質量控制圖在丁苯橡膠門尼粘度檢驗中的作用
2016-08-02 08:16:00劉俊保趙又穆李淑萍曹帥英
合成材料老化與應用 2016年3期
關鍵詞:應用
劉俊保,趙又穆,李淑萍,曹帥英
(國家合成橡膠質量監督檢驗中心 中國石油蘭州化工研究中心,甘肅蘭州 730060)
?
質量控制圖在丁苯橡膠門尼粘度檢驗中的作用
劉俊保,趙又穆,李淑萍,曹帥英
(國家合成橡膠質量監督檢驗中心 中國石油蘭州化工研究中心,甘肅蘭州 730060)
摘要:實驗室通過門尼粘度國家標準物質的研制,對該樣品進行3年時間的逐月檢驗,繪制質量控制圖,考察其樣品的穩定性,同時監測儀器是否處于正常狀態,從而有效地控制門尼粘度檢驗的質量。根據X-R(或S)控制圖表明,門尼粘度標準物質性能穩定,門尼粘度計處于良好狀態;實驗室丁苯橡膠門尼粘度樣品的檢驗結果處于良好的受控狀態,有較高的系統控制能力和隨機控制能力,檢驗結果準確可靠的。在丁苯橡膠門尼粘度檢驗時,系統誤差控制在±0.2范圍,隨機誤差(極差)應小于0.31,標準偏差應小于0.15。
關鍵詞:門尼粘度,質量控制圖,應用
質量控制圖是實驗室監測常規檢驗過程中可能出現誤差或檢驗出現的失誤,控制檢驗數據在一定范圍內波動,保證檢驗數據質量的有效方法之一。質量控制圖與其他質量控制手段相比較,控制圖有實施時間短、過程簡單、費用低等特點,實驗室根據控制圖來發現檢測實現過程中各階段存在的波動情況并加以控制。實驗室通過門尼粘度國家標準物質的研制,將該樣品通過3年的時間,逐月進行檢驗,繪制質量控制圖,考察其樣品的穩定性,同時監測儀器是否處于正常狀態,從而有效控制門尼粘度檢驗的質量。
