孔系鉆削振動信號特征波動可視化研究及其應用
2016-07-21 09:24:33周友行楊文佳謝賽元
中國機械工程 2016年12期
周友行 楊文佳 謝賽元 張 俏 章
本毅湘潭大學,湘潭,411105
?
孔系鉆削振動信號特征波動可視化研究及其應用
周友行楊文佳謝賽元張俏章
本毅湘潭大學,湘潭,411105
摘要:為解決工程應用中切削參數一致的孔系加工質量一致性評估的難題,提出了一種基于振動信號特征波動可視化的聚類分析方法。首先采用振動傳感器監控孔系鉆削過程,提取各孔振動信號小波包能量譜和高階統計量特征;然后利用雷達圖得到各孔振動信號特征矩陣分布圖,提取信號特征雷達圖多邊形重心特征;最后采用模糊C-均值(FCM)算法對雷達圖平面重心點集進行聚類分析。理論分析結果與人工檢測結果對比表明:該方法可直觀呈現孔系鉆削質量分布情況,簡便、可靠地實現孔系鉆削質量的一致性評估。
關鍵詞:鉆削質量;振動信號;小波包能量譜;高階統計量;雷達圖;聚類分析
0引言
航空航天產品制造過程中,存在大量切削參數一致的孔系零件加工,但往往由于零部件材料成分不均勻和切削加工過程中的不可控因素(如機床振動、刀具磨損破裂等)影響,導致孔系零件加工質量差異較大,帶來嚴重的安全隱患。同時,孔系鉆削加工常處于封閉或半封閉的環境,很難直接檢測每一個鉆孔尺寸偏差、幾何精度、表面粗糙度和微觀物化性能等質量表征參數。因此,研究可快速有效監測和分析孔系鉆削加工質量一致性評估的方法十分必要。
近年來,國內外學者通過研究和分析鉆削過程監測信號,在有效預測和控制單一鉆削質量方面取得了一定成就。其中許多學者對鉆削過程中的振動監測信號進行了廣泛研究:Ramirez等[1]基于振動信號分析了鉆孔質量和刀具磨損;Upadhyay等[2]基于振動信號分析了加工表面粗糙度;Abu-Mahfouz[3]利用振動信號對鉆頭磨損進行了評估與分類;Messaoud等[4]研究了深孔鉆削顫動振動信號對鉆孔表面質量的影響;文獻[5-7]融合振動、聲發射、切削力、切削溫度多種傳感器信號,分析了其與鉆削質量間的關系。這些研究表明:鉆削過程中的加速度振動信號時頻域特征與鉆孔質量之間存在耦合關系。
