偶聯劑對再生橡膠結構與性能的影響
2016-07-25 07:35:24辛振祥
橡膠工業 2016年4期
劉 娟,沈 梅,辛振祥
(青島科技大學 高分子科學與工程學院,山東 青島 266042)
隨著橡膠工業的發展,天然橡膠(NR)的消耗量快速增加,NR產能不足的問題逐漸顯現。再生橡膠問世以來,主要是與其他橡膠并用,可部分替代生膠。對性能要求較低的橡膠制品可以采用再生橡膠為主體材料,輔以其他橡膠進行生產。在當前NR資源短缺的情況下,大力發展再生橡膠行業既可以減少處理廢舊橡膠制品的繁瑣步驟,也可以減小其他橡膠的使用量,達到降低成本的目的。
再生橡膠生產中存在的主要問題是再生橡膠的綜合性能偏低,限制了其在橡膠工業的廣泛應用。偶聯劑被稱為無機和有機物質界面間的橋梁[1],其中硅烷偶聯劑既能與無機填料中的羥基又能與橡膠的長分子鏈相互作用,使兩種不同性質的材料“偶聯”起來,從而改善膠料的各種性能;而鈦酸酯偶聯劑的直鏈烷烴能夠增加與聚烯烴的相容性,降低粘度,從而改善膠料的加工性能[2]。廖小雪等[3]研究了不同偶聯劑對膠粉性能的影響,但有關偶聯劑對再生橡膠性能的影響研究較少。
為了改善再生橡膠的物理性能,本工作以廢輪胎胎面膠粉(主要成分是NR、丁苯橡膠和順丁橡膠)為原料,選擇硅烷偶聯劑Si69和鈦酸酯偶聯劑201,研究偶聯劑對再生橡膠結構與性能的影響。
1 實驗
1.1 主要原材料
廢輪胎胎面膠粉,高密市信元橡膠有限公司產品;活化劑,自制;硅烷偶聯劑Si69和鈦酸酯偶聯劑201等均為市售工業品。
1.2 基本配方
廢輪胎胎面膠粉再生配方:廢輪胎胎面膠粉100,活化劑 3.6,芳烴油 13,偶聯劑 變品種、變量。
再生橡膠硫化配方:廢輪胎胎面膠粉再生橡膠 100,氧化鋅 2.5,硬脂酸 0.3,硫黃 1.2,促進劑NS 0.8。
1.3 主要設備和儀器