1實驗部分
1.1樣品
丁苯橡膠標準物質GBW(E)130198,國家合成橡膠質量監督檢驗中心研制。
1.2測試方法
按照GB/T 15340-2008采用直接法[1]制備GBW(E)130197樣品,按照GB/T 1232.1-2000[2]進行門尼粘度值的測試。
1.3儀器
日本島津公司制造的SMV-300RT型門尼粘度計。
2結果與討論
2.1質量控制圖
質量控制圖[3]由正態分布演變而來。正態分布通常用均值μ和標準差σ兩個參數來決定。正態分布的結論對質量管理有著極其重要的作用,不管均值μ和標準差σ為何值,產品質量特性值總是在μ±3σ之間的概率為 99.73%,在μ±3σ之外的概率為 100%-99.73%=0.27%,大于μ+3σ或小于μ-3σ的概率約為1‰。休哈特據此提出了控制圖。控制圖是對過程質量數據測定、記錄從而進行質量管理的圖。圖上有中心線(CL)、上控制限(UCL)和下控制限(LCL),并有按時間順序抽取的樣本統計量數值的描點序列,控制圖如圖1所示。
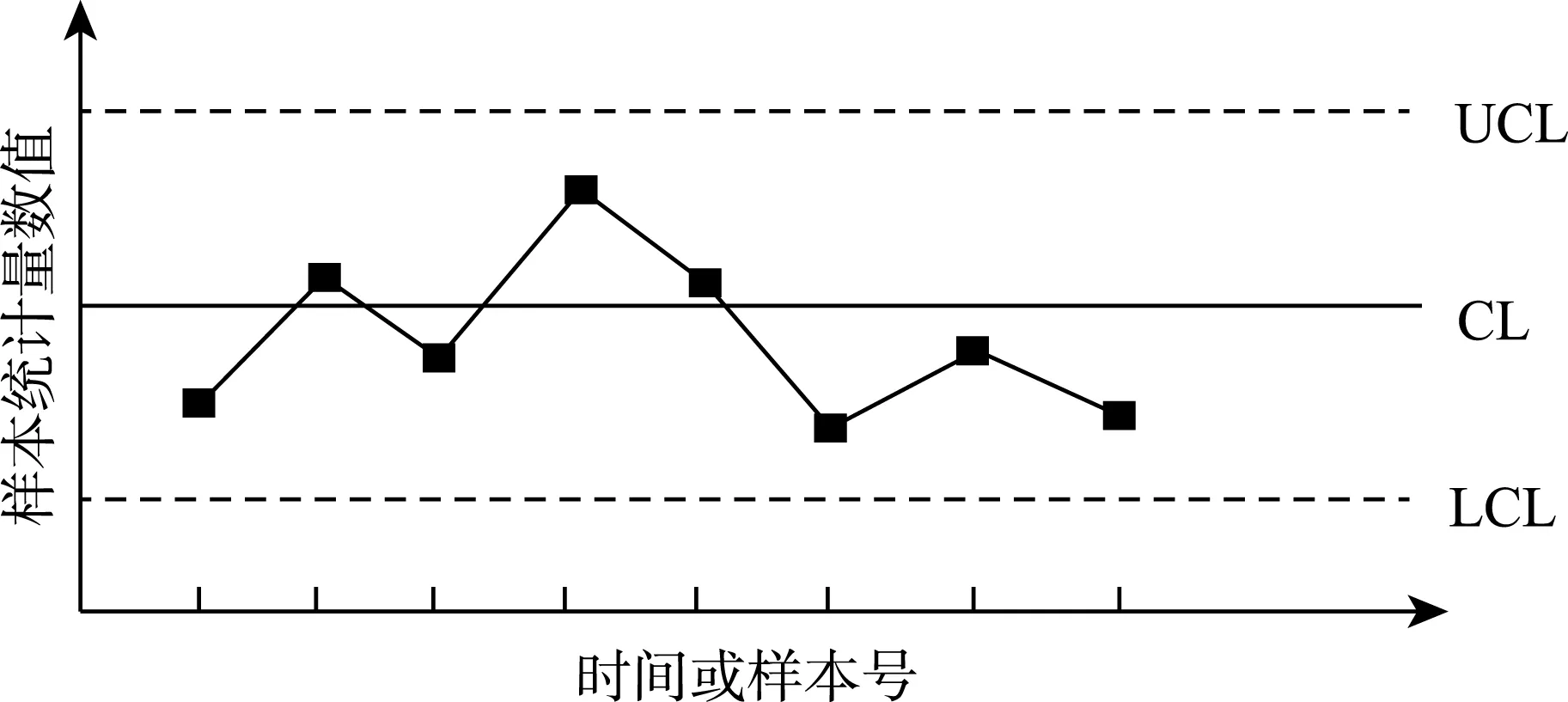
圖1 質量控制圖
2.2質量控制圖的類型

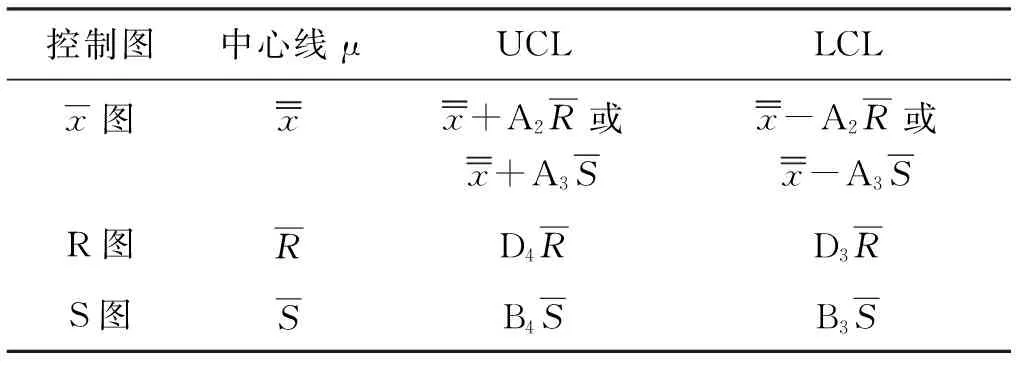
表1 控制圖的控制極限
2.3控制圖的繪制
對丁苯橡膠門尼粘度標準物質門尼粘度檢驗采用GB/T 1232.1-2000進行。每月對丁二烯門尼粘度在相同條件下,同儀器由同一人員對其重復檢驗3次,將3年的檢驗數據計算出每月檢驗數據的平均值與極差。丁苯橡膠門尼粘度檢驗數據見表2。