孔系鉆削過程中監測信號時頻域特征的方法多種多樣,采用何種方法能有效并簡單地分析信號特征變化與孔系質量波動之間的關系,就成為了基于信號時頻域特征孔系質量一致性評估的關鍵步驟。另外,由于孔系鉆削過程中獲得的信號特征本質上是一堆龐大的多元數據,故可應用數據可視化技術[8],將信號多元特征數據置于視覺空間中,直觀了解信號時頻特征變化與孔系加工質量波動間的關聯。李惠君等[9]證明,雷達圖能直觀地表示多元數據特征間的變化關系。
本文以孔系鉆削過程振動監測信號為研究對象,提取監測信號的小波包能量譜和偏度-峰度特征,然后采用基于雷達圖和模糊C-均值(FCM)算法的可視化聚類分析法,獲得孔系鉆削振動信號波動特征分類結果,最后通過與人工檢測結果對比分析,實現孔系鉆削加工質量的一致性評估。
1孔系鉆削過程振動信號描述
本文實驗所采用設備如下:JOINT-5KI數控銑床、三向振動加速度計Kistler8793A、Kennametal鉆頭004D-0800C(鉆頭直徑8mm)。工件材料為鈦合金。具體工藝參數如下:主軸轉速n=750 r/min,進給速度f=30 mm/min,通孔鉆孔深度h=15 mm;采樣頻率20 kHz;干切削。實驗中,將三軸加速度振動傳感器固定在主軸箱壁上,如圖1所示。
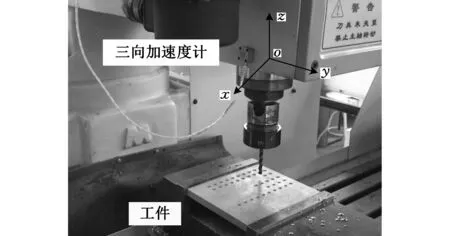
圖1 傳感器安裝位置
在眾多鉆孔監測數據中隨機選取24組鉆孔實驗數據,其中由于x軸向和y軸向加速度振動信號源自工件橫向的微小振動,兩者信號變化基本一致,而z軸向加速度振動信號源于工件縱向振動,故選擇x軸向和z軸向加速度振動信號作為本文的研究對象,其時域波形如圖2、圖3所示。
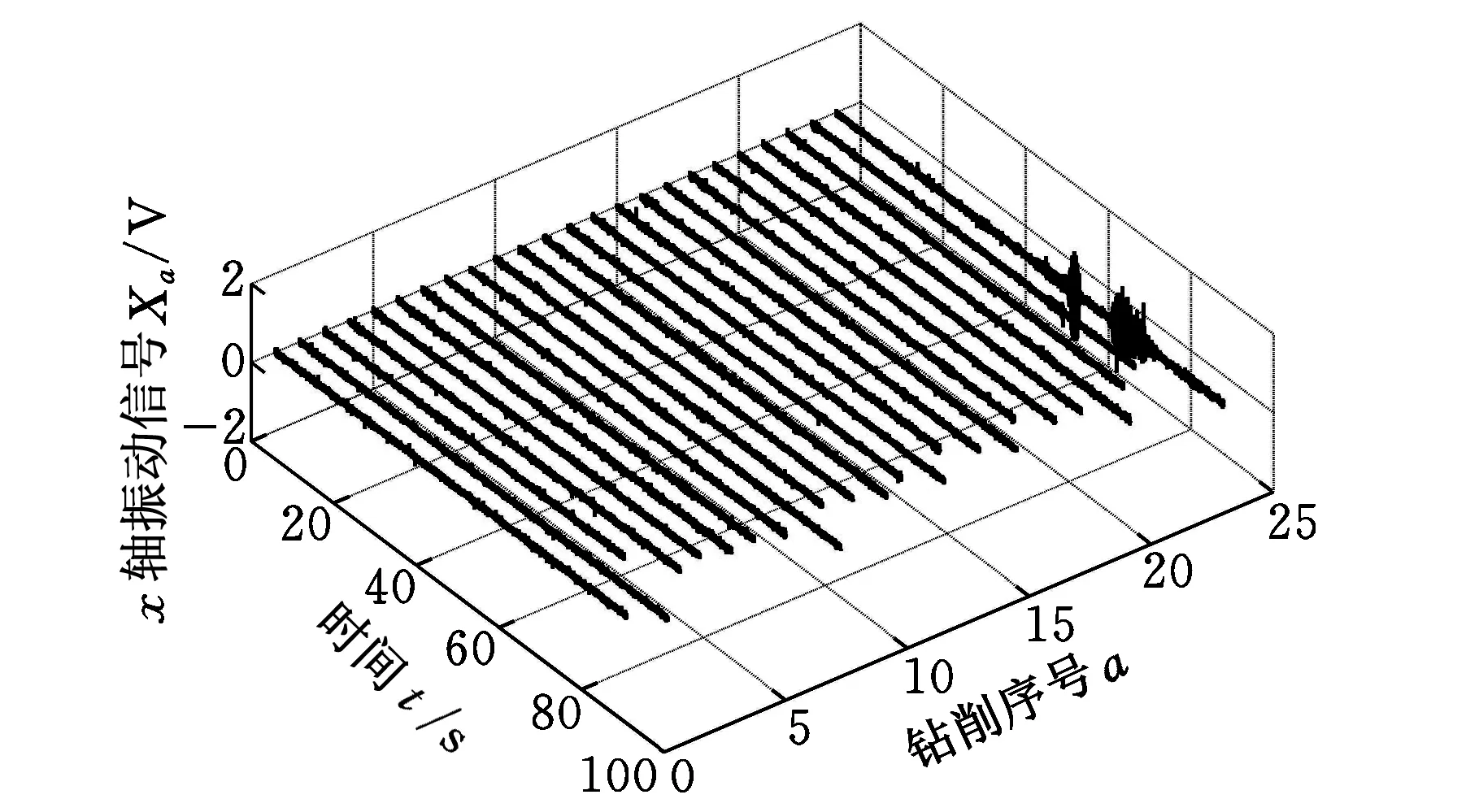
圖2 x軸向振動信號
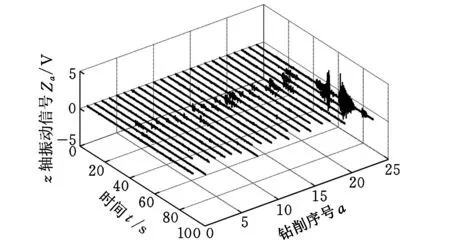
圖3 z軸向振動信號
對24個鉆削加工質量如孔的尺寸、幾何精度、表面粗糙度等依次進行人工檢測,具體結果如表1所示。其中,A表示加工質量較好,如鉆孔表面平整光潔,Ra≤3.2 μm;B表示質量合格,如鉆孔表面較平整光潔,3.2

表1 孔系鉆削質量人工檢測結果
