鐵道客車轉(zhuǎn)向架構(gòu)架焊接工藝與焊接試驗(yàn)
2016-07-06 21:26:20鄭杰
科技尚品 2016年6期
關(guān)鍵詞:焊接工藝
鄭杰
摘 要:傳統(tǒng)的鐵道客車走行部的構(gòu)架各部件之間通過焊接的方式固定在一起,焊接方式及其質(zhì)量都將影響著列車的安全性。本文選取4種材料,通過使用不同的焊接方法和焊絲進(jìn)行試驗(yàn),構(gòu)架完成后再進(jìn)行檢測試驗(yàn)。
關(guān)鍵詞:轉(zhuǎn)向架構(gòu)架;結(jié)構(gòu)特點(diǎn);焊接工藝;焊接試驗(yàn)
1 我國轉(zhuǎn)向架構(gòu)架材質(zhì)及其焊接特點(diǎn)
我國傳統(tǒng)的主型轉(zhuǎn)向架的材質(zhì)為A3鋼即Q235-C普通碳素結(jié)構(gòu)鋼,但是其抗拉強(qiáng)度低,不能減輕構(gòu)架自重以及疲勞強(qiáng)度低,這些缺點(diǎn)都導(dǎo)致它不能適應(yīng)客車高速運(yùn)行的要求。隨著客車的高速化成為了主流研究方向,轉(zhuǎn)向架材料得到了飛速的發(fā)展。
16MnR是壓力容器用鋼,PW-200型客車轉(zhuǎn)向架的橫梁、構(gòu)架等關(guān)鍵部位材質(zhì)為16MnR鋼,南京浦鎮(zhèn)車輛廠和長春客車廠均生產(chǎn)該型轉(zhuǎn)向架。
隨著氫的聚集傾向提高,16MnR鋼焊接接頭的顯微硬度也顯著增大。在不同的硬度下接頭都具有不同的開裂性能。焊接熱輸入的不同將導(dǎo)致開裂能力的變化。所以在焊接過程中我們要控制焊接線能量并進(jìn)行焊后熱處理。
2 結(jié)構(gòu)特點(diǎn)與焊接工藝分析
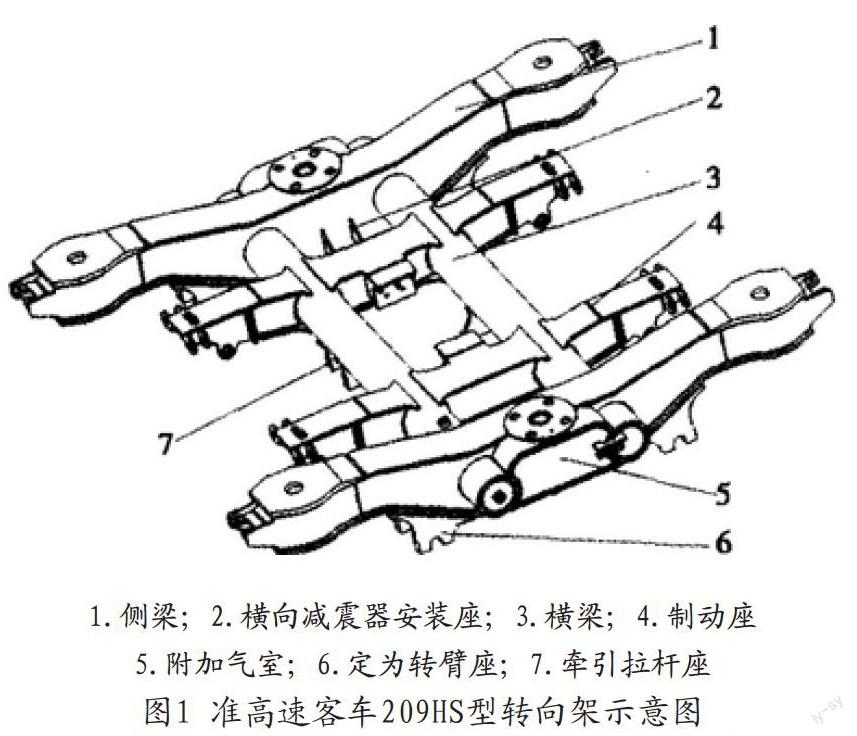
本文以準(zhǔn)高速客車209HS型轉(zhuǎn)向架為例介紹其結(jié)構(gòu)特點(diǎn)及其焊接工藝分析。
209HS型轉(zhuǎn)向架構(gòu)架仍以傳統(tǒng)的H形構(gòu)架,采用箱體焊接結(jié)構(gòu),材質(zhì)為16MnR低合金鋼。構(gòu)架由兩根側(cè)梁和兩根橫梁組焊而成。
焊接工藝性分析:
(1)要保持焊接接頭的整體性,盡量避免焊縫中任何缺陷所產(chǎn)生的應(yīng)力集中牽連到結(jié)構(gòu)車體。
(2)絕大多數(shù)焊接方法都采用局部加熱,故不可避免地產(chǎn)生內(nèi)應(yīng)力和變形,所以在焊接轉(zhuǎn)向架的工作之前應(yīng)該充分考慮焊接應(yīng)力和變形。
(3)焊接結(jié)構(gòu)的應(yīng)力變化范圍大,焊縫不僅連接元件,而且在外力作用下它與基本金屬一起變形,所以合理的工藝設(shè)計可以控制焊接結(jié)構(gòu)的應(yīng)力集中,以提高其強(qiáng)度和壽命。