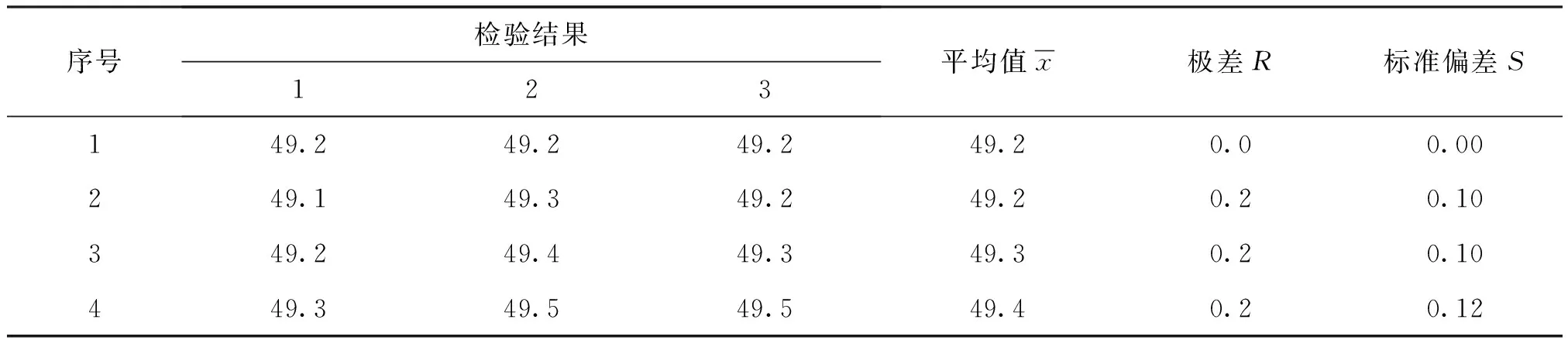
表2 門尼粘度標準物質檢測數據
續表2
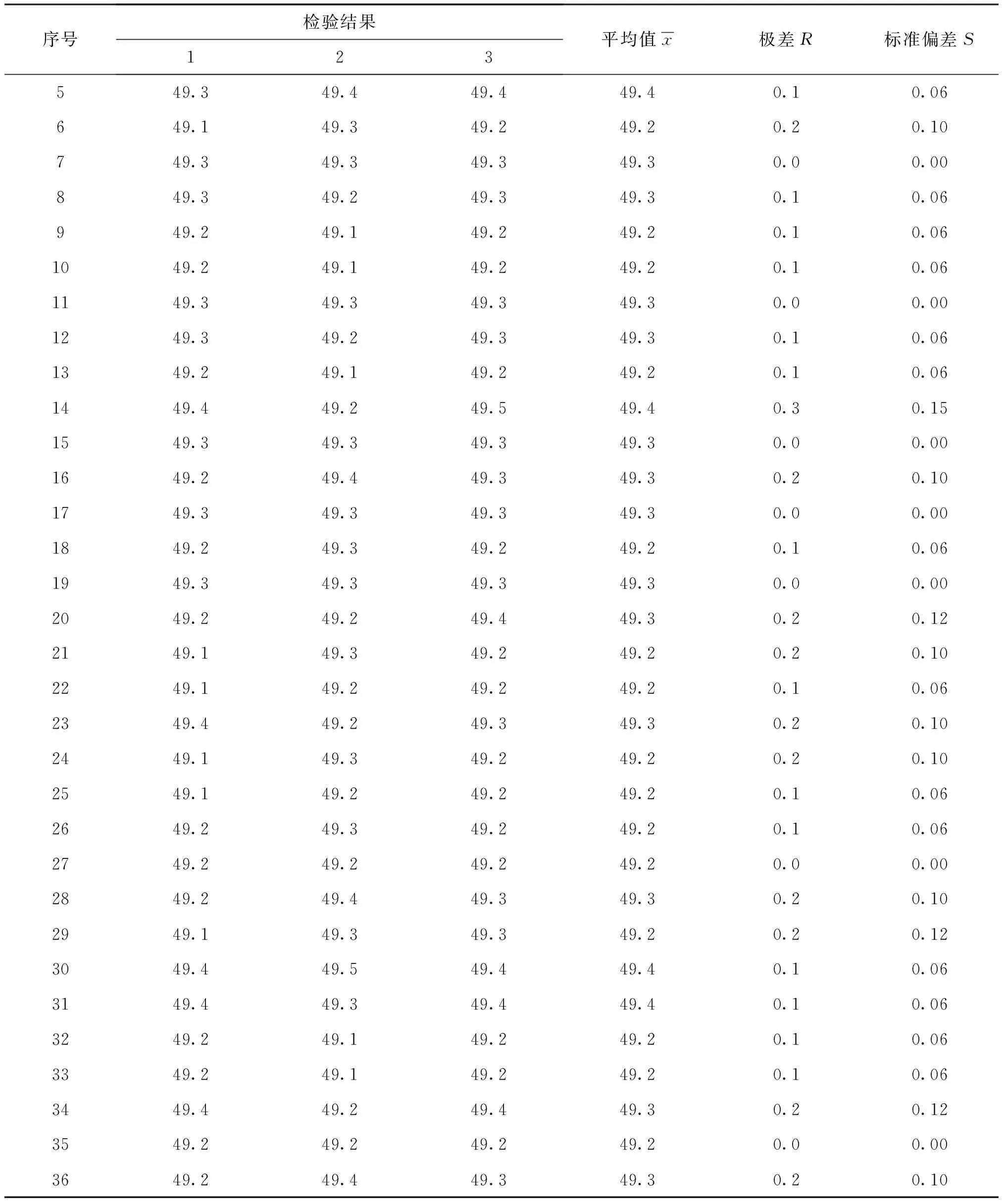
序號檢驗結果123平均值x極差R標準偏差S549.349.449.449.40.10.06649.149.349.249.20.20.10749.349.349.349.30.00.00849.349.249.349.30.10.06949.249.149.249.20.10.061049.249.149.249.20.10.061149.349.349.349.30.00.001249.349.249.349.30.10.061349.249.149.249.20.10.061449.449.249.549.40.30.151549.349.349.349.30.00.001649.249.449.349.30.20.101749.349.349.349.30.00.001849.249.349.249.20.10.061949.349.349.349.30.00.002049.249.249.449.30.20.122149.149.349.249.20.20.102249.149.249.249.20.10.062349.449.249.349.30.20.102449.149.349.249.20.20.102549