鑲嵌式磁性磨粒光整加工磁極設計與研究*
2016-08-31 06:55:45代國義陳紅玲李文輝
制造技術與機床 2016年2期
代國義 陳紅玲 李文輝
(①太原理工大學機械工程學院,山西 太原 030024;②精密加工山西省重點實驗室,山西 太原 030024)
?
鑲嵌式磁性磨粒光整加工磁極設計與研究*
代國義①②陳紅玲①②李文輝①②
(①太原理工大學機械工程學院,山西 太原 030024;②精密加工山西省重點實驗室,山西 太原 030024)
為了提高平面磁性磨粒光整加工效率,減弱較大尺寸平面磁性磨粒光整加工不均勻等問題,磁極的設計起著至關重要的作用。通過理論分析和磁場仿真得出,應采用鑲嵌式大直徑磁極并添加沿工件表面的往復運動。其中當鑲嵌式磁極頭上小永磁體磁極材料選為N45釹鐵硼時,通過磁路定律計算得出小圓柱磁極高為8 mm、底面直徑為10 mm。最后,試驗表明:①采用鑲嵌式磁極頭并添加往復運動能夠提高磁性磨粒光整加工效率;②設計磁極在主軸轉速650 r/min左右時光整加工效率較高。
磁性磨粒光整加工;大尺寸平面;鑲嵌式磁極頭;往復運動
由于汽車、建材、石油化工等行業對于大尺寸裝飾板等板材的表面質量要求越來越高,大尺寸平面光整成為亟待解決的問題。其中,光整效率低下和光整表面質量不均勻是大尺寸板材光整加工中普遍存在的問題。
磁性磨粒光整加工作為一種新型的表面光整技術具有良好柔性、自適應性、自銳性、可控性、研磨溫升小、無加工變質層和加工質量高等優點,近十幾年被廣泛地應用于精密儀器制造和零件表面精密拋光[1-2]。磁性磨粒光整加工應用于鋁合金、鈦合金等各種材料平板光整加工中,已證實具有較好的加工效果。磁性磨粒光整加工效率也很高,對于各種材料小尺寸平板,包括強度很高的鈦合金平板,短時間內就能達到較好的表面質量[3]。
對于磁性磨粒光整尺寸較大的平板,為了降低磁極頭的漏磁,使永磁鐵產生的磁場得到充分利用,磁極頭直徑不能設計過大。但采用小直徑磁極頭來磁性磨料光整加工大尺寸平板時就會存在效率不高、整體加工不均勻等問題。本文采用鑲嵌式磁極頭(在大直徑的圓柱體下表面沿圓周均勻打小直徑通孔,在通孔中裝入小直徑的圓柱永磁鐵),并在大磁極頭旋轉的同時增加一定振幅(相對的兩個鑲嵌小永磁鐵的中心距)的往復運動,這種方法在充分利用永磁鐵磁場的同時能夠有效提高其光整加工的效率。為了使光整更加均勻全面,應采用適當的往復運動。本文通過理論分析與仿真的方法來設計鑲嵌式磁極頭,并通過實驗驗證了鑲嵌式磁極頭應用于平板加工中能夠明顯提高光整效率,給大尺寸平板的光整加工提供了一種有效的手段。
