焊接順序對X形坡口環焊結構殘余應力的影響
2016-08-26 06:55:36萬海波王延峰
動力工程學報 2016年8期
萬海波, 王延峰, 李 強, 唐 彬
(1. 上海發電設備成套設計研究院, 上海 200240; 2. 上海電力股份有限公司吳涇熱電廠, 上海 200241)
?
焊接順序對X形坡口環焊結構殘余應力的影響
萬海波1,王延峰1,李強1,唐彬2
(1. 上海發電設備成套設計研究院, 上海 200240; 2. 上海電力股份有限公司吳涇熱電廠, 上海 200241)
利用有限元軟件ABAQUS建立了環焊結構的二維軸對稱熱力順序耦合有限元模型,并對模型的準確性進行了驗證.利用該模型計算了不同焊接順序下不銹鋼圓筒多道對接焊的殘余應力分布.結果表明:不同焊接順序下的殘余應力分布趨勢基本一致,軸向應力在焊接接頭內壁一側表現為拉應力,而在外壁一側表現為壓應力;環向應力在整個壁厚方向上均表現為拉應力.就應力值大小而言,焊接順序對殘余軸向應力的影響較大,對環向應力的影響則較小.以最大程度降低焊接結構在服役期間發生應力腐蝕開裂的可能性為依據,確定了最佳焊接順序.
X形坡口; 焊接順序; 應力腐蝕開裂; 有限元模擬
大型壓力容器環縫對接焊是核電化工等領域常見的焊接結構.由于焊接過程中溫度分布不均勻,導致焊接后的構件中不可避免地出現殘余應力.殘余應力對結構的服役狀況產生不利影響,如促進疲勞、應力腐蝕開裂、氫脆的發生[1-2].如果要對焊接構件的完整性進行可靠評價,事先知曉焊接殘余應力的分布,特別是焊件厚度方向上的應力分布就顯得尤為重要.
工程上,為減小焊接變形,減少焊接缺陷和降低焊接工作難度(清根打磨),中厚壁容器對接多道焊通常采用對稱或非對稱的X形(雙V形)坡口[3-4].由于存在內、外坡口之分,焊道的先后順序將變得多樣化.此時,控制焊后殘余應力應成為選用最佳焊接順序著重考慮的因素,這是因為許多研究和應用實例表明,在殘余拉應力和腐蝕性介質的作用下,壓力容器或管道的焊縫熱影響區極易出現由內壁向壁厚方向擴展的裂紋[5-7].因此,分析焊接順序對殘余應力的影響,無論是對焊接工藝的優化還是服役狀況的完整性評估,都具有一定的實際意義.
鑒于影響焊接殘余應力分布的因素非常多,包括接頭結構、坡口類型、焊接熱輸入、焊接層數和道數、焊接順序以及材料特性等,有限元數值模擬方法已成為國內外評估焊接殘余應力分布的最有效手段之一[8-12].順序耦合熱彈塑性有限元法是計算焊接殘余應力的主要方法,該方法首先進行傳熱分析得到焊件的溫度場,而后以該溫度場作為輸入,根據焊件的材料力學性能和邊界條件,計算得到應力場和應變場.
筆者利用有限元軟件ABAQUS建立一個軸對稱二維熱彈塑性有限元模型,對帶X形坡口的中厚壁圓筒多道對接焊進行模擬,探討焊接順序對殘余應力的影響,并通過已有的試驗數據來驗證該模型的準確性.
1 二維軸對稱有限元模型
1.1熱分析
焊接熱過程可認為是熔化后的焊材滴落在坡口里并向周圍母材傳熱的過程,如圖1所示.在該過程中,焊材和母材交界線(熔合線)的溫度快速上升,在達到材料熔點后保持不變,作為一恒溫熱源向周圍母材傳熱,傳熱的時間則通過焊接熱影響區的寬度來控制.具體措施如下:預先給出焊接熱影響區寬度和臨界溫度(一般為800~900 ℃);在熱影響區邊界上設置溫度探測點;傳熱計算過程中當發現該點的溫度達到熱影響區臨界溫度時,立即停止加熱,轉而進入焊接冷卻階段.焊縫單元將以高于或等于熔點的溫度(相當于熔池平均溫度)填充至焊件中,隨母材一起冷卻.以上2D分析方法可獲得與實際焊接接頭橫截面相一致的熔池區和熱影響區形狀,較好地保證了溫度場計算結果的可靠性.
模擬多道焊時,焊縫的依次填充是通過控制相應焊縫單元的“生死”屬性來實現的.未輪到填充的焊縫單元預先被賦予“死”的屬性,處于未激活狀態,不參與模型計算,直至屬于它的焊接道次來臨而被激活.值得注意的是,焊縫單元的激活伴隨有換熱邊界條件的改變,既存在新換熱面的生成,也存在舊換熱面的消失,這點在建模時也會考慮到.
