)刀桿,采用YT15可裝卸刀片,提高超長深孔加工刀具剛性及加工效率,并配合刀片刃磨到適合加工的角度,保證粗糙度合格。
④設(shè)計(jì)一種車具,解決采用傳統(tǒng)裝卡方式造成的深孔加工時(shí)切屑排屑不暢問題,提高加工效率。
4 方案實(shí)施情況
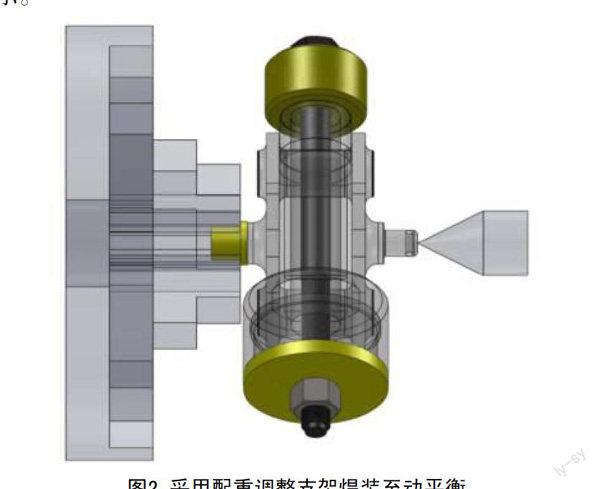
①設(shè)計(jì)一種配重可調(diào)、高效、精密車具,使零部件轉(zhuǎn)動(dòng)時(shí)達(dá)到動(dòng)平衡,同時(shí)改進(jìn)兩頂裝卡方式為一夾一頂方式。如圖2所示。
不采用配重塊,支架焊裝重心不在回轉(zhuǎn)軸線上,兩頂時(shí)支架焊裝總是自然偏向較重一端,主軸旋轉(zhuǎn)時(shí)也會受到這個(gè)偏心質(zhì)量產(chǎn)生的離心力影響發(fā)生振動(dòng)。配重系統(tǒng)包括壓蓋、配重塊、連接螺栓。配重塊及壓蓋上加工有止口,便于快速對中定位及保證轉(zhuǎn)動(dòng)時(shí)不會出現(xiàn)縱向松動(dòng)。
通過現(xiàn)場試驗(yàn),車削配重塊,最終確定合適的配重塊重量,轉(zhuǎn)動(dòng)支架焊裝使其可停在任意位置,即達(dá)到了動(dòng)平衡,可避免銷軸φ18(-0.05,-0.077 mm)尺寸車削后成橢圓狀。轉(zhuǎn)速由原來的160轉(zhuǎn)/min,提高至710轉(zhuǎn)/min,有效提高了切削速度和加工效率,同時(shí)提高了零件加工精度。
同時(shí),采用開口套和頂尖的一夾一頂裝卡方式替代兩頂裝卡方式,進(jìn)一步加強(qiáng)了系統(tǒng)的剛性,減小了振動(dòng),提高了車削時(shí)的安全性。采用開口定位銅套夾緊一側(cè)支架焊裝轉(zhuǎn)動(dòng)軸3,另一側(cè)采用頂尖頂緊,配重車具組件安裝后支架焊裝轉(zhuǎn)動(dòng)達(dá)到動(dòng)平衡狀態(tài),轉(zhuǎn)動(dòng)無明顯顫抖,加工支架焊裝轉(zhuǎn)動(dòng)軸3時(shí)較原來兩頂裝卡方式采用撥叉驅(qū)動(dòng)更可靠。兩頂裝卡方式,如圖3所示,一夾一頂裝卡方式,如圖4所示。
②設(shè)計(jì)一種車刀,采用高剛性合金刀桿,提高超長深孔加工表面質(zhì)量及效率。特制合金刀桿,如圖5所示,空心結(jié)構(gòu)定位胎具,如圖6所示。
常規(guī)工具鋼等刀柄直徑只有φ20左右,剛度不足,在加工φ34深孔時(shí)容易出現(xiàn)顫抖和讓刀,導(dǎo)致φ34精孔加工后刀紋嚴(yán)重,左右兩端φ34孔尺寸大小不一,呈錐形孔。特制硬質(zhì)合金刀桿直徑φ30,剛度足夠減輕了刀桿顫抖和變形。
首先, 車床卡盤卡右端Φ50外圓,車左端Φ100外圓及M85×2螺紋,調(diào)頭卡φ100精車外圓平另一端面保證總長。為加工支架焊裝導(dǎo)向桿1中的φ34±0.1×165深孔準(zhǔn)備定位螺紋。
