不銹鋼管殼式換熱器法蘭結構
2016-07-20 03:58:04鄧香中
中國特種設備安全 2016年6期
鄧香中 陳 罡 張 光
(中國石油遼陽石油化纖公司機械廠 遼陽 111003)
?
不銹鋼管殼式換熱器法蘭結構
鄧香中 陳 罡 張 光
(中國石油遼陽石油化纖公司機械廠 遼陽 111003)
摘 要:長頸對焊法蘭廣泛應用于管殼式換熱器的設計中,隨著煉化裝置不銹鋼管殼式換熱器應用的增多,長頸對焊法蘭的不銹鋼結構成為設計選擇的焦點。以不銹鋼管殼式換熱器制造中的實例,分析不銹鋼法蘭結構形式,結果發現,設計已打破常規觀念,日益傾向整體不銹鋼法蘭的工程應用;而對堆焊法蘭結構則傾向于單層堆焊方式,設計應推廣使用,促使制造盡快實施;并對3種不銹鋼法蘭結構進行評析,給出了不銹鋼法蘭結構選擇的建議。
關鍵詞:不銹鋼 對焊法蘭 結構 選擇
在容器建造中,經常面臨這樣的問題:此種碳鋼或低合金鋼堆焊300系不銹鋼的對焊法蘭可否改為襯里300系不銹鋼結構;為何不選擇整體300系不銹鋼結構;如何選擇300系不銹鋼容器上的法蘭結構等。而壓力容器法蘭標準[1]只適用于公稱壓力0.6~6.4MPa,工作溫度-70~450℃的碳鋼、低合金鋼制法蘭,就是對襯環法蘭的使用溫度也要求由設計者確定,GB 150及GB 151等相關標準也未有明確規定[2-4]。為此,文章結合煉化裝置中的300系不銹鋼管殼式換熱器制造實例,以相關標準解讀施工圖中的300系不銹鋼法蘭結構設計。
1 整體300系不銹鋼結構
整體300系不銹鋼對焊法蘭方便容器制造,簡化加工成形及焊接工藝,更利于焊接質量及使用維修;尤其是在腐蝕或高溫等苛刻工況下,可以避免因襯里的焊接缺陷[5]或堆焊的剝離等問題造成容器泄漏等失效。雖表面上材料成本高,但實際制造成本卻相對較低,為容器制造廠的利好結構型式。所以鋼制人孔和手孔標準[6]釋義中說明:在較高工作壓力下采用全不銹鋼材料的人孔和手孔是不經濟的,因此本標準規定的不銹鋼人孔和手孔主要在工作壓力≤1.6MPa的范圍內使用。雖然這一規定只適用于平焊法蘭結構,但從一些300系不銹鋼管殼式換熱器施工圖看到的法蘭結構正在突破這一限制。
實例1:環氧乙烷冷卻器BIU700-0.8/1.0-60-3/19-2。殼程介質為環氧乙烷,設計溫度為75℃。鑒于環氧乙烷與碳鋼的相容性極差,鐵的氧化物與環氧乙烷發生聚合反應并釋放出大量熱量而有爆炸危險。所以,設計選用304不銹鋼作為殼體材料,并提出酸洗鈍化處理且藍點法檢驗合格。而殼體圓筒厚度則按長頸對焊法蘭標準[3]中PN1.0級選取為8mm(較GB 151的U形管式殼體的最小厚度偏大),是為了與殼體法蘭選用標準中PN1.6級對接相適應而更易于通過法蘭的GB 150計算。設計根據介質特性選擇長頸對焊法蘭FM型,盡管DN>600mm(人孔標準[6]中整體不銹鋼結構的最大直徑),但還是選用了整體304法蘭,而沒有選擇襯里300系不銹鋼或堆焊300系不銹鋼結構型式,主要是考慮U形管束的抽裝需要殼體法蘭內徑與殼體圓筒內徑相同,而殼體圓筒厚度較薄不利于堆焊后殼體法蘭的設計。
實例2:裂解氣急冷器是用急冷油直接冷卻裂解氣,其設計壓力為0.35/-0.05MPa,設計溫度為入口560℃/出口410℃。急冷器分為上、中、下三部分,上段為裂解氣與急冷油入口的分布器,中段為裂解氣與急冷油混合器,而下段則是與下游設備連接的過渡段。其中上段與中段采用法蘭連接,殼體圓筒φ920mm×20mm采用304H,而法蘭則選用整體F304H,并按HG/T20623(B)法蘭WN900-300RF[7]設計。
2 襯里300系不銹鋼結構
法蘭襯里300系不銹鋼結構常用于不銹鋼人孔[8]標準中,而長頸對焊法蘭的襯里300系不銹鋼結構則見于立式固定管板換熱器的管箱法蘭。
實例3:立式環氧乙烷再沸器BEM2000-0.5/3.0-1750-6/25-1。管程介質為環氧乙烷,設計溫度為90℃。管箱圓筒DN2000×16選用304,雖未按“所需不銹鋼板厚度大于12mm時,宜采用襯里、復合、堆焊等結構形式”的經濟合理原則[4]選用304復合鋼板,但管箱長頸對焊法蘭還是選用了JB/T 4703中的襯里300系不銹鋼結構(見圖1),只是此種襯里300系不銹鋼結構中法蘭與襯筒及襯環焊接接頭不盡合理,沒有圖2的改進結構更適用于腐蝕苛刻的工況[5]。