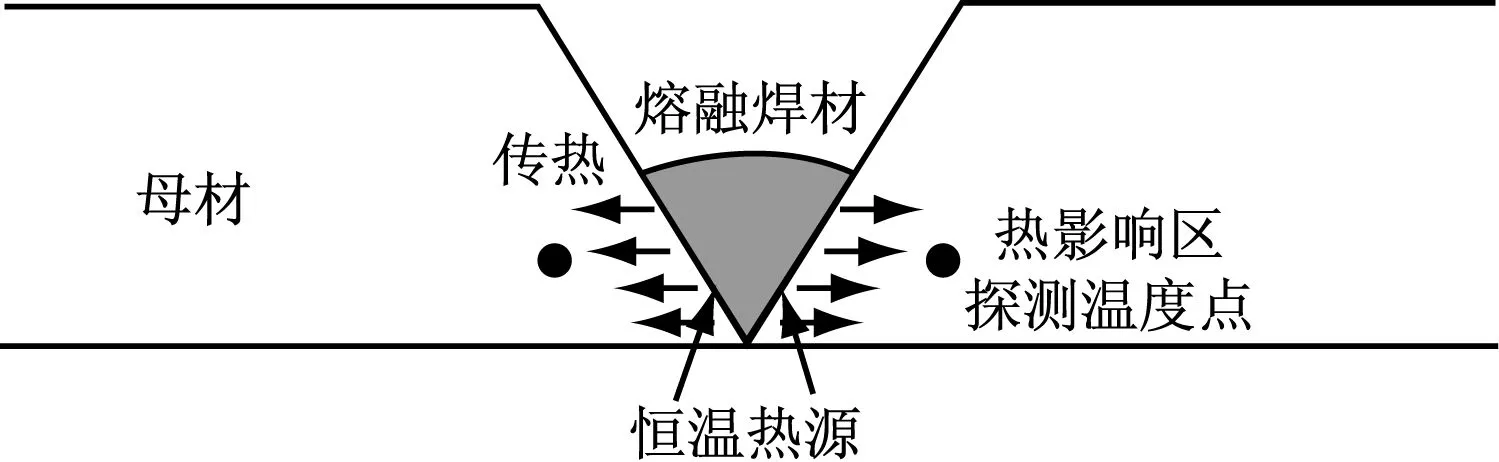
圖1 2D焊接熱分析示意圖
1.2力學分析
力學分析中,每個焊接時間步都將讀入熱分析得到的溫度歷史數據,根據預先設定的焊接邊界條件和材料熱膨脹系數以及彈塑性數據,計算平衡狀態的應力和應變.多道焊中,焊縫單元須以無應力的形式填充至焊件中.然而,如果也采用與熱分析一樣的單元“生死”技術來模擬多道焊,往往會給分析帶來很大的困難.主要原因可通過圖2來解釋.當前一道焊接完成后,整個焊材實際上已經發生了變形,此時激活新焊道單元(注意是從原始位置激活),其邊界節點就必須發生相應的位移以匹配周圍的節點,這很有可能使原本形狀規則的單元出現較大的畸變,造成計算結果的不收斂.即使計算上能夠通過,將未變形填充材料引入變形后的焊件也會導致整個焊件應力的重構,而這并不符合實際情況.


圖2 焊接力學分析中單元“生死”技術帶來的界面不匹配效應
Fig.2Boundary mismatch caused by element birth technique in multi-pass welding stress analysis
為了解決這些問題,筆者采用Brickstad等人提出的“軟化溫度”設置法[13]:所有焊道單元在計算過程中都處于激活狀態,但是還未被輪到填充的焊縫單元節點將被設定保持在一個較高的溫度,稱為軟化溫度.此溫度點材料的剛度和屈服強度非常小,可視為處在非激活狀態,不會對整個體系的應力計算造成較大的影響,但它們可以隨焊件的變形而發生變形.只有在屬于它們各自的冷卻時間步中,溫度處于軟化溫度下,其材料屬性才開始被激活,然后真正參與到整個結構的應力分析中.筆者設置軟化溫度與材料熔點一致.
1.3幾何模型及網格劃分
筆者模擬的是帶對稱X形坡口的大直徑圓筒對接多道焊,外徑為2 000 mm,壁厚為12 mm,總長為2 000 mm,坡口角度為60°.假定焊道數目為4,內外各2道,共有6類焊接順序,見圖3.順序1:內道→外道→內道→外道;順序2:內道→外道→外道→內道;順序3:內道→內道→外道→外道;順序4:外道→內道→外道→內道;順序5:外道→內道→內道→外道;順序6:外道→外道→內道→內道.

圖3 大直徑圓筒焊接接頭構型及焊道順序
Fig.3Groove shape and welding sequence for multi-pass butt joints of large-diameter cylinder
考慮到模型關于焊接方向的對稱性,僅取一半作為研究對象,如圖4所示.采用疏密過渡網格對模型進行網格劃分,焊縫附近的溫度和應力梯度均較高,因而此處使用較細密的網格,而遠離焊縫的位置則使用較稀疏的網格,單元總數為3 094.熱分析選用DCAX8R單元,力學分析選用CAX8R單元.
