門式起重機主梁檢測方法及測量分析
2016-08-06 16:08:16張榮平
大科技 2016年32期
關鍵詞:焊縫
張榮平
(云南省楚雄州質量技術監督綜合檢測中心 云南楚雄 675000)
門式起重機主梁檢測方法及測量分析
張榮平
(云南省楚雄州質量技術監督綜合檢測中心 云南楚雄 675000)
工業生產離不開起重機,隨著經濟的發展,越來越多的企業開始使用門式起重機,為了秉持“安全第一、有效發展”的理念需要經常對門式起重機進行檢驗。然而,在對其進行檢驗的過程中,難免會遇到許多問題,本文結合工作經驗,在闡述了門式起重機檢驗的一般規定的基礎上,從主梁懸臂端上翹度的檢驗、主梁腹板局部翹曲的檢驗以及主梁受拉蓋板焊接焊縫的檢驗等方面總結了檢驗醍醐,以供同仁參閱。
門式起重機;檢驗;方法
引言
近年來,隨著經濟體制改革不斷深入和國民經濟的飛速發展,起重機在生產領域及流通領域得到了廣泛的應用。它不僅大大減輕了工人的勞動強度,而且也大大提高了勞動生產率。盡管如此,起重機主梁需設置一定的上拱度值,其主要目的是為了提高起重機的承載能力、改善主梁的受力情況、抵抗主梁在載荷作用下的向下變形,提高主梁的強度與剛度。在起重機的結構中主梁是主要承載構件,上拱度值作為主梁的重要技術性能參數,一但出現問題,將會對使用單位造成重大經濟損失或造成特種設備事故。所以做好起重機主梁的檢驗工作是防范和減少各類安全事故發生的重要保障之一。
1 門式起重機檢驗的一般規定
(1)所用檢驗儀器和量具,需經鑒定合格方可使用。儀器和量具精度的選擇,應與被檢查部件的技術要求相適應(見表1)。
(2)檢驗用各類量具允許誤差不大于表1的規定值。
(3)檢測時,量具的溫度與被檢件的溫度應基本一致。

表1 常用量具的精度
(4)金屬結構的非加工面測量計數單位為0.5mm。
(5)檢驗門架有關項目時,走臺上應不放置電柱、角鋼滑線、電阻器、控制屏等零部件,但焊好的電線管除外。
(6)門架有關項目檢驗,應在無日照溫度影響,或者經檢驗、被檢驗雙方協商確認溫度基本一致的條件下進行。
2 門式起重機的檢驗項目、方法及標準
2.1 主梁跨中上拱度的檢驗
2.1.1 檢驗內容
對主梁跨中處的上拱度進行檢驗。門式起重機主梁大部分是分段制造、分段運輸,到使用現場要重新組立。對桁架式主梁,名桿件在制造廠研配完后需拆下到使用現場組裝。因此,立梁跨中上拱度的檢驗,除制造廠進行。使用單位在主梁組立完后也必須進行。這一項是《通用門式起重機產品質量分等》標準(JB/ZQ8002—89)中的考核項目(以下簡稱考核項目)。
2.1.2 檢驗方法
(1)檢驗需在室內或無日照影響時進行。
(2)用墊架將主梁墊平,使兩端座板處上蓋板的標高相互差Δ≤2mm。如果是雙主梁結構,墊架應置于主梁座極正下力。如果是單主梁結構,墊架支承中心線置于主梁座板外側700mm處。
(3)軌道、欄桿、走臺等零部件與主梁組裝完后進行檢驗。
(4)將水準儀放到適當位置。將座尺分別置于兩座板處上蓋板上,偏離主腹板,以避開軌道壓板為宜。用水準儀測得兩零點處ho值(ho為兩零點的平均值)。將座尺分別置放在跨中三個大箱板的上蓋板處,偏離主腹板,以避開軌道壓板為宜。用水準儀找到拱度最高點,該點的測量值為h或h10和h20那么實測拱度:
對雙主梁結構:掛銘牌側F1=ho-h10
單主梁結構:F=ho-h+ΔF墊
其中△F墊是墊架位置對拱度的影響值。表2列出起重量5~20t、跨度18~35m的單主梁門式起重機的AF墊值,其余的噸位、跨度的AF墊值可參考表2。
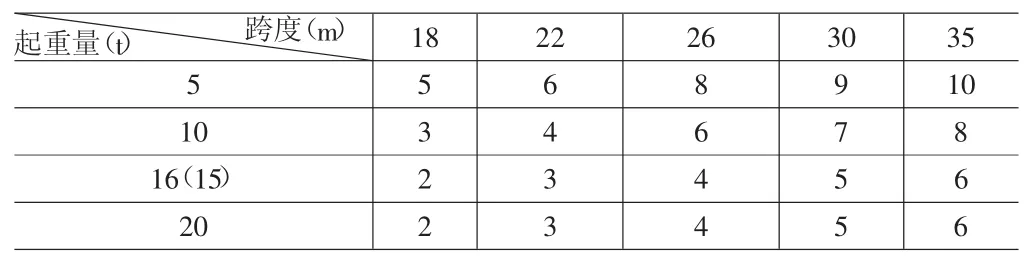
表2 墊價位置對拱度的影響值ΔF墊
2.1.3 檢驗標準
(1)優等品的門式起重機
S以毫米計,為起重機的跨度。
(2)一等品或合格品的門式起重機
(3)最大上拱度在跨中3/10的范圍內。
學生是學習的主體。藥學生要主動汲取專業知識,養成良好的職業道德,逐步滲透職業行為準則,培養接受他人、尊重他人并肯定他人的禮儀態度等,這些對自身能力的提高意義重大。同時,藥學生要克服恐懼心理,大膽地走出教室,積極地進入實訓、見習或實習場所,多參與實踐性的訓練項目,培養自己的知識遷移能力來逐步適應崗位要求,以防出現畢業后再花很長一段時間去適應工作的情況。
2.2 主梁懸臂端上翹度的檢驗
2.2.1 檢驗內容
對主梁懸臂端的上翹度進行檢驗。這一次檢驗與主梁跨中上拱度的檢驗同,且為考核項目。
2.2.2 檢驗方法
按照主梁跨中上拱度的檢驗方法將主梁墊起,用水準儀測得各零點處的ho值(ho為各點處平均值)。將座尺分別置于梁端第一塊大筋板的主腹板上蓋板處,用水準儀測得 h1、h2值或 h11、h12、h21、h22值。
對雙柱梁結構:F10=h0-h11
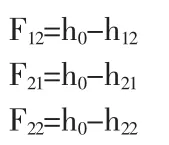
對單主梁結構:F01=h0-h1=ΔF01
其中,ΔF01、ΔF02為墊架位置對翹度的影響值,見表3。未列出噸位和懸臂長度的門式起重機的ΔF01、ΔF02。