X(S)K-160型開煉機,上海雙翼橡塑機械有限公司產品;KSS-300型轉矩流變儀,上海科創橡塑機械設備有限公司產品;GT-M2000-A型硫化儀和AI-7000S型電子拉力機,中國臺灣高鐵檢測儀器有限公司產品;MZ-4016B型門尼粘度儀,江蘇明珠試驗機械有限公司產品;HS 1007-RTMO型自動硫化機,佳鑫電子設備科技(深圳)有限公司產品;JSM-7500F型場發射掃描電子顯微鏡(SEM),日本電子公司產品。
1.4 試樣制備
預混:將廢輪胎胎面膠粉、活化劑和芳烴油按再生配方加入高速攪拌機(溫度為80 ℃,轉速為800 r min-1)中預混10 min,排料后室溫冷卻,備用。
再生橡膠制備:將140 g預混好的物料加入容積為200 mL的轉矩流變儀(此實驗中主要起再生作用),設定溫度為200 ℃,轉速為30 r min-1,再生時間為15 min。
再生橡膠混煉工藝:將轉矩流變儀排出的粉狀再生橡膠在開煉機上常溫薄通18次,下片,取樣(約20 g,停放24 h后測試門尼粘度),剩余膠料分步加入硫化體系,混煉均勻,薄通打三角包,下片。硫化條件為145 ℃/10 MPat90,試樣停放24 h后進行性能測試。
1.5 測試分析
(1)交聯密度:采用平衡溶脹法,參照文獻[4]進行測試。
(2)溶膠質量分數:稱取一定質量且厚度小于2 mm的試樣,用濾紙包裹后放入索氏提取器中,先用丙酮抽提12 h,取出在真空干燥箱中于60 ℃下干燥至恒質量(m1),然后再用甲苯抽提14 h,取出在真空干燥箱中于60 ℃下干燥至恒質量(m2),則溶膠質量分數為(m1-m2)/m1。
(3)門尼粘度、硫化特性和物理性能均按相應的國家標準進行測試。
(4)SEM分析:對試樣拉伸斷口表面噴金處理,采用SEM觀察斷面形貌。
2 結果與討論
2.1 交聯密度
偶聯劑用量對再生橡膠交聯密度的影響如圖1所示。