1.4材料性能及參數
所使用的材料為奧氏體不銹鋼,并假定焊材和母材具有相同的熱物理性能和力學性能.奧氏體不銹鋼的熱物理性能和力學性能隨溫度的變化見表1.表中,cp為比定壓熱容;λ為導熱系數;E為彈性模量;ν為泊松比;σy為屈服強度;ET為硬化模量;α為熱膨脹系數.Von Mises屈服和雙線性隨動硬化準則用來描述材料的塑性變形.之所以選用隨動硬化模型是因為材料在升溫和冷卻過程中會有包申格效應的產生[14].模型中使用的參數還包括:熔池平均溫度1 500 ℃,層間冷卻溫度50 ℃,熱影響區寬度2.5 mm,臨界溫度900 ℃.

圖4 有限元模型
1.5邊界條件
邊界條件包括熱流邊界條件和位移邊界條件.熱分析中,除對稱面外,其他表面均可以通過對流和輻射的形式與外界交換熱量.為方便計算,將對流傳熱系數和輻射傳熱系數合并成復合傳熱系數施加在自由面上.不銹鋼的復合傳熱系數可以表達為[13]
(1)
力學分析中,除了在對稱面上施加對稱性位移邊界條件外,還在焊件末端施加了限制剛體位移的邊界條件.
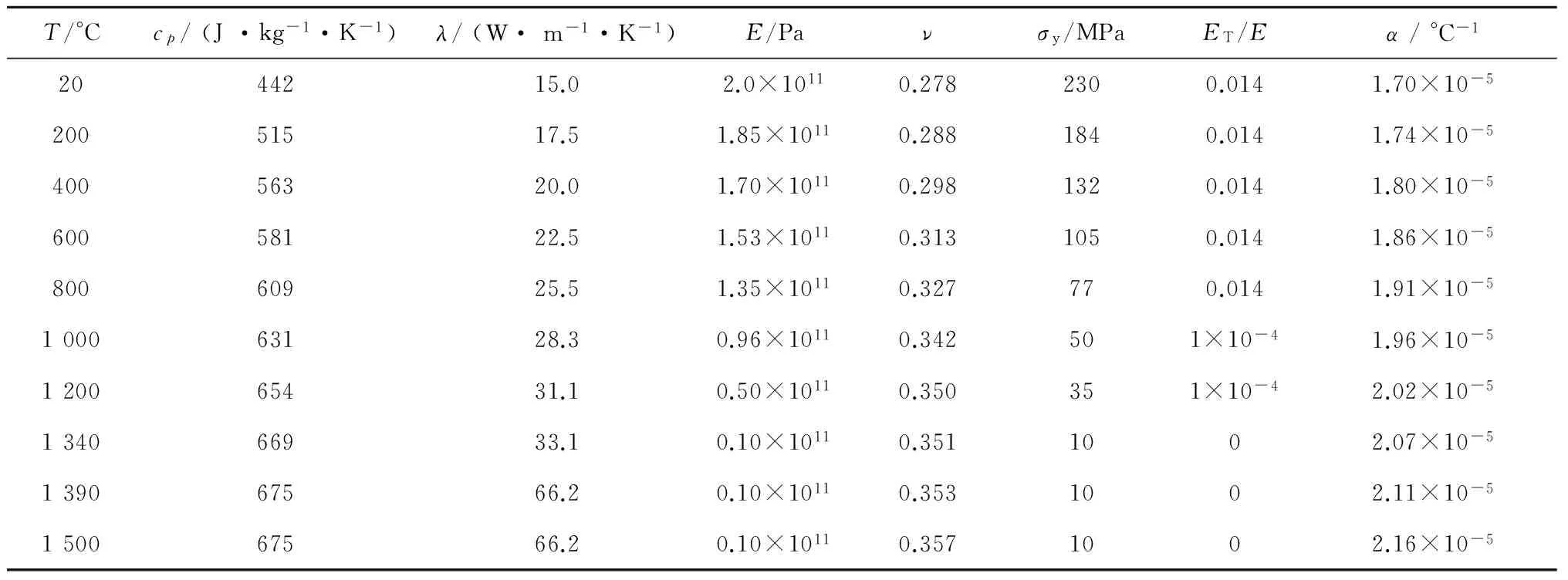
表1 奧氏體不銹鋼的熱物理性能和力學性能
2 有限元模型的驗證
為了驗證本模型的可靠性,根據Sattari-Far等人的奧氏體不銹鋼管道焊接試驗[15](尺寸規格見圖5)進行對應的模擬計算,熱影響區寬度為2 mm,臨界溫度為900 ℃.圖6為外表面殘余應力計算值與試驗值(盲孔法試驗)的對比圖.由圖6可知,模擬結果與試驗結果吻合得較好,證實了該模型的可靠性.