.149.249.249.20.10.062649.249.349.249.20.10.062749.249.249.249.20.00.002849.249.449.349.30.20.102949.149.349.349.20.20.123049.449.549.449.40.10.063149.449.349.449.40.10.063249.249.149.249.20.10.063349.249.149.249.20.10.063449.449.249.449.30.20.123549.249.249.249.20.00.003649.249.449.349.30.20.10

2.3.1X控制圖的繪制
X控制圖的上、下限根據表1計算。
由每組檢測次數n=3,查控制圖用系數表[4],得A2=1.023。于是

圖2 檢測結果的平均值控制圖
根據控制圖判穩準則,可認定X圖處于穩定狀態,實驗室在檢測門尼粘度時,有較高的系統控制能力。
2.3.2R控制圖的繪制
R控制圖的控制上下限根據表1計算。
由每組檢測次數n=3,查控制圖用系數表,得D3=0、D4=2.574。于是
根據上述計算,做R圖,如圖3所示。
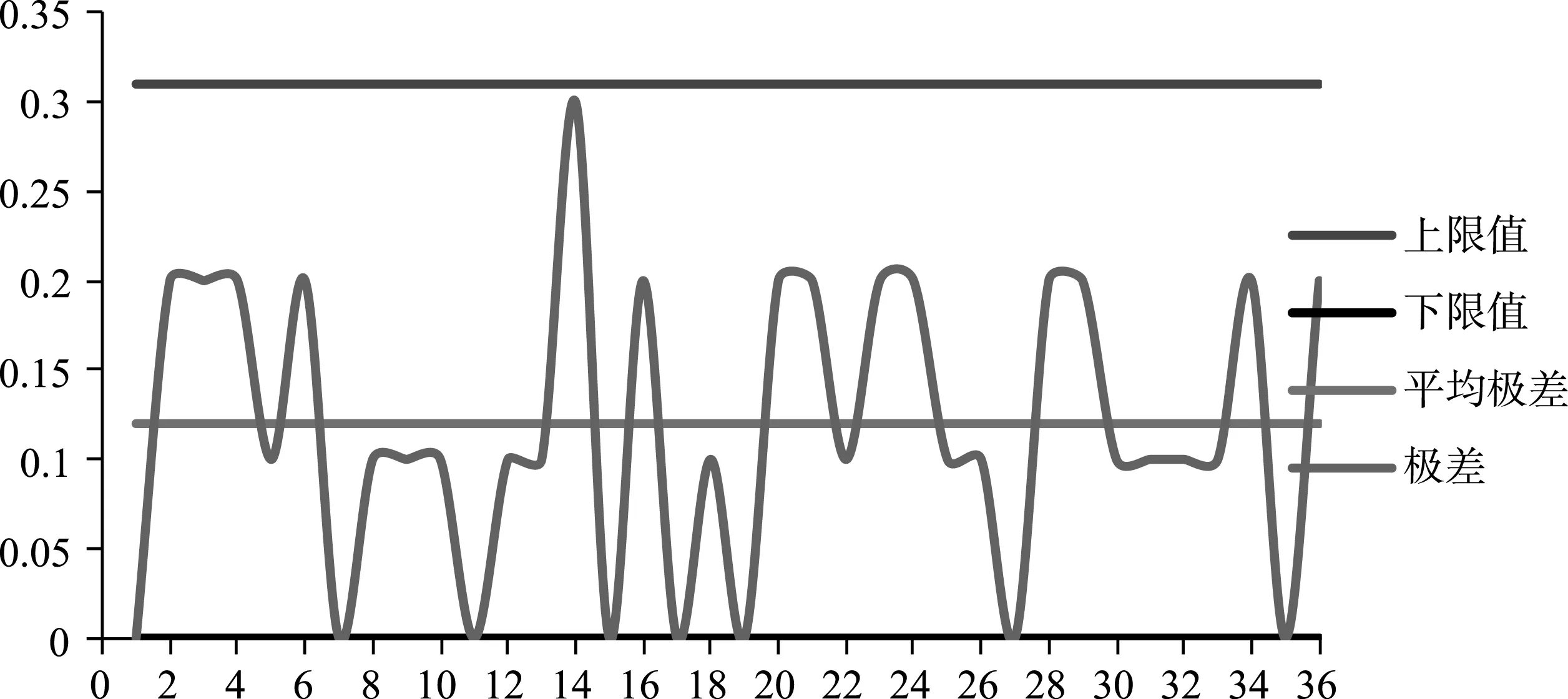
圖3 檢測結果的極差控制圖
R值曲線在控制圖上、下限之內,可認定R圖處于穩定狀態,實驗室在檢測門尼粘度時,有較高的隨機控制能力。
2.3.3S控制圖的繪制
S控制圖的控制上、下限根據表1計算。