圖1 偶聯劑用量對再生橡膠交聯密度的影響
由圖1可以看出:隨著硅烷偶聯劑Si69用量的增大,再生橡膠的交聯密度逐漸增大,這可能是由于硅烷偶聯劑Si69在硫化體系中具有硫化劑的作用,因此提高了硫化體系的交聯密度[5];而隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的交聯密度變化不大,說明鈦酸酯偶聯劑201對再生橡膠交聯密度的影響不大。
2.2 溶膠質量分數
偶聯劑用量對再生橡膠溶膠質量分數的影響如圖2所示。
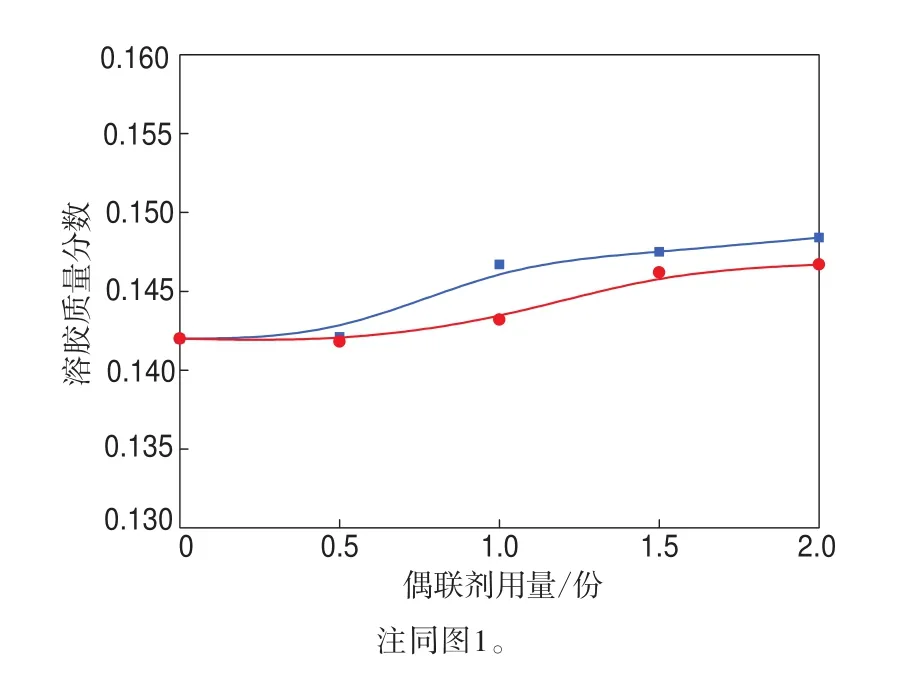
圖2 偶聯劑用量對再生橡膠溶膠質量分數的影響
從圖2可以看出,隨著硅烷偶聯劑Si69和鈦酸酯偶聯劑201用量的增大,再生橡膠的溶膠質量分數呈增大趨勢,但變化不大,說明偶聯劑對再生橡膠的溶膠質量分數影響不大。
2.3 加工性能
偶聯劑用量對再生橡膠門尼粘度的影響如圖3所示。
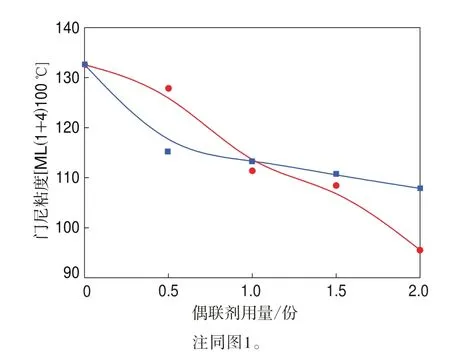
圖3 偶聯劑用量對再生橡膠門尼粘度的影響
由圖3可以看出:隨著偶聯劑用量的增大,再生橡膠的門尼粘度呈下降趨勢;當偶聯劑用量為0.5份時,添加鈦酸酯偶聯劑201的再生橡膠的門尼粘度相對較高;當偶聯劑用量為1~2份時,添加硅烷偶聯劑Si69的再生橡膠的門尼粘度相對較高。這可能是由于硅烷偶聯劑Si69與橡膠的長鏈分子相互作用,從而使再生橡膠的門尼粘度下降;而鈦酸酯偶聯劑201表面的直鏈烷烴能夠增加與聚烯烴的相容性,從而降低體系的門尼粘度[2]。
2.4 硫化特性
硅烷偶聯劑Si69和鈦酸酯偶聯劑201用量對再生橡膠硫化特性(145 ℃)的影響分別如表1和2所示。
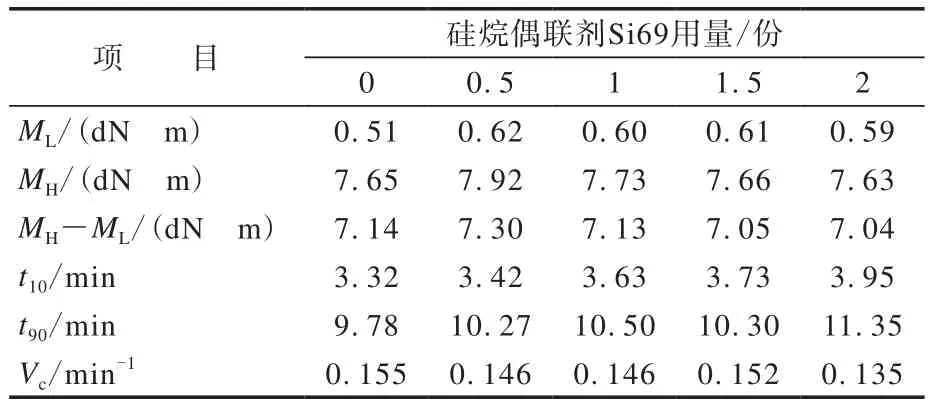