圖2、圖3所示的孔系鉆削過程振動信號可用矩陣S描述如下:
(1)
Xa、Za表示第a(a=1,2,…,24)號鉆孔x軸向、z軸向振動信號向量:
(2)
式中Xab、Zab為第a號鉆孔第b(b=1,2,…,c)個x軸向、z軸向振動信號采樣點數值;c為第a號鉆孔振動信號采樣總點數。
2孔系鉆削振動信號波動分析
由于鉆削過程復雜,振動監測信號波動影響因素多,故很難直接定量、全面地得出信號與單個鉆孔加工質量表征參數間的內在聯系。對于孔系振動監測信號,若在時頻域層面上提取信號特征,通過統計分析和數據挖掘,基于各鉆孔振動信號特征變化與加工質量表征參數波動間的耦合關系,即可開展孔系加工質量一致性評估。
孔系鉆削加工異常引起的信號突變一定會反映在信號中某些頻帶能量的變化上。采用小波包分解技術將振動信號在全局范圍內正交地分解在獨立的相應頻帶內,提取頻帶能量特征,分析各孔振動信號能量在不同頻帶的變化規律,從而間接反映孔系鉆削質量的波動。因此,信號小波包能量譜特征變化可作為評估孔系鉆削質量波動的一個指標。
此外,孔系鉆削過程中,若工件材料均勻,鉆削狀態平穩,各孔材料去除過程中信號表現形式將會基本一致,如圖2、圖3中的1~22組信號,信號總體上呈現較強的規則性和平穩性。此時,若視各孔x軸向加速度信號為一組非平穩、非高斯隨機過程,則各孔x軸向加速度信號偏離高斯分布的程度將會一致;若其中一個孔鉆削過程異常,則該孔x軸向加速度振動信號會產生突變,如圖2、圖3中的23組、24組信號,信號偏離高斯分布狀況會明顯與1~22組信號不一致,所以,描述信號偏離高斯分布的特征也可以作為評估孔系鉆削質量波動的另一個指標。
因此,通過分析各孔鉆削監測信號的小波包能量譜變化和信號的偏離高斯分布狀況,可比較全面地實現孔系鉆削質量一致性檢測控制。
2.1孔系鉆削振動信號小波包能量特征提取
信號小波包分解遵循能量守恒原理。小波包頻帶能量譜(wavelet packet energy spectrum,WPES)就是按照能量形式表示小波包分解結果。以第a號鉆削過程振動信號序列Za為例,對其進行j層小波包分解,分為2j個頻帶,則其小波包頻帶能量譜分析原理[10-11]如下:
(3)