圖5 驗證模型中采用的管道尺寸規格
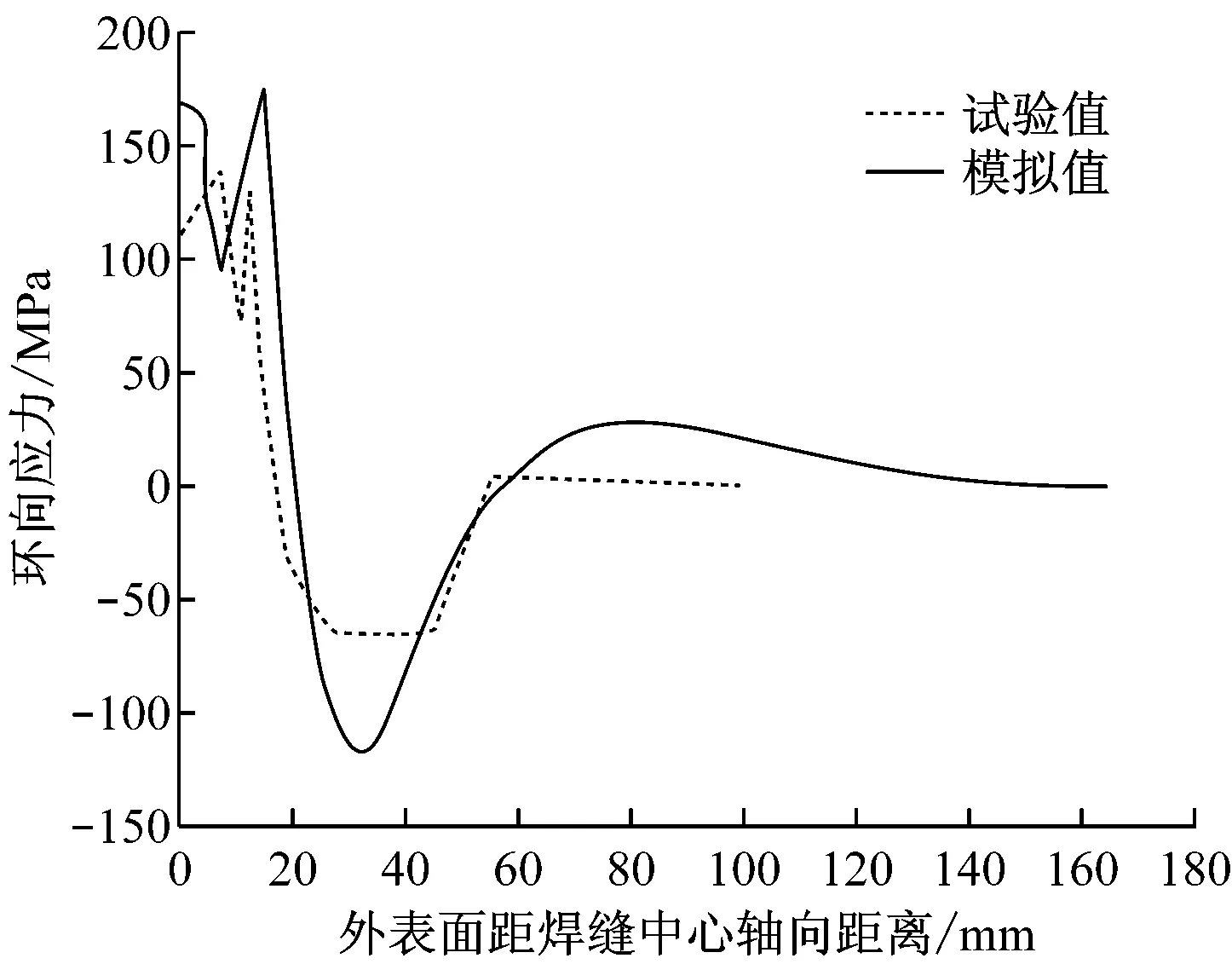
(a) 環向應力

(b) 軸向應力
Fig.6Comparison of outer surface residual stress between FEM results and experiment data
3 有限元計算結果與分析
3.1溫度分布
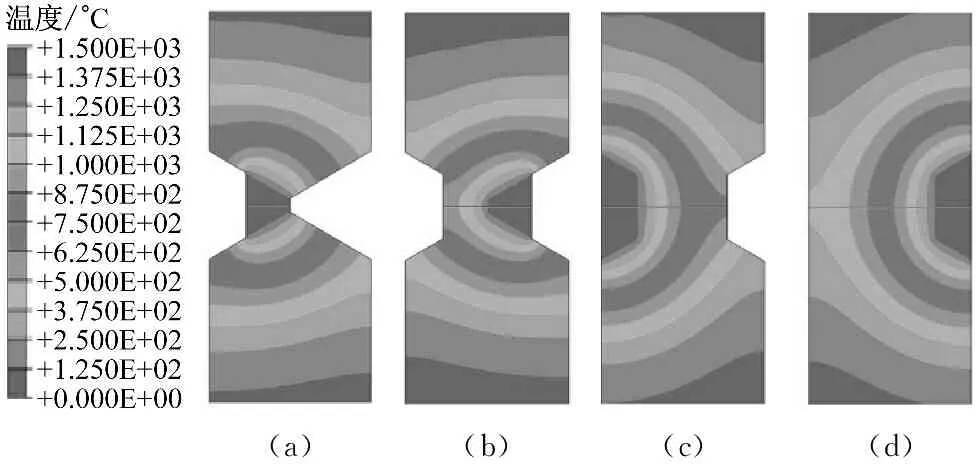
圖7為順序1中各焊道加熱階段的典型溫度分布圖.溫度梯度在焊縫附近非常高,大約2.5 mm的區域內,溫度從熔點下降至900 ℃,符合之前設定的熱影響區寬度.通過后面的分析可知,該區域實際上將成為整個焊接接頭的最薄弱區域.從圖7可以看到,未輪到填充的焊縫單元處于不可見的狀態,不參與模型計算.隨著焊縫單元的添加,模型的自由換熱面也將逐步減少.