表1 硅烷偶聯劑Si69用量對再生橡膠硫化特性的影響
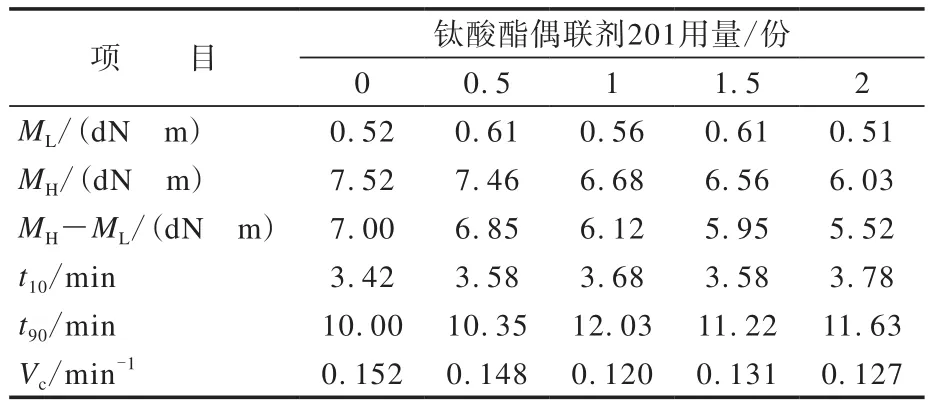
表2 鈦酸酯偶聯劑201用量對再生橡膠硫化特性的影響
由表1和2可以看出:隨著硅烷偶聯劑Si69用量的增大,再生橡膠的MH與ML之差、t10和硫化速率(Vc)變化不大,t90總體延長;而隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的MH與ML之差逐漸減小,t10變化不大,t90總體延長,Vc呈減小趨勢。
2.5 物理性能
偶聯劑用量對再生橡膠拉伸強度的影響如圖4所示。
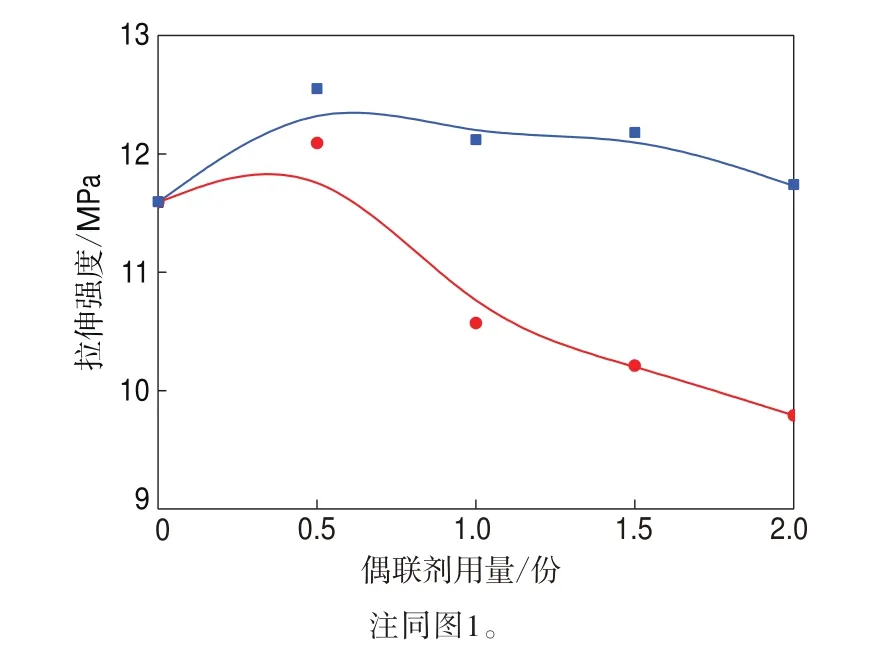
圖4 偶聯劑用量對再生橡膠拉伸強度的影響
由圖4可以看出:隨著硅烷偶聯劑Si69用量的增大,再生橡膠的拉伸強度變化很小;而隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的拉伸強度先增大后減小。這可能是由于鈦酸酯偶聯劑在體系中起著偶聯和填充的作用,當偶聯劑用量較小時,再生橡膠大分子束縛小,易滑動取向,應力分布均勻,因而拉伸強度較大;隨著偶聯劑用量的增大,偶聯的大分子數量增多,受束縛大,不易滑動,應力分布不均勻,因此拉伸強度下降[2]。
偶聯劑用量對再生橡膠拉斷伸長率的影響如圖5所示。
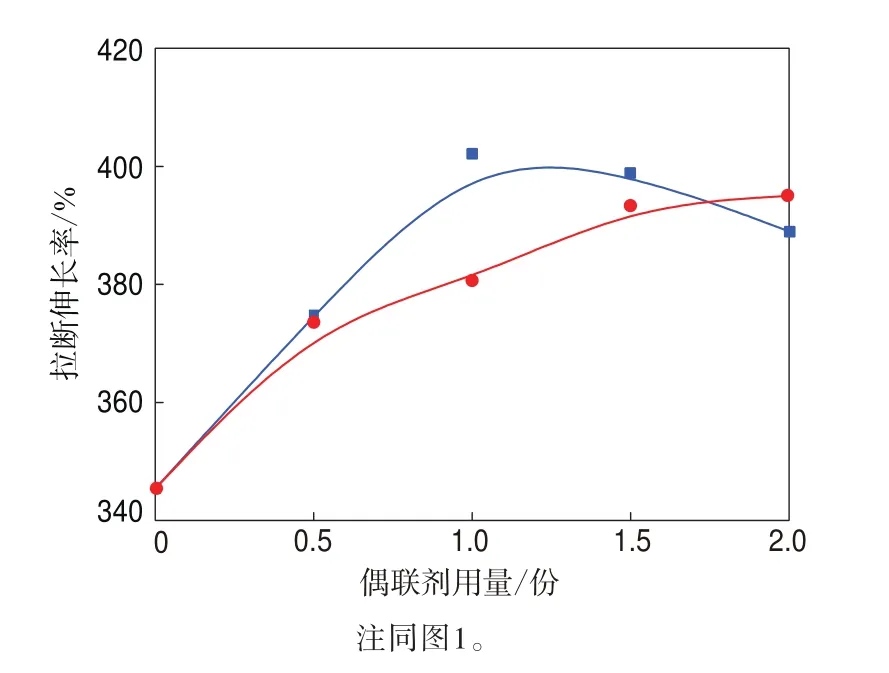
圖5 偶聯劑用量對再生橡膠拉斷伸長率的影響
由圖5可以看出:隨著硅烷偶聯劑Si69用量的增大,再生橡膠的拉斷伸長率先增大后減小,這可能是由于硅烷偶聯劑Si69用量增大,硫化膠的交聯密度增大,使再生橡膠的物理性能得到改善,但隨著交聯密度的不斷增大,分子鏈的柔順性降低,使再生橡膠的拉斷伸長率下降[3];隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的拉斷伸長率逐漸增大。
