回轉窯托輪竄軸原因分析及處理
2016-07-13 08:20:30白文生
水泥技術 2016年2期
白文生
?
回轉窯托輪竄軸原因分析及處理
白文生
回轉窯在現場運行過程中,可能會出現托輪竄軸事故。本文結合理論計算、制造加工因素、現場實際運行因素等,對事故原因進行了分析,并給出了解決方案及建議。
托輪;竄軸;原因;處理
回轉窯是水泥燒成設備的核心,其正常運轉是保證水泥廠生產的關鍵。回轉窯筒體上套有矩形輪帶,輪帶將窯筒體、窯襯、物料等所有重量通過托輪傳到托輪支承裝置上。托輪與托輪軸之間通過過盈配合傳遞力。在運轉過程中,托輪與托輪軸配合處發生軸向移動,稱為竄軸。竄軸會對設備的正常運轉產生嚴重影響,甚至會發生重大事故,因此一旦發現竄軸,操作人員必須及時停機并處理。
某水泥廠在2010年發生過一起竄軸事故。本文現結合現場實際情況,對其竄軸的原因進行如下分析:
1托輪竄軸原因分析
1.1理論計算[1](按托輪與軸的溫度相同計算):
已知條件:
托輪與托輪軸的裝配方式:熱裝法;
托輪與托輪軸的配合:?850H7/t7;
托輪材料:ZG42CrMo,正火加回火;
托輪軸材料:45號,調質;
托輪外徑da=2 400mm;
托輪與托輪軸配合直徑df=850mm;
托輪軸實心;
配合長度Lf=1 050mm;
托輪表面粗糙度Raa=0.003 2mm;
托輪軸表面粗糙度Rai=0.001 6mm;
被聯接件的摩擦副的摩擦系數μ=0.11;
托輪和托輪軸材料的彈性模量Ea=Ei=210 000MPa;
托輪和托輪軸材料的泊松比νa=νi=0.3;
托輪材料的屈服點σsa=343MPa;
托輪軸材料的屈服點σsi=345MPa;
傳遞的軸向力Fx=(582 555~776 740)N。
計算結果如下:

圖1 托輪與托輪軸配合處設計尺寸
(1)傳遞載荷所需的最小有效過盈量:δmin=0.017 5~0.023 3mm。
(2)被連接件不產生塑性變形所允許的最大有效過盈量:δemax=1.57mm。
(3)托輪與托輪軸配合的驗證,根據托輪與托輪軸配合得出:
最小過盈量:[δmin]=0.53mm
最大過盈量:[δmax]=0.71mm
[δmin]>δmin,滿足保證過盈連接傳遞給定載荷要求
[δmax]<δemax,滿足保證連接件不產生塑性變形要求
(4)過盈連接的最小傳遞力驗證:
Ftmin=17 148 478N
因為Ftmin>Fx,所以托輪與托輪軸配合處的設計是合理的。
1.2加工時托輪與托輪軸的偏差
如果加工時,托輪與托輪軸的尺寸或形位公差沒有達到圖紙設計要求,配合面就會產生偏差△。如圖2、3所示。

圖2 托輪與托輪軸裝配圖(1)

圖3 托輪與托輪軸裝配圖(2)
第一種情況:托輪及托輪軸在加工過程中出現了錐度,按圖2進行熱裝后造成過盈量在整個軸長范圍內分布不均。
第二種情況:托輪及托輪軸圓度公差沒有達到圖紙要求,出現橢圓,二者熱裝后造成過盈量在圓周長范圍內分布不均(如圖3所示)。
第三種情況:托輪與托輪軸尺寸公差沒有達到圖紙要求,托輪內徑偏大,托輪軸外徑偏小,導致熱裝后實際過盈量小于最小設計過盈量。
由Ft=[p]π dfLfμ,可以看出:當出現上述加工質量問題時,df有效直徑變小,Lf有效配合長度變短,配合面所傳遞的力會成比例下降。
1.3運轉時托輪與托輪軸配合面的溫差
在回轉窯運行過程中,由于筒體熱輻射,輪帶與托輪接觸后會造成托輪與托輪軸之間出現溫度差。托輪與托輪軸受熱膨脹后,二者配合面膨脹量的不一致造成過盈間隙變小。通過對現場數據進行統計分析,發現托輪與托輪軸的平均溫度差大約在30~50℃。在這種情況下,托輪與托輪軸之間的過盈量會減小。托輪和托輪軸配合面膨脹量偏差計算如下:
△=αdf△t(1)
式中:
△——托輪與托輪軸配合面膨脹量偏差值,mm