(a)(b)(c)(d)
圖7順序1中各焊道加熱階段的溫度分布圖
Fig.7Temperature distribution in each pass of weld under No.1 welding sequence
3.2應力分布
圖8為順序1中各焊道加熱階段的典型Mises應力分布圖.與熱分析不同的是,所有焊縫單元在應力分析中都“顯式”地存在,但未輪到填充的焊縫單元由于設定了軟化溫度,材料剛度非常小,應力幾乎為零.正如Brickstad等人指出的一樣,這種處理技術保證了未生成單元可以以幾乎無應力的形式填充至焊件中.盡管可能會有累積塑性應變的產生,但這對最終殘余應力的影響僅存在于非常局部的區域.

(a)(b)(c)(d)
圖8順序1中各焊道加熱階段的Mises應力分布圖
Fig.8Mises stress distribution in each pass of weld under No.1 welding sequence
圖9和圖10分別給出了各焊接順序下最終殘余軸向應力和環向應力沿3條路徑的分布情況.3條路徑分別如下:(1) 壁厚熱影響區邊界線(見圖3,距熔合線2.5 mm,由內向外);(2) 內表面軸向方向;(3) 外表面軸向方向.總體來看,6種焊接順序下的軸向應力和環向應力分布趨勢基本一致.軸向應力在焊接接頭的內壁一側表現為拉應力,而在外壁一側表現為壓應力;環向應力在整個壁厚方向上均表現為拉應力,且從內壁向外壁呈現遞減趨勢.殘余應力在焊縫附近非常大,焊縫中心的環向應力甚至超過材料的屈服強度,而在遠離焊縫的位置,應力逐漸減小為零.

(a) 沿壁厚熱影響區邊界線
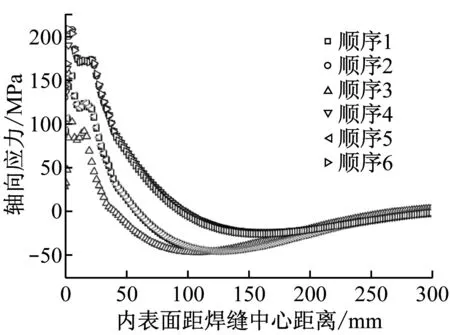
(b) 沿內表面軸向方向
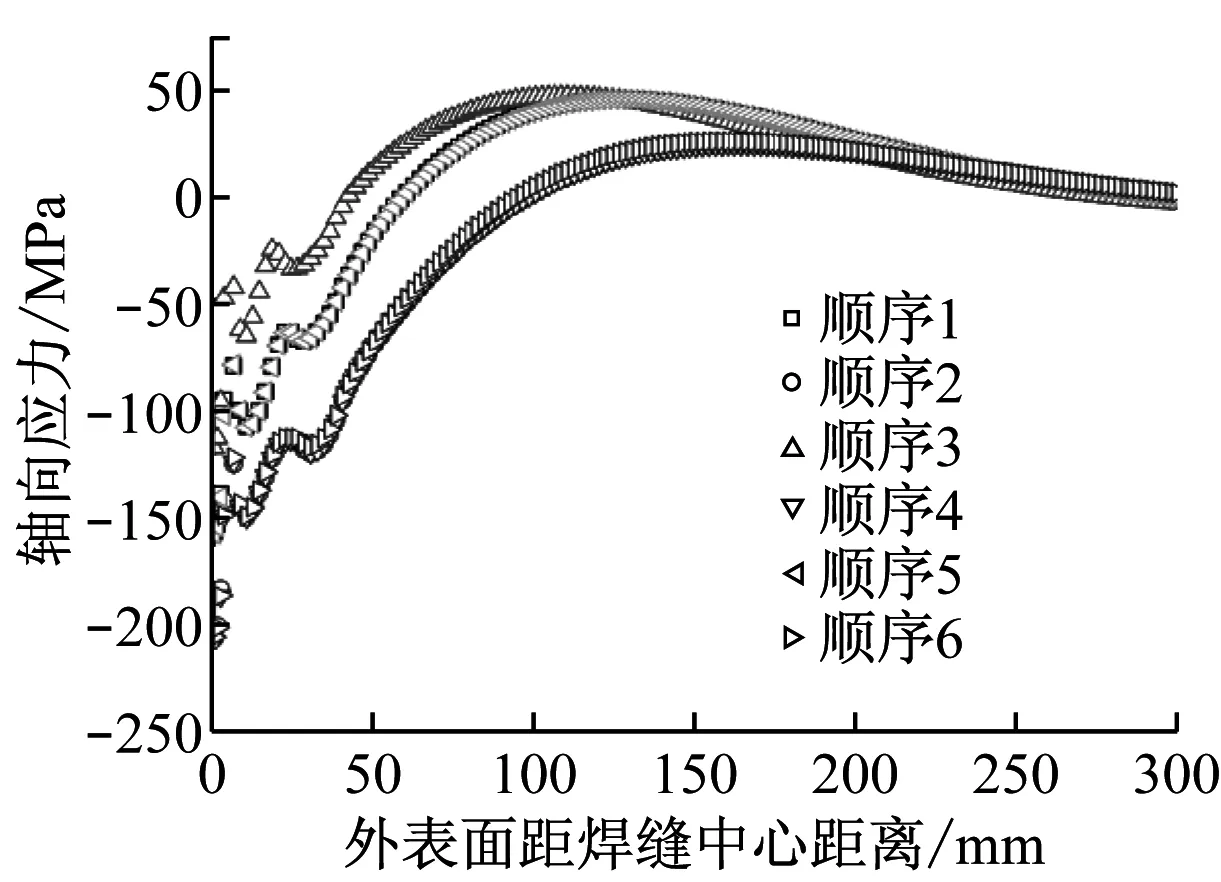
(c) 沿外表面軸向方向
Fig.9Distribution of axial residual stress formed under various welding sequences