1 理論分析
1.1磁性磨粒光整加工原理
磁性磨粒光整加工就是在磁場的輔助下,兼有磁化和磨削能力的磨粒在磁極與工件之間形成磁刷,通過磁極帶動磁刷與工件之間產生相對運動而對工件表面進行光整加工。一方面,磁刷與工件屬于柔性接觸,并且磨粒隨著磁場的變化位置會不斷變化,從而使磁性磨粒具有很好的自適應性和自銳性。另一方面,磁刷在磁力光整加工中除微刃切削與擠壓作用外,還具有塑變磨損,腐蝕磨損和電化學磨損等作用。這些都很大程度提高了磁性磨粒光整加工的效率,原始工件表面的微觀表面形貌得到改善,微觀裂紋得以去除,從而提高了平板的疲勞強度和使用壽命[4]。
磁刷對工件表面的合力P(假設單顆顆粒形狀為球狀體)為[5]
(1)
式中:P為磁性磨粒對工件表面的作用力(N/mm2),B為磁感應強度(T),μ0為真空磁導率(H/m),μm為磁性磨粒的相對磁導率(H/m)。
1.2磁性磨料光整加工大平面的理論分析
磁性磨粒光整加工大尺寸平板存在效率偏低和加工不均勻等問題,這嚴重影響其光整效果。作為磁性磨粒光整加工設備的主要部件,磁極的設計對解決這些問題起著至關重要的作用。但又不能簡單地增加磁極頭的直徑,因為大直徑的磁極頭不僅會因漏磁現象嚴重而造成磁場能的浪費,還會因沿著直徑方向上的磁刷速度差異變大而進一步加劇加工不均勻等問題。因此需要結合加工效率和加工均勻度綜合考慮光整大尺寸平板的磁極頭的設計。
利用研磨拋光等加工工藝的數學模型Preston經驗公式得:

(2)
式中:R(x,y)為工件上在(x,y)處材料的去除率,K為磁性磨粒與研磨有關的比例常數,V(x,y)為磁性磨粒與工件的相對速度;P(x,y)為磁性磨粒與工件間研磨壓力。
為了能夠有效地光整加工大尺寸平板工件,必須進一步提高磁性磨粒加工效率。由(2)式可得材料的去除率與該位置的相對速度和研磨壓力成正比。而磁性磨粒加工平板中,為了更大程度地減少重量,減少無用功耗,一般應用永磁鐵作為磁場發生裝置。但用永磁鐵作為磁場發生裝置也存在缺點,一方面磁感應強度不如電磁場強度大,另一方面磁感應強度B是相對恒定的。這樣,對于相同的磁性磨粒且不采取其他措施增壓時,B的恒定決定了光整加工中研磨壓力是相對不變的。從而由(2)式可見提高磁刷相對工件的速度成為提高加工效率的有效方法。