k=1,2,…,j
式中,k為小波包分解層數;m為分解頻帶的位置序號;E()為數學期望。

(4)

則第a號鉆孔小波包分解的第k層m頻帶的相對能量為
(5)
第a號鉆孔小波包分解能量譜(即以各頻帶能量比為元素的特征向量)表示如下:
(6)
據此,本文實驗采集的z軸振動信號的小波包分解能量譜可以表示為
(7)
采用此方法,可以得到采集信號在不同頻帶內能量的分布特征,同時獲得不同頻帶信號能量占總能量的百分比。同理,可獲得x軸振動信號的小波包能量譜。
本文采用db5小波進行4層小波包分解,將其分解在16個頻帶內。據式(7)所示的小波包頻帶能量譜特征矩陣,可繪制x軸和z軸振動信號的能量譜柱狀圖,見圖4。

(a)x軸振動信號頻帶能量圖

(b)z軸振動信號頻帶能量圖圖4 小波包分解頻帶能量柱狀圖
從圖4中可看出,各孔鉆削振動信號小波包分解的各頻帶能量都有不同程度的變化,其中1~22號鉆孔x軸振動信號的小波包頻帶能量主要集中在第1頻帶,23號和24號鉆孔x軸振動信號在低頻部分能量大幅度下降,能量分散轉移到第6、第8頻帶。而14號、15號以及19~24號鉆孔z軸振動信號的能量分散在第1、第5、第13頻帶。
2.2孔系鉆削振動信號高階統計量特征提取
在信號處理分析中,常采用概率密度函數描述信號偏離高斯分布的狀況,而對于非高斯的鉆削加速度振動監測信號,其概率密度函數的獲取是非常困難的,一般采用信號三階和四階統計量來描述信號的概率密度特征。三階統計量稱為信號偏度,偏度體現信號概率分布曲線的非對稱性;四階統計量稱為信號峰度,峰度值可用來描述概率分布曲線較之高斯信號表現的尖削或平坦的程度,峰度指標對振動時域信號的瞬時脈沖非常敏感。以第a號鉆孔軸向振動信號Za為例,計算Za的偏度SZα、峰度KZα的表達式如下:
SZa=E(Za-μ)3/σ3
(8)
KZa=E(Za-μ)4/σ4
(9)
式中,μ為樣本均值;σ為樣本方差。
由式(8)、式(9)分別計算孔系鉆削過程中的x軸、z軸振動信號的偏度值、峰度值,如圖5所示。
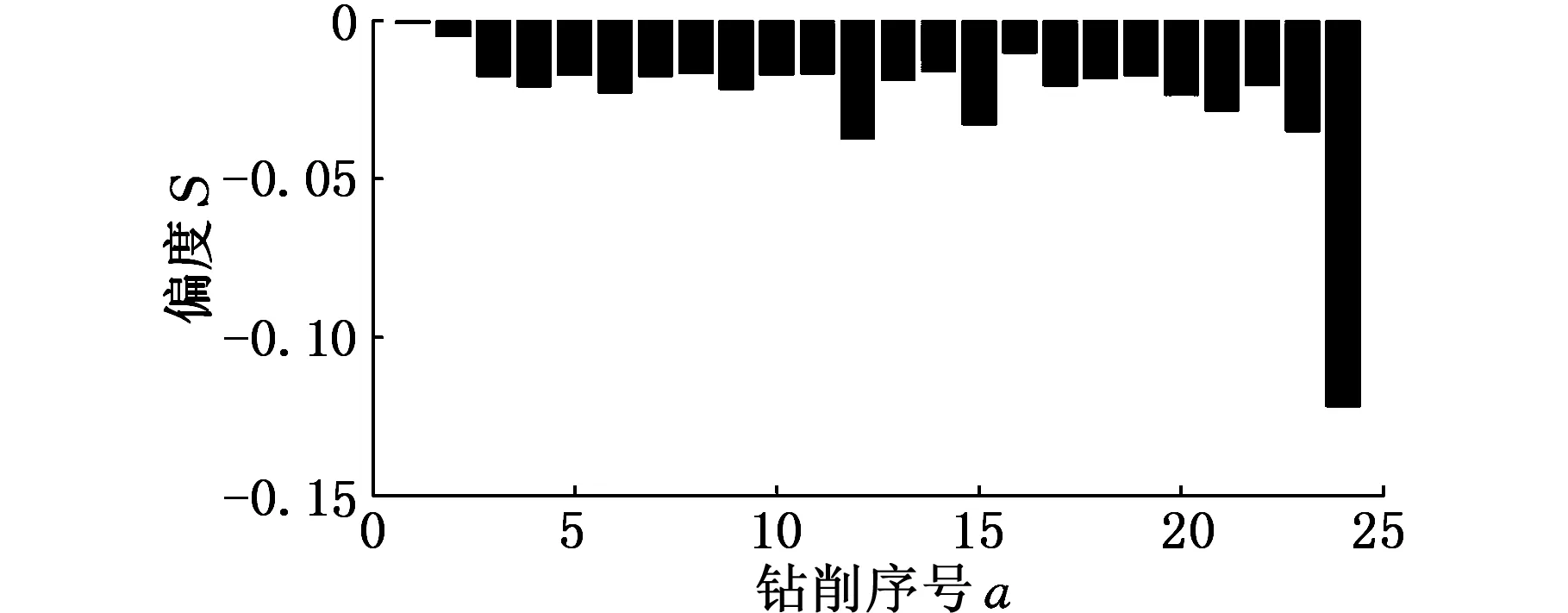
(a)x軸振動信號的偏度