3 轉(zhuǎn)向架構(gòu)架技術(shù)要求
以209HS型轉(zhuǎn)向架為例進(jìn)行分析。
(1)轉(zhuǎn)向架構(gòu)架組經(jīng)焊接后,兩側(cè)梁縱向和橫向的彎曲長度的允許誤差為3mm,橫梁的四角高度的誤差不得大于4mm。
(2)構(gòu)架組焊后可采用低溫退火等方式消除焊接應(yīng)力,退火后須進(jìn)行噴丸處理。
(3)各加強(qiáng)板末端按角焊縫施焊,為使其與有關(guān)部件圓滑過渡,應(yīng)在焊后進(jìn)行修磨。
(4)構(gòu)架組的側(cè)梁下蓋板為收拉面,應(yīng)嚴(yán)格檢查焊接效果,不得有引弧和焊點(diǎn)凹坑、缺肉、劃傷等缺陷。
(5)壓型側(cè)梁、橫梁處不得有裂紋存在。當(dāng)進(jìn)行焊接效果檢查時發(fā)現(xiàn)有裂紋,則須將裂紋鏟除干凈,并開坡口進(jìn)行焊補(bǔ),最后將裂紋補(bǔ)焊處磨平。
(6)構(gòu)架組焊完工后作整體退火處理。
4 轉(zhuǎn)向架構(gòu)架焊接工藝的確定
4.1 氣體保護(hù)焊及實(shí)芯焊絲的應(yīng)用
近年來氣體保護(hù)焊技術(shù)在各大重型機(jī)械廠、機(jī)車車輛廠取得廣泛使用,該工藝極大地提高了我國的機(jī)械制造水平和生產(chǎn)效率。
當(dāng)材質(zhì)的抗拉強(qiáng)度較低時,一般采用Mn-Si型等實(shí)芯焊絲進(jìn)行焊接作業(yè)。而當(dāng)焊接強(qiáng)度較高的合金材料時,則需要選用MnR、Mo等強(qiáng)度更高的焊絲。
4.2 焊絲的選用原則
(1)焊絲的物理力學(xué)性能應(yīng)與所焊接的母材相匹配。
(2)選用焊絲時應(yīng)考慮熔合比和冷卻速度的影響。由于熔合比或冷卻速度不同,即使采用相同的焊接材料進(jìn)行焊接,所得焊縫的性能也會有較大區(qū)別。因此,應(yīng)根據(jù)板厚和坡口形式選擇合適的焊絲成分。薄板焊接時熔合比較大,應(yīng)選用強(qiáng)度較低的焊絲,而厚板、深坡口則相反。
(3)考慮焊后熱處理對焊縫力學(xué)性能的影響。部分焊縫在焊后需進(jìn)行正火處理,為確保焊接效果,應(yīng)選擇強(qiáng)度較高的焊接材料。
4.3 混合氣體保護(hù)焊與保護(hù)氣體的選擇
混合氣體保護(hù)焊具有焊接效率高、焊縫質(zhì)量好等優(yōu)點(diǎn),已在各大機(jī)械廠、機(jī)車車輛廠獲得了廣泛應(yīng)用。綜合考慮CO2焊與氬弧焊的優(yōu)缺點(diǎn),最終采用Ar和CO2混合氣體保護(hù),以充分發(fā)揮CO2焊與氬弧焊各自優(yōu)點(diǎn),既能減輕CO2氧化性,又能使電弧燃燒更穩(wěn)定,減小飛濺,同時亦降低了使用成本。
5 焊接試驗(yàn)