而某位置磁刷的總速度為:
V=Vr+Vt
(3)
式中:Vr是磁刷隨磁極頭旋轉速度,Vt是磁刷相對工件往復運動速度。
當然僅僅通過提高磁極轉速Vr會提高磨粒的總速度,但過大轉速又會使磨粒發生飛瀉而離開工作區域,反而減弱了加工效率,從而不能無限提高旋轉速度Vr。所以采取具體措施為:
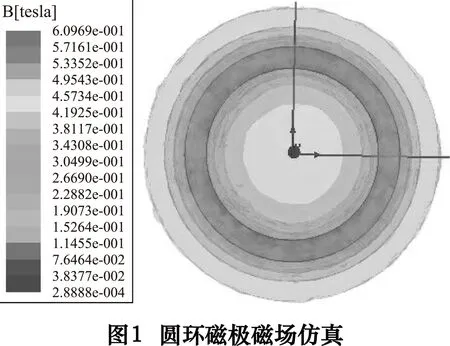
(1)讓磁性磨料大部分集中在磁極的邊緣部分:圖1中很明顯看出沿著磁極頭半徑方向越靠邊緣的磁刷的線速度越大,磁刷大部分集中在邊緣部位就可以利用相對較小的轉速而使更多磁刷獲得相對較大并且大小差異較小的速度,減少功耗和提高加工效率的同時又提高了加工均勻度。
(2)在磁刷與工件接觸的水平面上增加一個具有一定振幅的往復運動Vt,作用:①可以使磁極頭中心所對的工件表面得到加工;②由于離心力的作用,磁極的轉速太高會導致磨粒掙脫磁力束縛而飛出加工區域,從而不能無限提高轉速而須通過增加往復運動來進一步提高磁刷的速度;③使磨粒運動軌跡更加復雜,有助于被加工工件獲得更均勻、更好的表面質量。
通過以上分析,采用邊緣鑲嵌式或圓環大直徑磁極并增加沿工件表面的往復運動,能夠在提高磁性磨粒光整加工效率的同時保證較高的加工均勻度。
2 磁極頭仿真與尺寸計算
2.1MAXWELL磁場仿真分析
根據第一章中的理論分析得出,磁極頭設計成圓環磁極頭或鑲嵌式大直徑磁極頭時,都可以提高磁性磨粒光整加工大尺寸平板加工效率和加工均勻度。但兩種磁極頭產生的磁場強弱不同,而磁性磨粒在磁場力作用下對平板工件進行加工,從而磁極頭產生磁場的強弱直接影響磁性磨粒光整加工的效果。漏磁現象會極大地降低加工區域的磁場強度。下面應用MAXWELL磁場仿真軟件分別對兩種磁極頭進行磁場仿真。
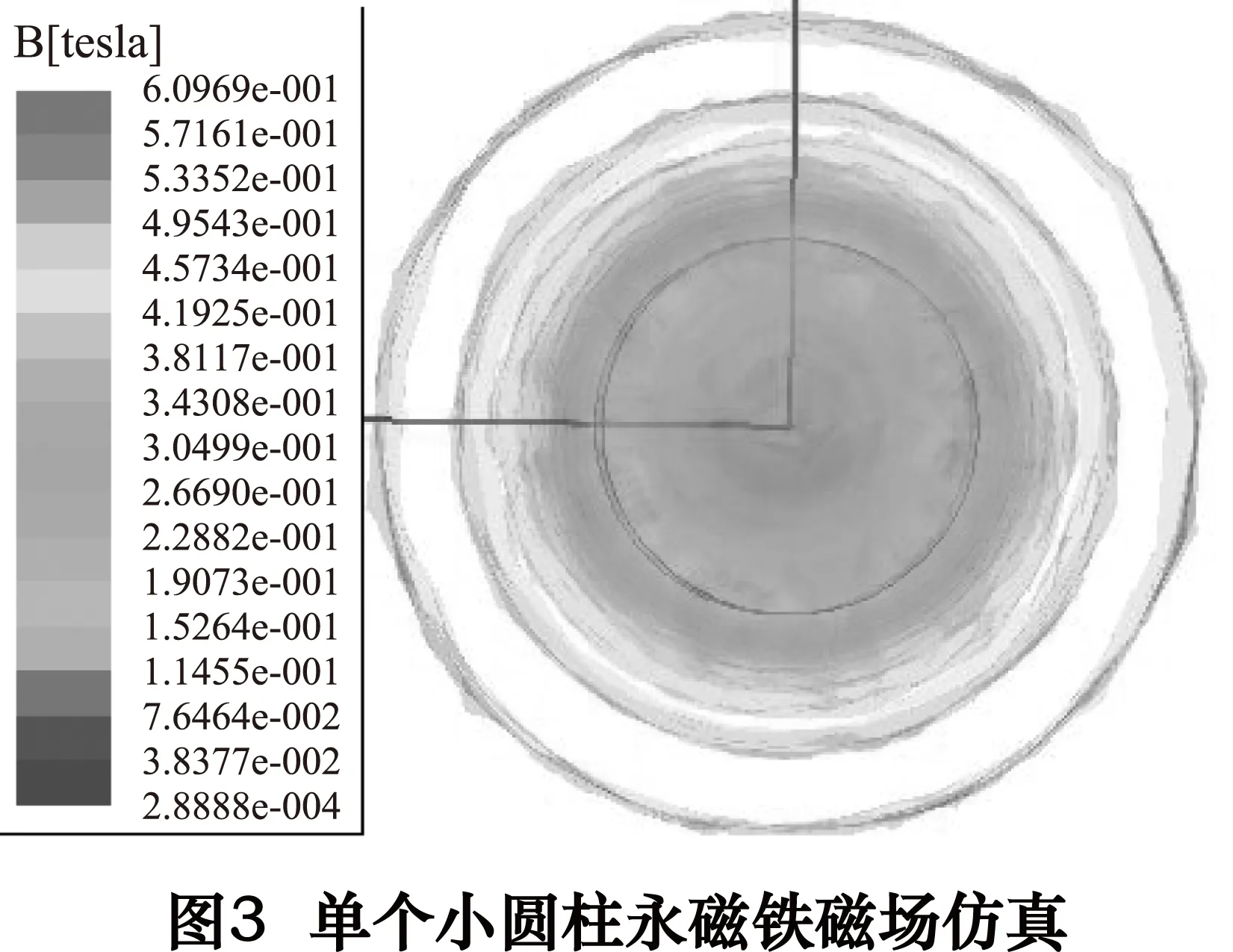