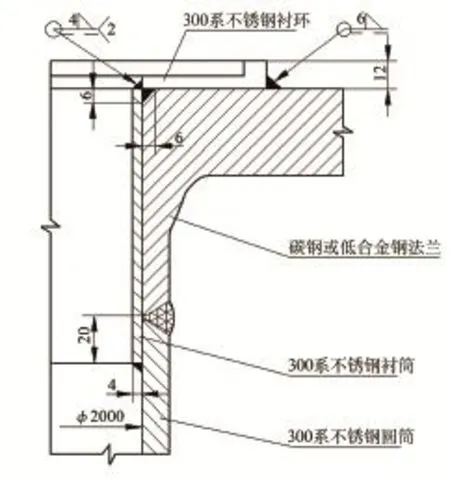
圖1 管箱法蘭襯里300系不銹鋼結構
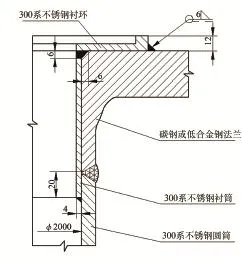
圖2 管箱法蘭襯里300系不銹鋼改進結構
此種法蘭襯里300系不銹鋼結構的優點在于方便設計,直接將基體碳鋼或低合金鋼法蘭選擇為標準法蘭,而免除GB 150的法蘭計算,實例的管箱法蘭選為16MnⅢ(襯環304):法蘭C-FM2000-1.0。
3 堆焊300系不銹鋼結構
長頸對焊法蘭的堆焊300系不銹鋼結構多見于臥式浮頭或U形管換熱器的殼程法蘭,尤其是殼體法蘭要通過管束的抽裝,所以,堆焊后的法蘭內徑應與對接圓筒內徑DN相等,另外尚要考慮懸臂管箱通過法蘭夾持管板與殼體法蘭連接時對法蘭密封面受力狀態的影響,不宜采用法蘭襯里300系不銹鋼結構,而對殼體圓筒采用300系不銹鋼復合鋼板的對接法蘭宜采用堆焊300系不銹鋼結構。這種堆焊300系不銹鋼的法蘭有兩種形式,一種為單層堆焊型式見實例4;另一種為雙層堆焊型式見實例5。
實例4:初底油-減渣換熱器BES900-3.0/2.2-215-6/25-2。殼程介質為減渣,設計溫度為400℃。殼體圓筒DN900×(16+3)為Q345R+0Cr13,殼體法蘭采用單層堆焊型式見圖3。
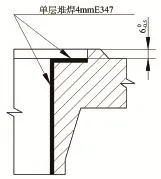
圖3 殼體法蘭堆焊300系不銹鋼結構1
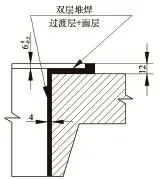
圖4 殼體法蘭堆焊300系不銹鋼結構2
這種堆焊型式的法蘭堆焊后內徑與殼體圓筒內徑DN相等,密封面堆焊在法蘭的凹面內,加工后與法蘭厚度上面齊平。基體16MnⅢ法蘭系參照JB/T 4703法蘭FM900-4.0結構尺寸進行的設計。而外頭蓋法蘭堆焊內徑不必與圓筒內徑DN相等,所以可在與圓筒內徑DN相等的法蘭基體內徑面上堆焊,此時基體法蘭可以直接選擇標準法蘭,進而免除GB 150的法蘭設計計算。
實例5:環氧乙烷冷凝器BES2500-0.8/0.5-22325-7.5/25-4。殼程介質為環氧乙烷,設計溫度為75℃。殼體圓筒DN2500×16為304,殼體法蘭采用雙層堆焊型式見圖4。
這種堆焊型式的法蘭堆焊后內徑與殼體圓筒內徑DN相等,而密封環系在法蘭厚度上堆焊出12mm的突臺,然后加工密封面。基體16MnⅢ法蘭系非標法蘭設計。此圖例應探討單層堆焊的可能性。
上述法蘭堆焊結構的內徑面在堆焊后會產生徑向收縮,設計時往往忽略了,但制造時卻要面對,收縮量與堆焊工藝及施焊操作等因素有關,需要經驗積累,這直接影響基體法蘭內徑面加工的預擴量,即影響法蘭頸部的大、小端厚度所決定的法蘭強度。可見,法蘭堆焊并非象設計繪圖加一道粗實線那樣簡單,因為,徑向收縮量的確定潛在著對法蘭強度的影響,而設計要求雙層堆焊4mm的實際操作尚存在保證復層有效厚度及均勻程度的可能性問題,這都影響法蘭設計預期的使用性能。
4 結束語
隨著高硫原油的煉化,裝置日益需要不銹鋼換熱器增加,以滿足長周期運行。而長頸對焊法蘭系換熱器的常用關鍵元件,其合理的結構不僅在于經濟性降低成本,更關系能否符合使用性而防止失效。所以設計應謹慎考慮,權衡利弊選擇即方便制造與檢修又防止失效的合理結構。
1)整體300系不銹鋼結構在受介質腐蝕或高溫等苛刻工況的工程應用已被設計所看重,表面上較碳鋼或低合金鋼堆焊300系不銹鋼成本高,但在對接300系不銹鋼圓筒厚度≤12mm時值得探討選用整體300系不銹鋼結構的可能性,以避免襯里300系不銹鋼結構的缺憾和堆焊300系不銹鋼結構的復雜工藝,并利于容器的長周期運行。
2)襯里300系不銹鋼結構在防止腐蝕介質(潔凈介質)或與介質不相容且設計溫度<300℃工況下,立式固定管板換熱器的管箱可以考慮選用。這種結構法蘭與300系不銹鋼圓筒對接,更常見于不銹鋼人孔結構。