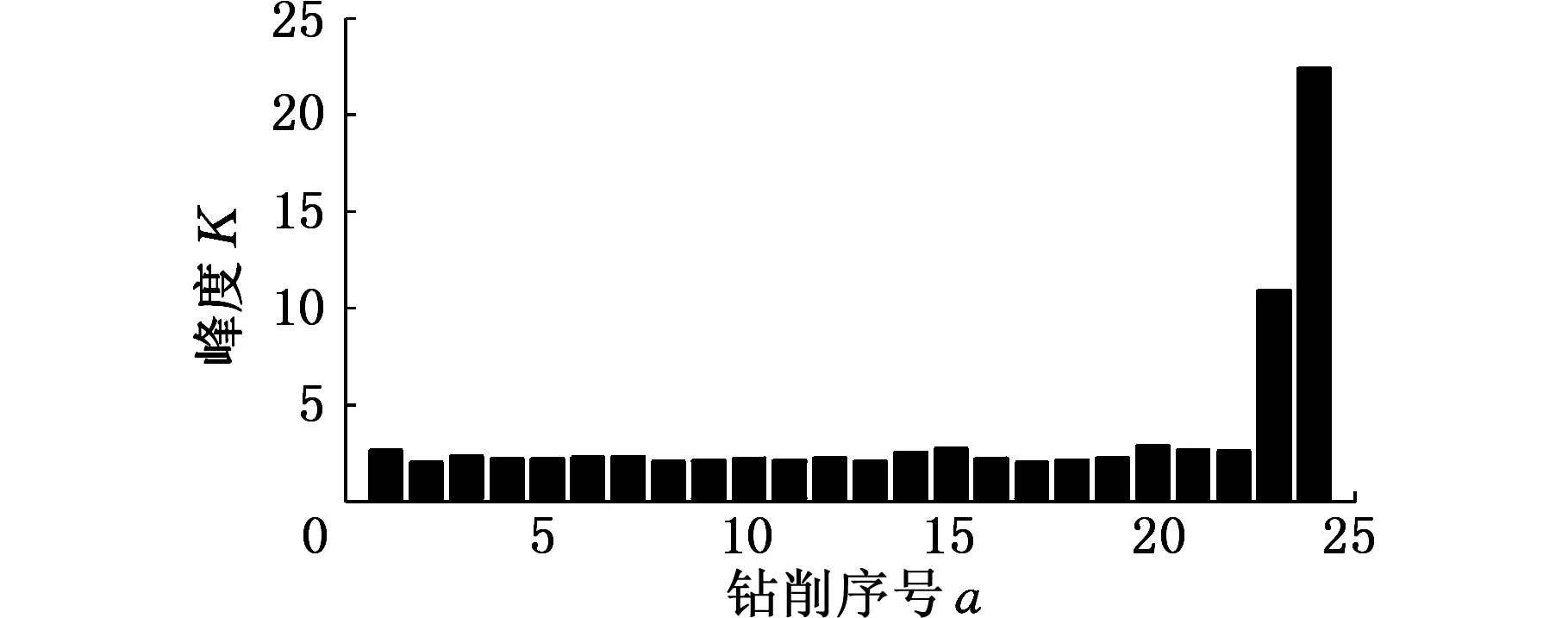
(b)x軸振動信號峰度

(c)z軸振動信號偏度
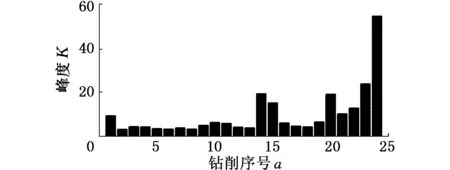
(d)z軸振動信號峰度圖5 鉆削振動信號偏度值、峰度值
從圖5a、圖5b中可以看出,23號、24號鉆孔x軸振動信號明顯異于其他鉆孔的偏度、峰度值;孔系鉆削z軸振動信號的偏度、峰度值波動較大,如圖5c、圖5d所示,14號、15號、19~24號鉆孔的偏度絕對值以及1號、14號、15號、20~24號鉆孔的峰度值較其他鉆孔的值偏大。
3基于雷達圖的鉆削振動信號特征數據可視化
從圖4、圖5中可以看出,23號、24號鉆孔振動監測信號小波包能量譜和偏度、峰度特征變化都異于其他鉆孔,可初步判斷23號、24號鉆孔加工過程中出現了異常;而14號、15號、20號、21號、22號鉆孔z軸振動信號小波包能量和偏度、峰度卻表現出不一致,如圖4b、圖5c、圖5d所示。為進一步討論研究孔系鉆削質量的一致性,可視孔系鉆削過程各信號的上述時頻特征為一個數據集合樣本,采用聚類算法綜合考慮所有信號特征,對特征數據進行分類識別。
對于孔系鉆削監測信號頻帶能量特征,從概率統計的角度看,可僅選擇頻帶能量變化最為敏感的若干頻帶作為特征向量。從圖4中可看出,x軸振動信號第1、第6、第8頻帶,z軸振動信號第1、第5、第13頻帶信號能量變化比較明顯, 而且這些特征頻段的能量占據了總能量的60%左右,以這些頻帶構建特征向量,可覆蓋原始信號的絕大部分信息。在此基礎上,再考慮加上x軸和z軸振動信號偏度、峰度特征共10項特征,可構造第a號鉆孔振動信號的綜合特征向量Ta:

SZa,KXa,KZa)
(10)
將Ta進行歸一化處理后,由于綜合特征空間的維數較多,其空間點集規律的表達較困難,本文引入雷達圖聚類可視化方法,不僅可綜合多維特征分析孔系鉆削質量,同時可直觀地表示多維綜合特征矩陣數據。
3.1孔系鉆削振動信號特征矩陣雷達圖表示
雷達圖又稱星點圖或蜘蛛圖,是一種將多維空間中的點映射到二維空間的一種可視化方法,即將多維數據的各個屬性值用二維平面圖形表示。本文孔系鉆削振動信號多特征數據可視化的雷達圖繪制方法如下[12]:
(1)作一個圓,并把圓周分為10等分;
(2)連接圓心和各分點,將這10條半徑依次定義為各指標的坐標軸,并標以適當的刻度;
(3)對給定的每一次鉆削過程信號綜合特征向量Ta,將10個指標值分別取在相應的坐標軸上,然后將它們連接成一個10邊形;
(4) 24組數據即可形成24個10邊形,如圖6所示。
3.2雷達圖重心點集聚類分析
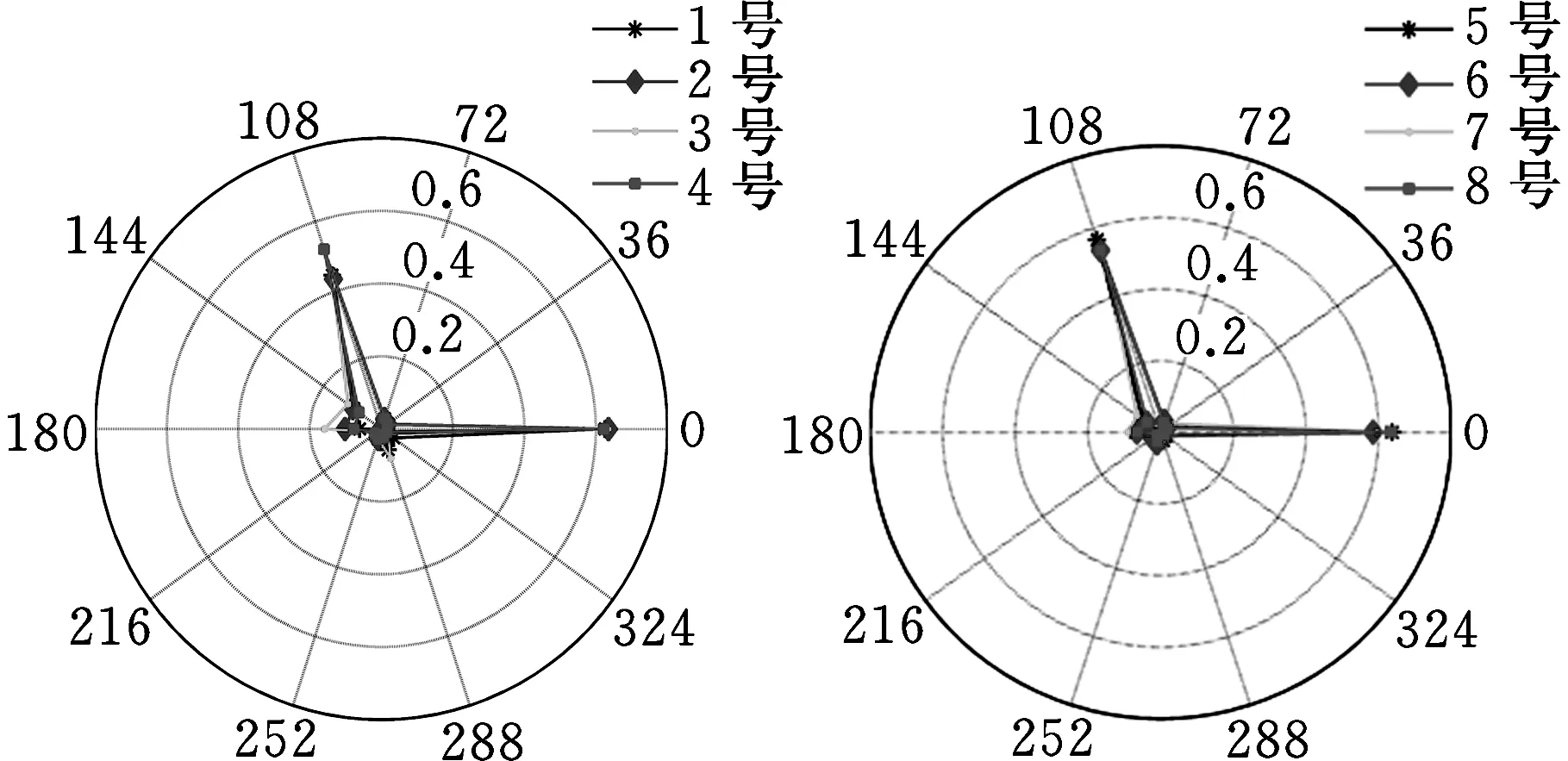
(a)1~4號鉆孔 (b)5~8號鉆孔
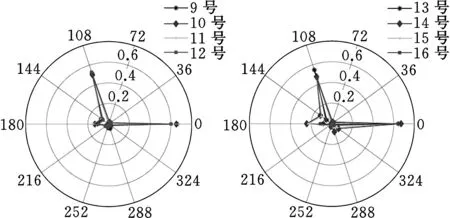
(c)9~12號鉆孔 (d)13~16號鉆孔
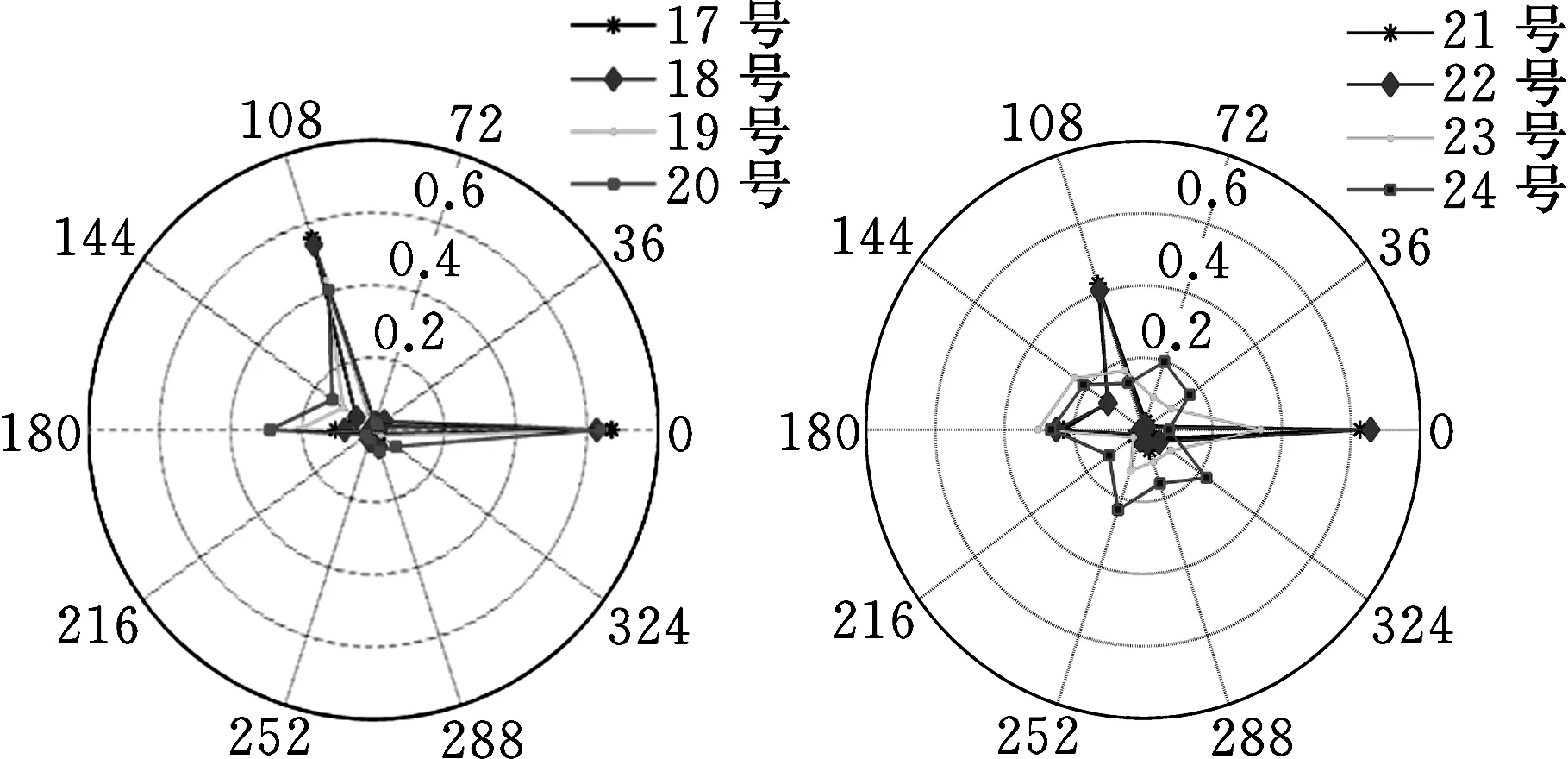
(e)17~20號鉆孔 (f)21~24號鉆孔 圖6 孔系鉆削振動監測信號時頻特征雷達圖
雷達圖表示法直觀地表示了信號時頻特征的數據結構,圖6中,不同鉆孔信號時頻特征矩陣數據對應不同的雷達圖圖形特征。此處所指的圖形特征是指能夠較準確地描述一個圖形的形狀,并且可以用來區別另一個類別的圖形屬性。顯然,由圖6中雷達圖的對比發現,當質量出現異常時,監測信號特征的雷達圖多邊形重心點位置分布存在著很大的差異。因此,本文選取雷達圖的重心坐標作為聚類分析的特征量。
將上述24個10邊形雷達圖的重心坐標繪制于一個極坐標系中,利用雷達圖將高維數據的聚類轉化成平面上點集的聚類。本文采用FCM算法對重心點進行聚類,每個聚類簇的數據用不同標注符號和顏色表示,并在旁邊標記鉆削序列。聚類結果如圖7所示,其中23號、24號鉆孔的雷達圖重心點明顯偏離了第1~22號雷達圖重心點的聚類中心。
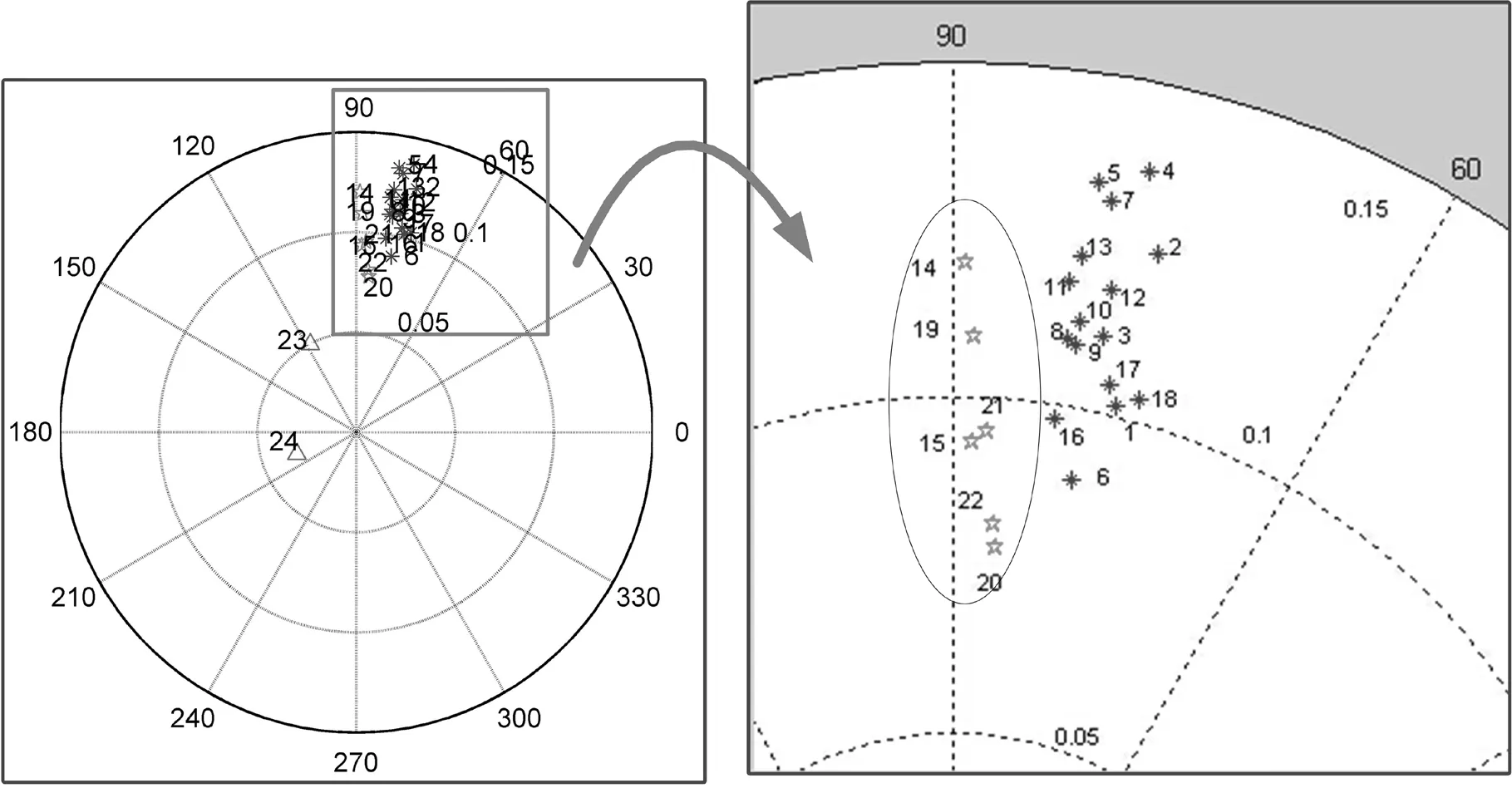
圖7 24組數據雷達圖重心點集聚類分析結果
由表1、表2可知,人工檢測結果與圖7中雷達圖重心點集聚類結果基本一致。在此次實驗中,聚類分析各類別準確率分別為100%、83.3%和100%,總的準確率為94.4%。
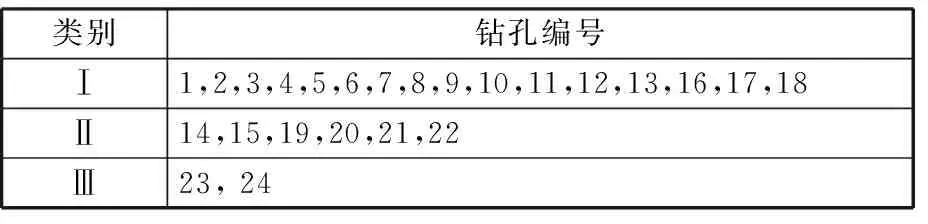
表2 FCM聚類結果
4實驗驗證