6種不同焊接順序的應力分布實際上表現出了3組不同的結果:順序2、順序4和順序6為一組,順序1和順序5為一組,順序3自成一組.這3組應力的數值大致上呈現出依次遞減的趨勢.從圖2中不難發現,順序2、順序4和順序6的最后一道焊均位于內側坡口,順序1和順序5的最后一道焊均位于外側坡口,但倒數第2道位于內側坡口,而順序3的最后2道焊均位于外側坡口.這似乎說明最后2道焊的位置對殘余應力的影響起著決定性作用.另外,不難看出焊接順序對軸向應力的影響明顯大于對環向應力的影響.3組環向應力僅在中心壁厚外側區域表現出較大的差異,而軸向應力在整個壁厚方向上均表現出較大的差異.

(a) 沿壁厚熱影響區邊界線
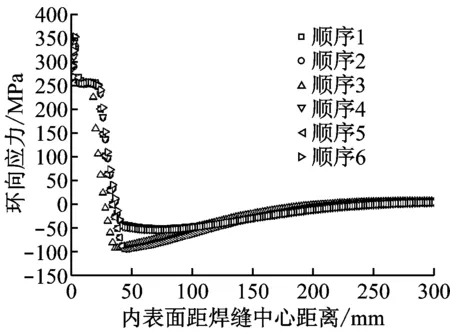
(b) 沿內表面軸向方向
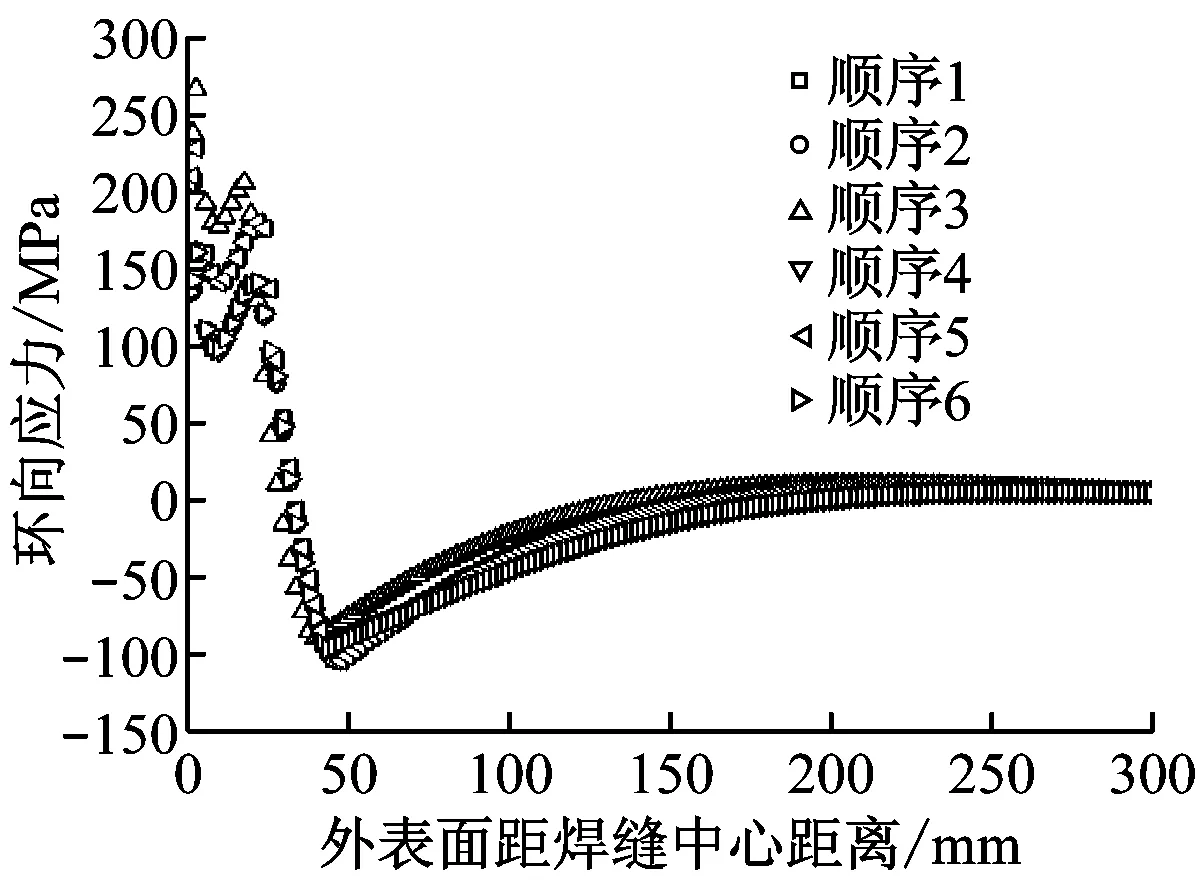
(c) 沿外表面軸向方向
Fig.10Distribution of hoop residual stress formed under various welding sequences
沿壁厚熱影響區的軸向應力分布是評估焊接順序相對優劣的重要指標.眾所周知,由于敏化效應,奧氏體不銹鋼焊接接頭的熱影響區是耐晶間腐蝕的最薄弱區域,在拉應力的作用下極易出現應力腐蝕開裂.作為與腐蝕性介質直接接觸的表面,內壁熱影響區是應力腐蝕裂紋最有可能萌生的地方.減小此處的軸向應力可以阻礙裂紋的形核.即便裂紋在內壁偶然形成,減小沿壁厚方向的軸向應力也可以緩解裂紋的擴展.從這2個角度來講,順序3都應被視為最佳焊接順序.
相比于其他焊接順序,順序3的顯著特點是末尾兩道焊均在外側坡口.然而這并不能說明對于所有壁厚的環焊結構,將末尾焊道盡可能多地安排在外側都有助于減小焊縫內壁的殘余軸向應力.軸向應力的來源有2個方面:(1) 焊縫軸向收縮;(2) 焊件彎曲變形.軸向收縮效應使得先焊部位對后焊部位產生約束作用,這樣后焊部位產生拉應力,先焊部位則產生壓應力.與之相反的是,彎曲效應使得后焊部位呈現壓應力,先焊部位呈現拉應力.對于壁厚不大且焊道數目不多的管道焊接,軸向收縮效應要大于環向彎曲效應,這時將后期焊道盡量安排在外壁而非內壁一側將有助于減小焊縫內壁處的軸向拉應力.若壁厚較大且焊道數目多,體系的剛性將增大,因彎曲導致的軸向應力可能大于焊道收縮產生的軸向應力,比如厚板焊接出現的根部硬化和開裂現象[16].在這種情況下,將后期焊道盡量安排在內壁一側或許會更好.