3)堆焊300系不銹鋼結構常見于臥式浮頭或U形管換熱器的殼程法蘭或管箱法蘭,這種結構法蘭與300系不銹鋼復合鋼板圓筒對接。堆焊300系不銹鋼結構的加工工藝較為復雜:基體表面加工處理→MT→堆焊過渡層→消除應力熱處理→PT→堆焊面層→PT→加工處理。所以設計應推薦單層堆焊的可能性,促進制造推廣應用。
參考文獻
[1] JB/T4700~4707—2000 壓力容器法蘭[S].
[2] GB 150—2011 壓力容器[S].
[3] GB 151—1999 管殼式換熱器[S].
[4] HG20581—2011 鋼制化工容器材料選用規定[S].
[5] 陳罡,張光.酸液罐接管法蘭防腐襯里結構的改進[J].石油化工設備技術,2009,32(02):63-64+22.
[6] HG/T21514~21535—2005 鋼制人孔和手孔[S].
[7] HG/T20623—2009 大直徑鋼制管法蘭[S].
[8] HG21594~21604—1999 不銹鋼人和手孔[S].
Flange Structure of Stainless Steel Shell and Tube Heat Exchanger
Deng Xiangzhong Chen Gang Zhang Guang
(CNPC Liaoyang Petrochemical Fiber Company Machinery Factory Liaoyang 111003)
AbstractWelding neck flange is widely used in shell and tube heat exchanger design, with the increase of stainless steel shell and tube heat exchanger in refinery device, stainless steel structure of welding neck flange has become the focus of the design choices. With a living example of stainless steel shell and tube type heat exchanger manufacturing, stainless steel flange structure is analyzed. It is found that the design has broken the conventional ideas,and the integral stainless steel flange is more used in engineering application. For welding flange structure, single layer surfacing method is suggested to be implemented as soon as possible. Three kinds of stainless steel flange structure are assessed, and the stainless steel flange structure selection proposal is given.
KeywordsStainless steel Welding flange Structure Selection
作者簡介:鄧香中(1982~),男,本科,工程師,從事壓力容器設計、校核和現場服務工作。
收稿日期:(2015-10-23)
中圖分類號:X933.4
文獻標識碼:B
文章編號:1673-257X(2016)06-0031-03
DOI:10.3969/j.issn.1673-257X.2016.06.007
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國科技博覽(2016年22期)2016-11-01 14:03:21
新聞前哨(2016年10期)2016-10-31 17:41:16
科技視界(2016年22期)2016-10-18 15:53:02
企業導報(2016年9期)2016-05-26 20:31:26