圖2和圖1分別是總底面積和高相同的鑲嵌式大直徑磁極頭和圓環形狀的磁極磁場仿真結果。圖3是單個圓柱小磁極磁場仿真結果。對比3個圖可以很明顯地看出圓環形狀的磁極相比于其他兩種磁極,漏磁現象嚴重。如果磁極做成環形的話,磁場不能夠充分地集中在加工區域,造成了磁能的浪費。另一方面磁場的減弱使磨粒受到的磁保持力更小,磨粒更易發生飛瀉現象,這都不利于磁性磨粒光整效率的提高。因此,用于大尺寸平板光整的磁極頭避免采用圓環形狀的。對比圖2和圖3可以看出,兩種情況下小磁極的磁感應強度差別很少。這說明如果磁極為鑲嵌式大直徑磁極時,小磁極所產生的磁場能得到充分地利用,達到增強加工區域磁場強度的效果。另一方面鑲嵌式大直徑磁極頭主體材料必須選用不導磁材料,減弱相鄰小磁極之間的影響,這樣可以進一步地減少磁漏,使永磁鐵材料得到充分的利用。

2.2磁極頭的尺寸計算
采用永磁鐵作為磁性磨粒光整加工中的磁場發生裝置時,具有體積輕便、便于安裝和系統結構簡單等優勢,但磁場強度往往弱于電磁裝置產生的磁場。所以為了盡可能獲得較高的磁場能,要求磁極材料應該選用具有極高矯頑力和磁能積的磁性材料[6]。如表1所示,釹鐵硼稀土永磁鐵是目前磁能積最高的永磁材料。由于磁能積高,尤其是內稟矯頑力很大,在磁路系統中應用可減少漏磁,非常適合在開路狀態、反磁場或者動態情況下應用[7]。

表1 各種永磁材料的性能參數對比
提高永磁鐵產生的磁場除了選用合適材料以外,重要的是盡量減少磁極的漏磁現象,充分利用永磁鐵產生的磁場,這就需要對磁極進行尺寸計算。在磁極尺寸的計算方面有很多方法,例如:磁路定律、漏磁系數法和自身退磁效應等方法,國內外學者們應用這些方法設計出各種永磁磁極。例如沈陽大學的曹師令、張若貴等利用漏磁系數法和經驗公式法計算出磁性磨粒光整加工中永磁鐵的尺寸并進行了磁路設計[8]。另外山東理工大學劉文祎、張桂香選用磁路定律設計出磁性磨料光整加工平板的永磁磁極,其中選用磁極材料為N35的釹鐵硼永磁鐵。本設計應用磁路定律對鑲嵌磁極上小磁極頭尺寸進行設計。根據永磁基爾霍夫第一定律可得:在磁回路中任一節點流入的磁通量與流出的磁通量之和總是為0,可知
BmSm=KfBgSg
(4)
由基爾霍夫第二定律得:磁回路中磁勢的總和為0,即永磁體的磁勢與其他部位的磁壓降總是相互抵消的,可知
HmLm=KrHgLg
(5)