由每組檢測次數n=3,查控制圖用系數表,得B3=0、B4=2.568。于是
根據計算結果作S圖,如圖4所示。
S值曲線在控制圖上、下限之內,可認定S圖處于穩定狀態,實驗室在檢測門尼粘度時,檢測過程的重復性好,有較高的隨機控制能力。
根據X圖、R圖S圖與綜合判斷,實驗室丁苯橡膠門尼粘度樣品的檢測結果處于良好的受控狀態,有較高的系統控制能力和隨機控制能力,檢測質量是穩定可靠的。
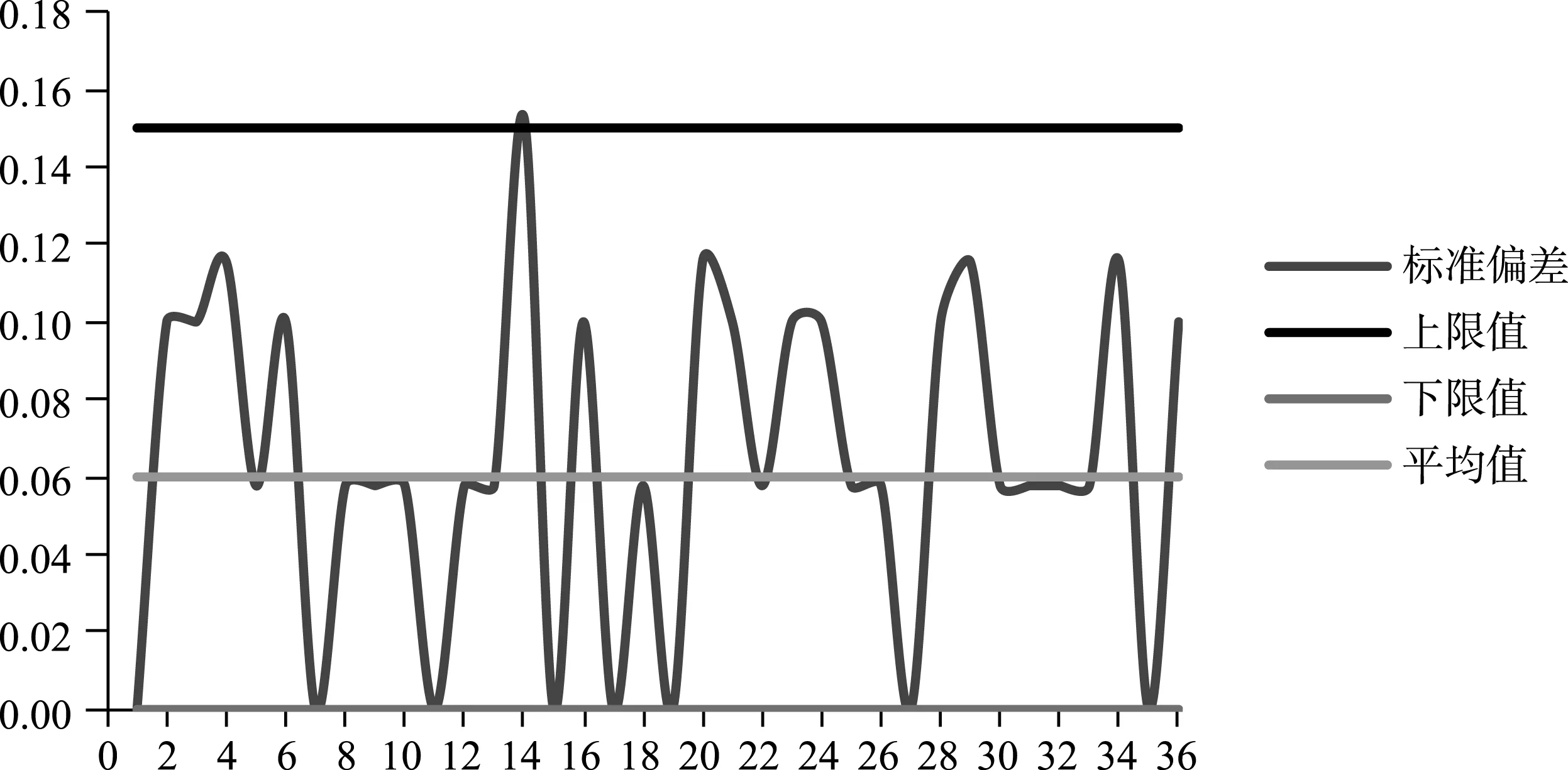
圖4 檢測結果的標準偏差控制圖
3結論
通過3年的丁苯橡膠標準物質門尼粘度測試,根據X-R(或S)控制圖,說明門尼粘度標準物質性能穩定,門尼粘度計處于良好狀態,實驗室丁苯橡膠門尼粘度樣品的檢測結果處于良好的受控狀態,有較高的系統控制能力和隨機控制能力,檢測質量是穩定可靠的。
應用X-R(或S)控制圖,測定丁苯橡膠門尼粘度時,系統誤差門尼粘度測試值控制在±0.2范圍,隨機誤差(門尼粘度測試極差)應小于0.31,門尼粘度測試標準偏差應小于0.15,對門尼粘度準確測定有指導作用。
參考文獻
[1] 蔡尚脈,陳鷹. GB/T 15340-2008 天然、合成生膠取樣及其制樣方法[S].北京:中國標準出版社,2008.
[2] 張菊秀,李海鷹,沈輝,等. GB/T 1232.1-2000未硫化橡膠 用圓盤剪切粘度計進行測定 第1部分:門尼粘度的測定[S].北京:中國標準出版社,2000.
[3] 孫公緒,孫靜.質量工程師手冊[M].企業管理出版社,2002.
[4] 周尊英.實用統計技術指南[M].北京:中國標準出版社,2003:212.
中圖分類號:TQ 333.1
Application of Quality Control Chart in Test of Butadiene Styrene Rubber Mooney Viscosity
LIU Jun-bao,ZHAO You-mu,LI Shu-ping,CAO Shuai-yin
(National Quality Supervision and Inspection Center of Synthetic Rubber,Lanzhou Petrochemical Research Center,Petro China,Lanzhou 730060,Gansu,China)
Abstract:Developing the national standard material of Mooney viscosity,the laboratory tested this sample. In time of 3a each month,drew quality control chart,investigated the stability of the sample,as well as monitoring if the apparatus is under normal condition,and thus controlled the quality of Mooney viscosity testing effectively. As X-R(or S) control chart showed,the performance of Mooney viscosity standard material is stable,and Mooney viscosimeter is in a fair state. Test result of butadiene styrene rubber Mooney viscosity sample is in controlled state,it has high system control capability and random control capability,the testing result is accurate and reliable. When testing butadiene styrene rubber Mooney viscosity,the system error is controlled in the range of ±0.2,the random error(the extreme difference) should be less than 0.31,the standard deviations should be less than 0.15.
Key words:Mooney viscosity,quality control chart,application
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