圖4 托輪竄軸后現場圖
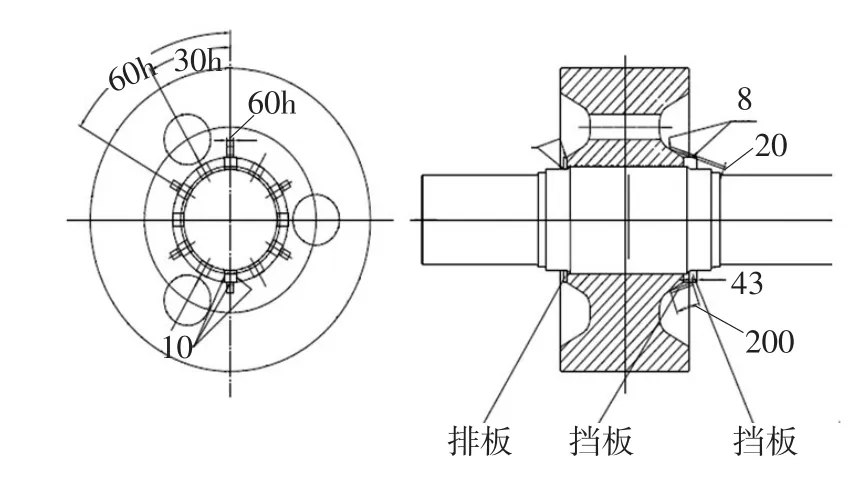
圖5 處理方案

圖6 處理竄軸用材料

圖7 現場焊接處理圖
α——熱膨脹系數,α=0.000 012mm/℃
df——托輪與托輪軸配合面直徑,df=850mm
△t——托輪比托輪軸平均溫度高30~50℃,即△t= 30~50℃
代入公式后,求得△=0.306~0.51mm
因為設計的最小過盈量[δmin]=0.53mm,最大過盈量:[δmax]=0.71mm,所以此時托輪與托輪軸配合處的最小過盈量值為0.02mm,已接近傳遞載荷所需的最小有效過盈量δmin,托輪與托輪軸配合面所傳遞的力下降。
綜上所述,在溫差和加工偏差共同影響下,托輪與托輪軸配合面所傳遞的力下降,當配合面所傳遞的力小于外力值時就會發生竄軸事故。
2事故的處理
當托輪發生竄軸(見圖4紅線圈出部分)后,現場必須停機處理,以免托輪沿托輪軸繼續移動,造成托輪與其他零部件磕碰,產生不必要的損失。根據上述事故原因分析結果,制定了圖5所示處理方案:即通過在托輪兩側焊接擋板和擋塊來吸收外力。現場處理情況見圖6、圖7。該現場處理完成后,已運轉多年,沒有再次發生竄軸事故。實踐證明,上述對托輪竄軸事故的處理方案是可行的。
3幾點建議
(1)設計時,改變托輪與托輪軸的配合公差,建議過盈量控制在(0.008~0.01)df。
(2)加工時,應嚴格保證托輪與托輪軸配合面尺寸及直線度、圓度、圓柱度等公差要求,確保熱裝后配合面在長度及圓周方向過盈量均勻。
(3)實際運行時,現場應嚴格控制托輪表面溫度,減小托輪與托輪軸的溫差值。
[1]成大先.機械設計手冊(第五版)第2卷[S].北京:化學工業出版社,2007.11.
他山之石
Cause Analysis and Treatment of Repositioning the Axle of Kiln Supporting Wheel
TQ172.622.29
A
1001-6171(2016)02-0077-03
通訊地址:中材裝備集團有限公司,天津300400;2015-07-19;編輯:呂光