上述式中:Bm、Hm、Sm、Lm分別為永磁體工作點的磁感應強度、永磁鐵工作點的磁場強度、永磁鐵的橫截面積及長度;Bg、Hg、Sg、Lg分別為磁路中氣隙的磁感應強度、磁場強度以及氣隙的橫截面積、長度;Kf為磁阻系數,其變化范圍很小,對于永磁取值為1.05~1.55;Kr為漏磁系數,其變化范圍很大,取值為1~20[9]。
當加工間隙已知(2 mm)時,工作在最佳工作點上永磁鐵的Bm/Hm一般都近似等于永磁鐵的Br/Hc,通過對式(4)、式(5)的整理計算得出永磁鐵的Lm、Sm分別為
(6)
(7)
通過查相關永磁鐵資料和由實驗經驗值[9]可知,Kf=1.30、Kr=1.55,當選用N45的釹鐵硼永磁鐵時:Br、Hc、(BH)max分別為1.38 T、835 KA/m、366 KJ/m3。最終計算永磁鐵的尺寸為Lm=6.8 mm、Sm=358.9 mm3。假設應用圓柱形小磁鐵,則根據實際加工,將磁極尺寸設計成底面半徑為10 mm,高為8 mm。
3 磁性磨粒光整實驗過程及結果分析
3.1鑲嵌式磁極
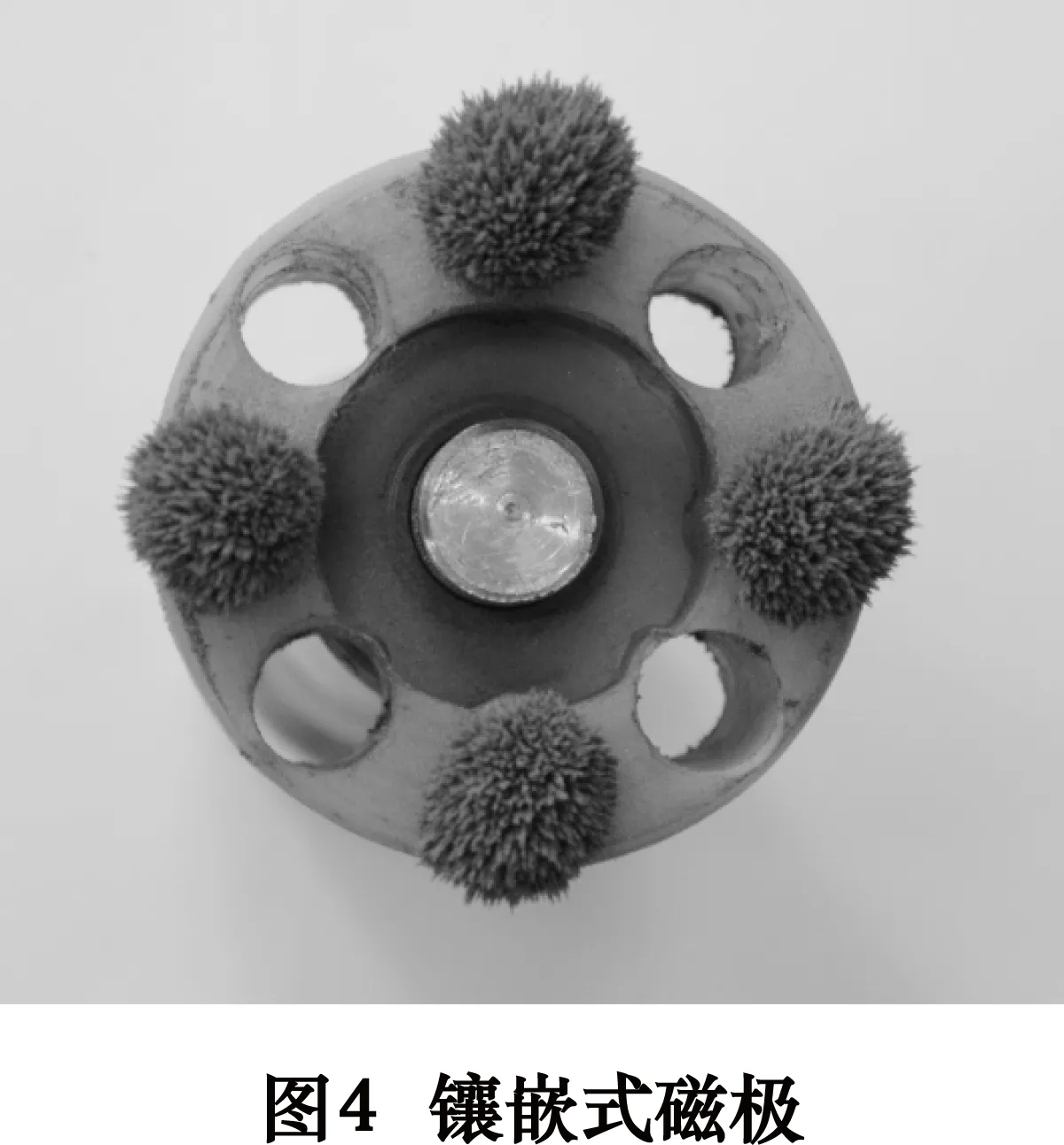
如圖4為鑲嵌式大直徑磁極頭整體采用了膠木材料并去除磁極頭中心的填充,能夠極大降低磁極頭的重量。磁極頭沿圓周邊緣對稱鑲嵌小磁極,可以有效提高磨粒的平均速度。但鑲嵌小磁極之間的距離過大,會影響加工的均勻性,而距離過小,相鄰磁極產生的磁場會相互影響。通過理論分析、仿真和試驗經驗得出鑲嵌式磁極頭的材料與尺寸大小分別為:采用半徑為10 mm、高為8 mm的材料為N45釹鐵硼小磁極,而相鄰磁極中心距為60 mm。
3.2試驗條件
試驗工件:鋁合金平板。
主軸轉速:400 r/min,650 r/min,1 000 r/min。
加工間隙:2 mm。
磁性磨料:粘結法制備的碳化硅磨料,磨料粒徑為80目。
加工時間:15 min.
測量工具:北京時代生產的TR200手持粗糙度儀測定表面粗糙度。
根據工件表面粗糙度的變化來衡量磁性磨粒光整的加工效率。首先在加工區域內均勻取平板工件上10個不同的點,每加工3 min后測量10個點的粗糙度,取其平均值。粗糙度隨時間下降的快慢程度即可反映磁性磨粒光整加工的加工效率。
3.3試驗結果與分析
3.3.1有無往復運動對光整加工效率的影響