4 結 論
(1) 基于有限元分析軟件ABAQUS建立起環焊結構的二維軸對稱熱彈塑性有限元模型.在熱分析過程中采用單元生死技術模擬多道焊過程,并通過設置溫度探測點確定平面傳熱的時間,以保證獲得與試驗相一致的焊接熱影響區寬度.在力學分析中,使用軟化溫度技術實現了焊縫單元以無應力形式填充至焊件中,確保了計算的收斂.通過與前人試驗的對比,該模型的可靠性得到了驗證.
(2) 運用筆者建立的模型,計算了6種焊接順序下多道X形坡口不銹鋼圓筒4焊道對接焊的殘余應力分布.不同焊接順序下的殘余應力分布趨勢基本一致:軸向應力在焊接接頭內壁一側表現為拉應力,而在外壁一側表現為壓應力;環向應力在整個壁厚方向上均表現為拉應力.就應力值本身而言,焊接順序對殘余軸向應力的影響較大,而對環向應力的影響則較小.
(3) 對于壁厚不大且焊道數目不多的管道焊接,將后期焊道安排在外壁而非內壁一側將有助于減小焊縫內壁處的殘余軸向拉應力,而當壁厚較大且焊道數目較多時,可將后期焊道安排在內壁而非外壁一側.
[1]KREBS J, KASSNER M. Influence of welding residual stresses on fatigue design of welded joints and components [J]. Welding in the World, 2007, 51(7/8): 54-68.
[2]FUJII C. Factors influencing stress-corrosion cracking of high-strength steel weld metals [J]. Metallurgical and Materials Transactions A, 1981, 12(6):1099-1105.
[3]宣清源, 翁惠娟. 奧氏體不銹鋼立罐帶鈍邊X型坡口自動埋弧焊[J]. 壓力容器, 1992, 9(5):85-88.