表3 墊架位置對翹度的影響值ΔF01、ΔF02(mm)
2.2.3 檢驗標準
(1)優等品的門式起重機
L1、L2為左右端支腿至梁端第一塊大筋板的距離,可視為左右端有效懸臂長度。
(2)一等品或合格品的門式起重機

2.3 主梁腹板局部翹曲的檢驗
2.3.1 檢驗內容
對主梁腹板局部翹曲進行檢驗。對單主梁門式起重機,只測主腹板。該項檢驗由制造廠進行,使用單位視需要而定。對主梁腹板局部翹曲的檢驗屬于考核項目。
2.3.2 檢驗標準
主腹板局部翹曲的測量值,應符合表4的規定。
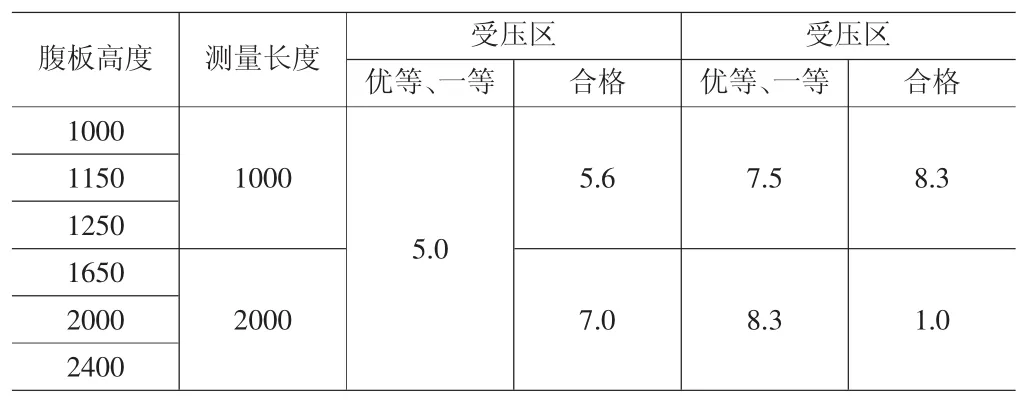
表4
2.4 主梁受拉蓋板焊接焊縫的檢驗
2.4.1 檢驗內容
對主梁受拉蓋板對接焊縫進行檢驗。對主梁腹板、受壓蓋板的對接焊縫的檢驗也可參照執行。該項檢驗應在制造廠和使用單位進行。如果不具備條件,可提供30d內的X射線探傷照片或超聲波檢驗報告。這項檢驗是考核項目。
2.4.2 檢驗方法
用超聲波和X射線進行對接焊縫的檢查。如對檢查出的缺陷焊縫有爭議,以X射線檢驗為準。
2.5 主梁上蓋板水平偏斜的檢驗
2.5.1 檢驗內容
對主梁上蓋板水平偏斜進行檢驗。該檢驗在制造廠進行,但不作為考核項目。
2.5.2 檢驗方法
用水準儀、座尺、鋼卷尺進行檢驗。
[1]徐格寧.起重運輸機械行業發展現狀與機械安全技術及標準的應用[J].機械工業標準化與質量,2007(10):13~15.
[2]李業景.塔機安全檢驗中存在問題及對策[J].建筑機械化,2005,26(9):57~58.
[3]《起重機械安裝改造重大修理監督檢驗規則》[J].新華出版社,2016(1):60.
[4]季永元.橋門式起重機檢驗中遇到的問題及解決措施[J].中國新技術新產品,2012(3):138.
TH213
A
1004-7344(2016)32-0229-02
2016-11-2
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