圖5為小直徑磁極和鑲嵌式磁極分別在有無往復運動時工件表面粗糙度隨時間變化關系曲線。由圖可知:(1)鑲嵌式磁極相對小直徑永磁磁極,具有更高的加工效率,驗證了前面理論分析與仿真的結果。(2)有往復運動相對于無往復運動,表面粗糙度下降得更快。這是由于往復運動的加入,使磁刷的總速度變大,從而提高了磁性磨粒光整的加工效率。

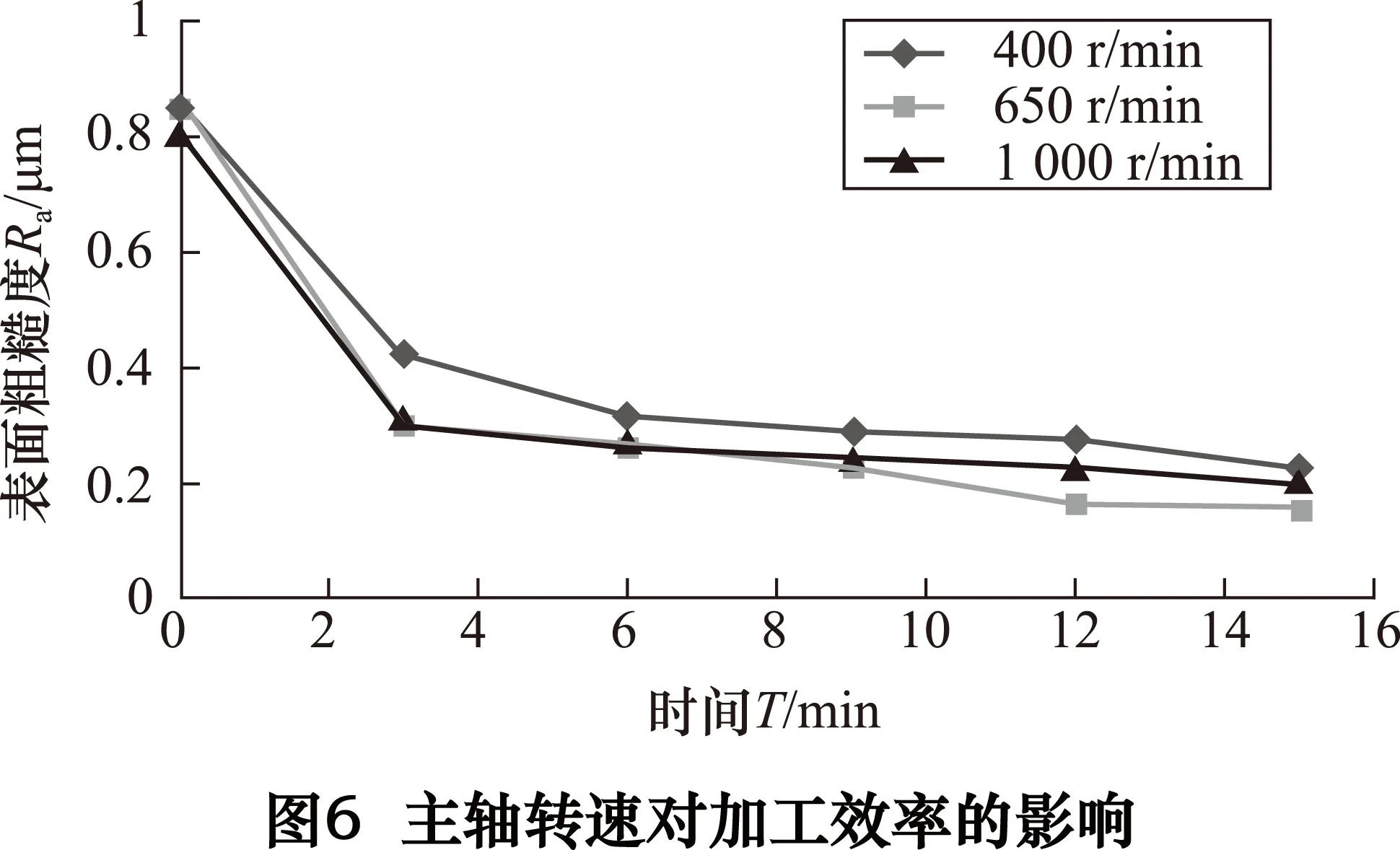
3.3.2主軸轉速對光整加工效率的影響
圖6為主軸轉速與工件表面粗糙度之間的關系曲線。由圖可知,當主軸轉速由400 r/min加快到650 r/min時,工件表面的粗糙度下降明顯加快。加快主軸轉速間接提高了磁刷相對工件的速度,從而提高了加工效率。圖中還可以看到,當主軸轉速進一步加快到1 000 r/min時,工件表面粗糙開始時下降速度有所加快,但隨著加工進行,下降速度慢慢低于650 r/min。這是由于磁性磨料的速度太大時,磨料會發生飛瀉現象而飛離加工區域。隨時間增加,參與加工磨料減少,加工效率也就會降低。
4 結語
(1)通過理論分析得出,采用鑲嵌式磁極頭并增加往復運動能提高磁性磨粒光整大尺寸平板的加工效率和加工均勻度。往復運動的振幅為相對小磁極的中心距。
(2)采用磁路定律對磁極的尺寸進行了設計并通過仿真發現圓環磁極漏磁比較嚴重。最終設計磁性磨粒光整加工大尺寸平板的磁極頭為鑲嵌式磁極頭,主體采用不導磁材料,而鑲嵌小磁極為底面半徑為10 mm、高為8 mm的圓柱體。
(3)試驗驗證了采用鑲嵌式磁極頭并添加往復運動能提高磁性磨料光整加工效率。研究表明,采用本文設計的鑲嵌式磁極頭加工鋁合金平板時,當主軸轉速為650 r/min時,光整加工效率較高。
[1]師建濤,楊勝強,李文輝.磁性光整磨具載體特性研究[J].磁性材料及器件,2014,45(1):56-59.
[2]Hu B.Study on preparation technology and finishing performance of magnetic abrasive grain[J].Advanced Materials Research,2012,452-453:637-641.
[3]趙柯,陳紅玲,李文輝,等.磁性磨粒光整加工鈦合金板的實驗研究[J].機械設計與制造,2014(7):139-141.
[4]楊勝強,李文輝,陳紅玲.表面光整加工理論與新技術[M].北京:國防工業出版社,2011.