本試驗(yàn)分別采用如下4種轉(zhuǎn)向架材質(zhì):16MnR、S355、S275、16MnR+Q235B鑄鋼。焊接工藝試驗(yàn)采用JM-56實(shí)芯焊絲,焊絲直徑為1.2mm。保護(hù)氣體采用80%Ar+20%CO2混合氣體。
5.1 工藝試驗(yàn)
焊接工藝試驗(yàn)采用混合氣體保護(hù)焊,在Ar和CO2這兩種混合氣體的保護(hù)下,采用多層多道焊接的工藝方法,分別對16MnR、S355、S275、16MnR+Q235B鑄鋼進(jìn)行焊接工藝試驗(yàn)。
焊接工藝的主要參數(shù)有:材料、板厚、坡口角度、氣體流量、焊接電流、焊道層次、焊接電壓、焊接速度等。
為分析焊接接頭的性能,常采用接頭金相組織分析、硬度和旋轉(zhuǎn)彎曲疲勞等試驗(yàn)。十字接頭試件用于拉伸試驗(yàn),一般分為開坡口和不開坡口兩種。
5.2 顯微組織與斷口分析
首先用水砂紙粗磨已切割好的金相試樣,然后將試樣在拋光機(jī)上進(jìn)行機(jī)械拋光,再將試樣放置在4%含量的硝酸酒精溶液浸蝕,最后使用光學(xué)顯微鏡分別觀察不同材料焊接接頭的組織形態(tài)。
5.3 拉伸試驗(yàn)
在液壓式萬能試驗(yàn)機(jī)上分別對幾種材料的十字接頭進(jìn)行了拉伸試驗(yàn)。拉伸試驗(yàn)試件分為開45°坡口和不開坡口兩種。
5.4 低速沖擊試驗(yàn)
采用V型缺口分別在焊縫、熱影響區(qū)和母材上進(jìn)行低速沖擊試驗(yàn),試驗(yàn)溫度為-20℃到-40℃。
5.5 顯微鏡試驗(yàn)
分別對4種材料的對接接頭和十字接頭焊縫、熱影響區(qū)和母材的硬度分布狀態(tài)進(jìn)行測試。
6 結(jié)論
不同的焊接方法將對轉(zhuǎn)向架的穩(wěn)定性產(chǎn)生影響,焊接接頭的處理對構(gòu)架的穩(wěn)定性起著至關(guān)重要的作用。通過焊接試驗(yàn),可分析不同的焊接方法和焊絲對轉(zhuǎn)向架構(gòu)架焊接性能的影響。
參考文獻(xiàn)
[1]劉巖.車輛修造工藝與裝備[M].北京:中國鐵道出版社,2012.
[2]岳存良.209型轉(zhuǎn)向架焊接構(gòu)架焊接工藝[J].鐵道車輛,1993,(3);8-9.
(作者單位:西南交通大學(xué)機(jī)械工程學(xué)院)
猜你喜歡
科技與創(chuàng)新(2017年1期)2017-02-16 20:34:01
建材發(fā)展導(dǎo)向(2016年6期)2017-01-17 18:20:56
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
科學(xué)與財富(2016年29期)2016-12-27 16:07:51
中國高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術(shù)企業(yè)(2015年22期)2015-06-15 21:49:25