然后,裝卡定位胎具,將支架焊裝上的M85×2螺紋與定位胎具上M85×2外螺紋擰緊。定位胎具采用空心結(jié)構(gòu),中間為φ35通孔,便于加工φ34±0.1×165深孔時(shí)排出金屬屑。同時(shí),胎具裝卡定位基準(zhǔn)一次加工成型,精度高,且?guī)ё枣i功能。車削加工時(shí),轉(zhuǎn)速由原來的100轉(zhuǎn)/min,提高至240轉(zhuǎn)/min,可提高深孔加工表面粗糙度。采用特制合金刀桿配合經(jīng)過特殊刃磨的YT15刀片加工支架焊裝導(dǎo)向桿1,可保證關(guān)鍵尺寸φ34±0.1 mm,保證粗糙度Ra6.3。支架焊裝導(dǎo)向桿1材質(zhì)為35CrMo棒材,材料硬且粘,常規(guī)工具鋼等切削過程中容易出現(xiàn)刀具刃口磨損,導(dǎo)致加工表面質(zhì)量下降。經(jīng)過特殊刃磨的YT15刀片采用可裝卸結(jié)構(gòu),硬質(zhì)合金刀片YT15加工35CrMo合金鋼避免了刀具頻繁磨損,車刀副切削刃采取8~12 °設(shè)計(jì)更鋒利,如圖7所示。有效減輕了副后刀面的磨損,可裝卸結(jié)構(gòu)可以實(shí)現(xiàn)快速更換刀片,有效減少停工等待時(shí)間,提高了加工效率。如圖8所示。
改進(jìn)前,內(nèi)孔加工后雖經(jīng)過鉗修處理仍然十分粗糙,尺寸及粗糙度不能滿足圖紙和質(zhì)量要求;改進(jìn)后內(nèi)孔一次加工成型,無需鉗修即可滿足要求。改進(jìn)前,如圖9所示。改進(jìn)后,如圖10所示。
③加工參數(shù)前后對比,見表1。
5 結(jié) 語
通過該工藝改進(jìn)課題,采取自制配重工裝,改進(jìn)裝卡工裝和方式,自制刀桿,修磨車刀副切削刃,優(yōu)化切削參數(shù)等一系列措施,解決了異型件,車削時(shí)轉(zhuǎn)速不能太高、外圓加工后成橢圓、粗糙度不合格、加工效率低等問題。 保證深孔加工粗糙度和尺寸精度的同時(shí)提高了加工效率。通過這類支架焊裝的加工研究,為提高異型件的車床工藝能力做出了有益探索。
參考文獻(xiàn):
[1] 解海濱.鍛鋼冷軋輥切削加工工藝改進(jìn)研究[J].機(jī)械設(shè)計(jì)與制造,2008,(5).
猜你喜歡
電腦知識與技術(shù)(2016年24期)2016-11-14 01:49:16
文理導(dǎo)航(2016年30期)2016-11-12 15:19:07
經(jīng)營者(2016年12期)2016-10-21 09:36:17
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 15:44:35
中國科技博覽(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
大學(xué)教育(2016年9期)2016-10-09 08:09:53
科技視界(2016年20期)2016-09-29 13:36:14
企業(yè)導(dǎo)報(bào)(2016年8期)2016-05-31 18:48:53