[5]Chang G W, Yan B H, Hsu R T.Study on cylindrical magnetic abrasive finishing using unbonded magnetic abrasives[J].International Journal of Machine Tools and Manufacture,2002,42(5):575-583.
[6]姚新改,景毅,張銀喜.用強永磁磁極實現磁性研磨的研究[J].太原理工大學學報,2004,35(6):655-657.
[7]劉文祎,張桂香.磁力光整加工平面磁極頭設計與仿真[J].現代制造工程,2013(7):76-81.
[8]曹師今,付生利,張琦.在磁力研磨中采用永磁鐵磁路的研究[J].沈陽大學學報,2003(4):62-64.
[9]賈向義,張宇,陳敏.永久磁體在磁力研磨中的應用[J].機械工程師,2003(1):64-65.
(編輯李靜)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Design and study of embedded magnet pole on magnetic abrasive finishing
DAI Guoyi①②, CHEN Hongling①②, LI Wenhui①②
(①College of Mechanical Engineering, Taiyuan University of Technology, Taiyuan 030024, CHN;②Shanxi Key Laboratory of Precision Machining, Taiyuan 030024, CHN)
In order to improve the efficiency of plane magnetic finishing processing, weaken the problems of larger plane magnetic abrasive finishing such as uneven, magnetic design plays an important role. Through theoretical analysis and simulation of magnetic field, large diameter embedded pole should be adopted and add a reciprocating motion along the surface, when the material of small magnetic is N45,through the mosaic law of magnetic circuit calculation,small permanent magnet pole head is a cylinder and shape for 8 mm high and 10 mm diameter. Finally,The results of experiments show that: on the one hand,the finishing efficiency can be improved by using a embedded magnetic pole head and adding the reciprocation along the surface of the plane; on the other hand, when the spindle speed is 650 r/min,there is a higher finishing magnetic efficiency.
magnetic abrasive finishing; large plane; embedded pole head; reciprocating motion
TG580.68
A
2015-10-20)
160222
*國家自然基金項目(51175365);山西省科技攻關項目(20120321008-02)
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
商周刊(2017年9期)2017-08-22 02:57:49
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
Coco薇(2016年1期)2016-01-11 16:53:24
時代英語·高二(2015年1期)2015-03-16 00:08:11