為驗證此方法的可行性,改變鉆削參數和實驗材料再次進行了多組鉆削實驗。實驗中具體參數如下:通孔鉆削深度h=14.44 mm,刀具為1534SU03-0600;工件材料為45鋼;進給量f=30 mm/min;主軸轉速n=500 r/min;采樣頻率為20 kHz;干切削。
采用本文所述方法對隨機抽取的38組實驗數據進行分析,并將分類結果(圖8)與人工檢測結果進行對比,對比結果如表3所示。本次驗證實驗聚類分析各類別準確率分別為100%、80%和100%,總的準確率為93.3%。
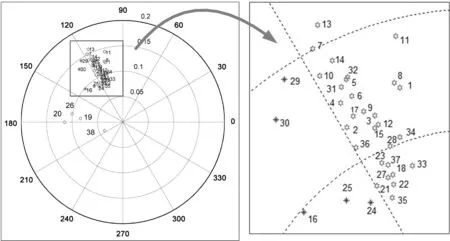
圖8 38組數據雷達圖重心點集聚類分析結果

表3 聚類分析結果與人工檢測結果
因此,由兩次實驗結果得知,若采用文中所述方法對鉆削過程振動信號進行分類后,只需從不同類別中各找一個鉆孔做質量檢測,就能有效判斷孔系鉆削質量。
5結論
(1)孔系鉆削過程加速度振動監測信號的小波包能量譜及高階統計量特征變化與孔系加工質量波動間存在聯系。
(2)將監測信號的小波包能量譜和高階統計量特征組成綜合特征矩陣,利用雷達圖實現了多維綜合特征數據的可視化,不同鉆孔監測信號的時頻特征矩陣數據可對應不同的雷達圖重心坐標特征。
(3)采用FCM算法聚類方法對信號時頻域特征進行聚類融合,可克服傳感器單一特征可能會對孔系質量分布產生誤判的不足,提高分類準確率。
(4)采用雷達圖可視化技術處理信號時頻特征,可直觀地觀察孔系加工質量的分布狀況,加工質量特別異常的鉆孔從重心點聚類圖中直觀顯示。
(5)采用基于雷達圖的可視化聚類方法進行孔系零件鉆孔質量一致性評估檢測,聚類結果顯示直觀,為人工檢測提供參考,從而準確、快速地實現孔系質量分類。
(6)實驗結果表明,本文所提出的方法適用于切削工藝參數、傳感器檢測環境一致的鉆削加工過程,其他切削過程是否同樣適用則尚需進一步研究。
參考文獻:
[1]RamirezC,PoulachonG,RossiF,etal.ToolWearMonitoringandHoleSurfaceQualityduringCFRPDrilling[J].ProcediaCIRP,2014(13): 163-168.