XUAN Qingyuan, WENG Huijuan. Double V groove with root face automatic submerged arc welding for vertical austenitic stainless steel tank [J]. Pressure Vessel Technology, 1992, 9(5):85-88.
[4]付永生, 李頡. 大尺寸立式鋼制筒體焊接變形研究[J]. 黑龍江電力, 2012, 34(1):66-67.
FU Yongsheng, LI Jie. Study on welding distortion for large-size vertical steel tank[J]. Heilongjiang Electric Power, 2012, 34(1):66-67.
[5]毛楠. 316L不銹鋼焊接接頭的組織和力學性能研究[D]. 哈爾濱:哈爾濱工業大學, 2012.
[6]康歡舉. 316LN奧氏體不銹鋼焊接接頭應力腐蝕開裂研究[D]. 上海:上海交通大學, 2012.
[7]楊曄暉, 關凱書. 2205雙相不銹鋼焊接接頭裂紋失效機理分析[J]. 壓力容器, 2007, 24(12):26-28.
YANG Yehui, GUAN Kaishu. Failure mechanism analysis on the cracks of 2205 duplex stainless steel weld[J]. Pressure Vessel Technology, 2007, 24(12):26-28.
[8]PENG C, TSO T. Numerical and experimental investigations on the residual stresses of the butt-welded joints [J]. Computational Materials Science, 2004, 29(4):511-522.
[9]MOHR W. Internal surface residual stresses in girth butt-welded steel pipes [C]// Pressure Vessels and Piping Conference 1996.New York,USA: American Society of Mechanical Engineers, 1996.
[10]DENG D, MURAKAWA H. Numerical simulation of temperature field and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements[J]. Computational Materials Science, 2006, 37(3):269-277.
[11]代真,姜運建,章建葉,等. 新型耐熱鋼焊接溫度場與應力場仿真及試驗研究[J]. 動力工程學報,2013,33(2): 160-164.
DAI Zhen, JIANG Yunjian, ZHANG Jianye,etal. Simulation and experimental study on welding temperature and residual stress field of new heat-resistant steel [J]. Journal of Chinese Society of Power Engineering, 2013, 33(2): 160-164.
[12]萬海波, 李強, 冷曉春, 等. 不銹鋼中厚板激光全熔透焊的有限元模擬[J]. 動力工程學報, 2014, 34(2):159-164.
WAN Haibo, LI Qiang, LENG Xiaochun,etal. Numerical simulation for laser full penetration welding of stainless steel plate[J]. Journal of Chinese Society of Power Engineering, 2014, 34(2): 159-164.
[13]BRICKSTAD B, JOSEFSON B. A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes [J]. International Journal of Pressure Vessels and Piping, 1998, 75(1):11-25.
[14]YAGHI A, HYDE T H, BECKER A A,etal. Residual stress simulation in thin and thick-walled stainless steel pipe welds including pipe diameter effects [J]. International Journal of Pressure Vessels and Piping, 2006, 83(11/12):864-874.
[15]SATTARI-FAR I, FARAHANI M. Effect of the weld groove shape and pass number on residual stresses in butt-welded pipes [J]. International Journal of Pressure Vessels and Piping, 2009, 86(11):723-731.
[16]楊明. 厚板焊接殘余應力的有限元計算[D]. 北京:北京工業大學, 2003.
Effects of Welding Sequence on Residual Stress Distribution in Circumferential Welded Joints with X-shape Grooves
WANHaibo1,WANGYanfeng1,LIQiang1,TANGBin2
(1.Shanghai Power Equipment Research Institute, Shanghai 200240, China;2. Wujing Thermal Power Plant, Shanghai Electric Power Co., Ltd., Shanghai 200241, China)
Using ABAQUS software, a 2D axisymmetric sequentially coupled thermal-mechanical finite element model was developed for circumferential welds, of which the accuracy was verified with experimental data. The model was then used to calculate the residual stress in multi-pass butt welds of stainless steel cylinder formed under different welding sequences. Results show that the stress distributions formed under different welding sequences reveal essentially the same trend: the axial stress on inner wall side is of the tensile kind and that on outer wall side is of the compressive kind; whereas the hoop stress is of the tensile kind throughout the whole thickness of cylinder wall. As to the stress magnitude, welding sequence affects more on axial stresses than on hoop stresses. An optimum welding sequence is finally determined from the view of preventing stress corrosion cracking in sevice period to the greatest extent.
X-shaped groove; welding sequence; stress corrosion cracking; finite element simulation
2015-08-17
2015-09-09
上海發電設備成套設計研究院青年創新基金資助項目(201408038Q);國家科技重大專項基金資助項目(2015ZX06002004-001)
萬海波(1985-),男,湖南常德人,工程師,工學博士,主要從事電站材料壽命評估和失效分析方面的研究.
電話(Tel.):18017595079;E-mail:wanhaibo@speri.com.cn.
1674-7607(2016)08-0664-07
TK2
A學科分類號:470.30
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24