綜上所述,當再生條件及偶聯劑用量相同時,添加硅烷偶聯劑Si69的再生橡膠綜合物理性能較好。
2.6 SEM分析
再生橡膠拉伸斷面的SEM照片如圖6所示。
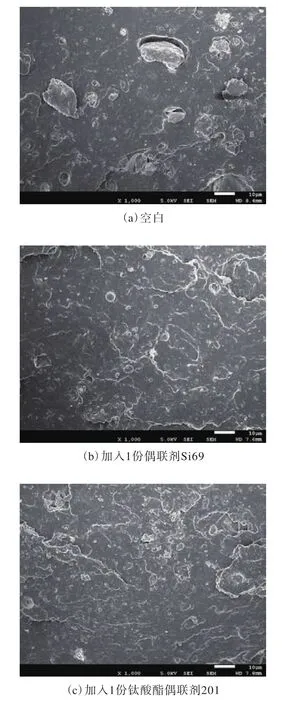
圖6 再生橡膠拉伸斷面的SEM照片(放大1 000倍)
由圖6(a)可以看出,空白試樣的拉伸斷面不平整,有微米級的顆粒及孔洞存在,顆粒大小不均一。孔洞可能是由于在拉伸過程中膠粒從再生橡膠基體中拔出或從再生橡膠基體脫離所致,而且有些膠粒處于將要拔出而未拔出的狀態。由圖6(b)可以看出,添加1份硅烷偶聯劑Si69的再生橡膠的拉伸斷面相對比較平整,斷層分布相對比較均勻,微米級顆粒及孔洞較少。由圖6(c)可以看出,加入1份鈦酸酯偶聯劑201的再生橡膠的拉伸斷面不平整,斷層分布不均勻,微米級顆粒及孔洞較少。這說明硅烷偶聯劑Si69和鈦酸酯偶聯劑201的加入改善了再生橡膠中填料的分散性及相容性。
3 結論
(1)隨著硅烷偶聯劑Si69用量的增大,再生橡膠的交聯密度逐漸增大,溶膠質量分數變化不大;而隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的交聯密度和溶膠質量分數均變化不大。
(2)隨著硅烷偶聯劑Si69和鈦酸酯偶聯劑201用量的增大,再生橡膠的門尼粘度逐漸下降,t10變化不大,t90總體延長。
(3)隨著硅烷偶聯劑Si69用量的增大,再生橡膠的拉伸強度變化不大,拉斷伸長率先增大后減小;隨著鈦酸酯偶聯劑201用量的增大,再生橡膠的拉伸強度先增大后逐漸減小,拉斷伸長率逐漸增大。
(4)SEM分析表明,添加硅烷偶聯劑Si69的再生橡膠的拉伸斷面相對較平整,微米級粒子及孔洞較少。