[2]UpadhyayV,JainPK,MehtaNK.In-processPredictionofSurfaceRoughnessinTurningofTi-6Al-4VAlloyUsingCuttingParametersandVibrationSignals[J].Measurement,2013,46(1):154-160.
[3]Abu-MahfouzI.DrillingWearDetectionandClassificationUsingVibrationSignalsandArtificialNeuralNetwork[J].InternationalJournalofMachineToolsandManufacture, 2003,43(7):707-720.
[4]MessaoudA,WeihsC,HeringF.DetectionofChatterVibrationinaDrillingProcessUsingMultivariateControlCharts[J].ComputationalStatistics&DataAnalysis, 2008, 52(6): 3208-3219.
[5]AxinteDA,GindyN,FoxK,etal.ProcessMonitoringtoAssisttheWorkpieceSurfaceQualityinMachining[J].InternationalJournalofMachineToolsandManufacture, 2004,44(10):1091-1098.
[6]CostesJP.APredictiveSurfaceProfileModelforTurningBasedonSpectralAnalysis[J].JournalofMaterialsProcessingTechnology, 2013,213(1):94-100.
[7]RawatS,AttiaH.CharacterizationoftheDryHighSpeedDrillingProcessofWovenCompositesUsingMachinabilityMapsApproach[J].CIRPAnnals, 2009, 58(1):105-108.
[8]YauN.VisualizeThis:theFlowingDataGuidetoDesign,VisualizationandStatistics[M].LosAngeles:Wiley, 2011.
[9]李惠君,李志全.基于改進雷達圖的可視化聚類方法研究[J]. 燕山大學學報, 2013,37(1): 58-62.
LiHuijun,LiZhiquan.ResearchonVisualizationClusteringMethodBasedonImprovedRadarChart[J].JournalofYanshanUniversity,2013,37(1):58-62.
[10]葛繼平,李胡生.基于小波包能量累積變異的梁橋損傷識別試驗[J]. 振動、測試與診斷,2011,31(1):85-88,131.
GeJiping,LiHusheng.ExperimentonDamageDetectionofGirderBridgeUsingWaveletPacketEnergyAccumulatedVariation[J]. 2011,31(1):85-88,131.
[11]王冬云,張文志. 基于小波包變換的滾動軸承故障診斷[J]. 中國機械工程,2012,23(3):295-298.
WangDongyun,ZhangWenzhi.FaultDiagnosisStudyofBallBearingBasedonWaveletPacketTransform[J].ChinaMechanicalEngineering2012,23(3): 295-298.
[12]李昕,楊麗娟.基于圖表達原理的多維數據特征的選取[J].國外電子測量技術,2007(10):17-20.
LiXin,YangLijuan.Multi-dimensionalDataFeatureSelectionBasedonChartTheory[J].ForeignElectronicMeasurementTechnology, 2007(10):17-20.
(編輯袁興玲)
收稿日期:2015-08-18
基金項目:國家自然科學基金資助項目(51375419,51375418);湖南省自然科學基金資助項目(2016JJ2084)
中圖分類號:TH166
DOI:10.3969/j.issn.1004-132X.2016.12.010
作者簡介:周友行,男,1971年生。湘潭大學機械工程學院教授、博士研究生導師。主要研究方向為數字化設計與制造。發表論文50余篇。楊文佳,男,1990年生。湘潭大學機械工程學院碩士研究生。謝賽元,女,1989年生。湘潭大學機械工程學院碩士研究生。張俏,女,1990年生。湘潭大學機械工程學院碩士研究生。章本毅,男,1991年生。湘潭大學機械工程學院碩士研究生。
VisualizationofHoleSeriesDrillingVibrationSignalFeatureFluctuationandItsApplications
ZhouYouhangYangWenjiaXieSaiyuanZhangQiaoZhangBenyi
XiangtanUniversity,Xiangtan,Hunan,411105
Abstract:To analyse the consistency evaluation of hole series part drilling quality, a clustering analysis method was presented based on fluctuation of vibration signal features. A vibration sensor was used to monitor the drilling process, and the vibration signal wavelet packet energy spectrum and higher-order statistics features of each hole in drilling process were extracted to construct the monitoring signal characteristic matrix. Then radar chart was used to reconstruct the distribution graphs of wavelet packet energy spectrum features and high-order statistics features, and the center of gravity features were extracted from these radar charts. Finally, fuzzy C-means(FCM) algorithm was used to complete the clustering analyses of these center of gravity features points. By comparison, it shows that hole drilling quality distribution can be visually presented and hole drilling quality consistency evaluation can be realized simply and reliably by clustering analysis based on radar chart.
Key words:drilling quality;vibration signal;wavelet packet energy spectrum;high-order statistics;radar chart;clustering analysis
