創新性的外銑裝置
2016-08-31 06:56:00郭秀英
制造技術與機床 2016年2期
郭秀英
(沈陽第一機床廠,遼寧 沈陽 110142)
?
創新性的外銑裝置
郭秀英
(沈陽第一機床廠,遼寧 沈陽 110142)
針對中速機曲軸的粗加工問題,推出一款創新性外銑裝置;通過對自身技術的論述,顯示本裝置的創新性、高剛性,旨在推進制造業的創新,強大自主品牌。
外銑裝置;創新性;高剛性;三種工作姿態
近幾年,我國船舶工業快速發展,船舶工業的配套發展卻嚴重滯后,關鍵船用配套零件仍然依賴進口。船用中、低速機曲軸等關鍵零件出現了供應緊張,成為當前我國造船發展的瓶頸問題之一。
國際上,批量大的中速機曲軸在制造工藝、刀具等等方面都發生了推陳出新的變化:多工序、多臺設備、多刀車削的工藝,由于反復裝卡帶來的加工精度低和效率低等原因,已退出歷史舞臺。工序集中、高速、高效、復合加工技術在中速機曲軸加工生產中已廣為應用。
受國際發展的影響,近年國內中速機曲軸制造商也紛紛改進曲軸加工工藝,由分散工藝向集中工藝靠近。在國內機床制造商無法提供適合集中加工的車銑復合加工中心情況下,有影響力的曲軸制造商開始投入高額費用采購進口設備,以便滿足發展的需求。其中以奧地利WFL公司生產的車銑復合加工中心為首選。該公司適合中速機曲軸加工規格的機床主要參數如表1所示。

表1 奧地利WFL機床主要參數表
曲軸材料多為鑄鐵或鍛鋼,國內制造的曲軸毛坯表面更為不均勻且硬度較高(有些品種269HB),余量多達20~30 mm。對于僅有刀具主軸輸出扭矩730 N·m的奧地利WFL設備,用戶購買后主要用于半精加工和精加工,曲軸主軸頸或連桿頸的粗加工采用棒銑刀時要分4~6次以上走刀,效率低,且棒銑刀進行連桿頸的銑削時,隨著曲軸回轉直徑的加大,刀具懸伸亦要加大,必然剛性不足,無法實現粗加工需求。為此,用戶仍需另外配備粗加工曲軸設備,無法實現一次裝卡完成曲軸磨削前各個部位的粗精加工。
針對用戶市場上述情況,某機床廠開發了一款大型車銑復合加工中心,它配有兩個刀架,其參數如表2所示。
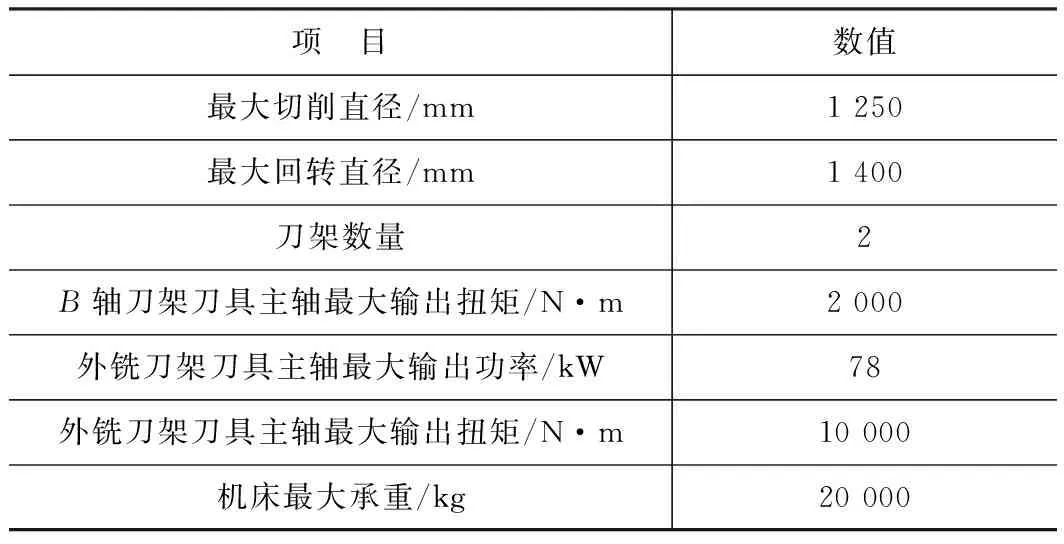
表2 某機床廠大型車銑復合加工中心參數表
其外銑刀架對于毛坯余量20~30 mm的曲軸僅需2~3次走刀即可完成粗加工,相同時間內金屬去除量提高1.6倍,效率明顯提高。雙刀架的配置可實現一次裝卡完成曲軸磨削前加工,使得曲軸加工更為集中、高效。下面介紹包含此外銑刀架的外銑裝置。
1 外銑裝置
圖1所示,本外銑裝置側掛于大型車銑復合加工中心具有Z軸運動功能的立柱1右側(左側懸掛B軸刀架)。考慮到本裝置的高性能,刀盤設有3種工作姿態:面向左、右為大刀盤加工曲軸時工作姿態,面向下時或為大刀盤過渡姿態,或換成帶中心出水的小刀盤,用于其他大型工件加工。左右兩個工作位置均配有外冷水管10。本外銑裝置由如圖1重要部分組成。

1.1X軸運動機構
圖1所示,本外銑裝置配合相關部件立柱1上安裝的導軌、絲杠、光柵尺及平衡油缸實現X軸方向的運動。具體如下:立柱1上電動機驅動X軸絲杠20旋轉,進而帶動安裝在滑板4上的X軸絲母3和17運動。滑板4沿著安裝在立柱1上的X軸導軌19和X軸導軌21實現外銑刀架6 沿X軸方向運動。X軸配光柵尺14,與其他軸形成聯動。
為了保證外銑裝置高剛性,設計時將X軸導軌19和21間距定為1 300 mm,是刀具Y向最大懸伸狀態下刀具中心距導軌21中心距離830 mm的1.56倍;另外在Y向外銑裝置的質心處沿X軸方向設置平衡油缸18,減輕X軸絲杠載荷,確保X軸電動機、絲杠系統運動性能穩定可靠。導軌絲杠均采用進口、高剛性、重載荷產品。
1.2Y軸運動機構及鎖緊機構
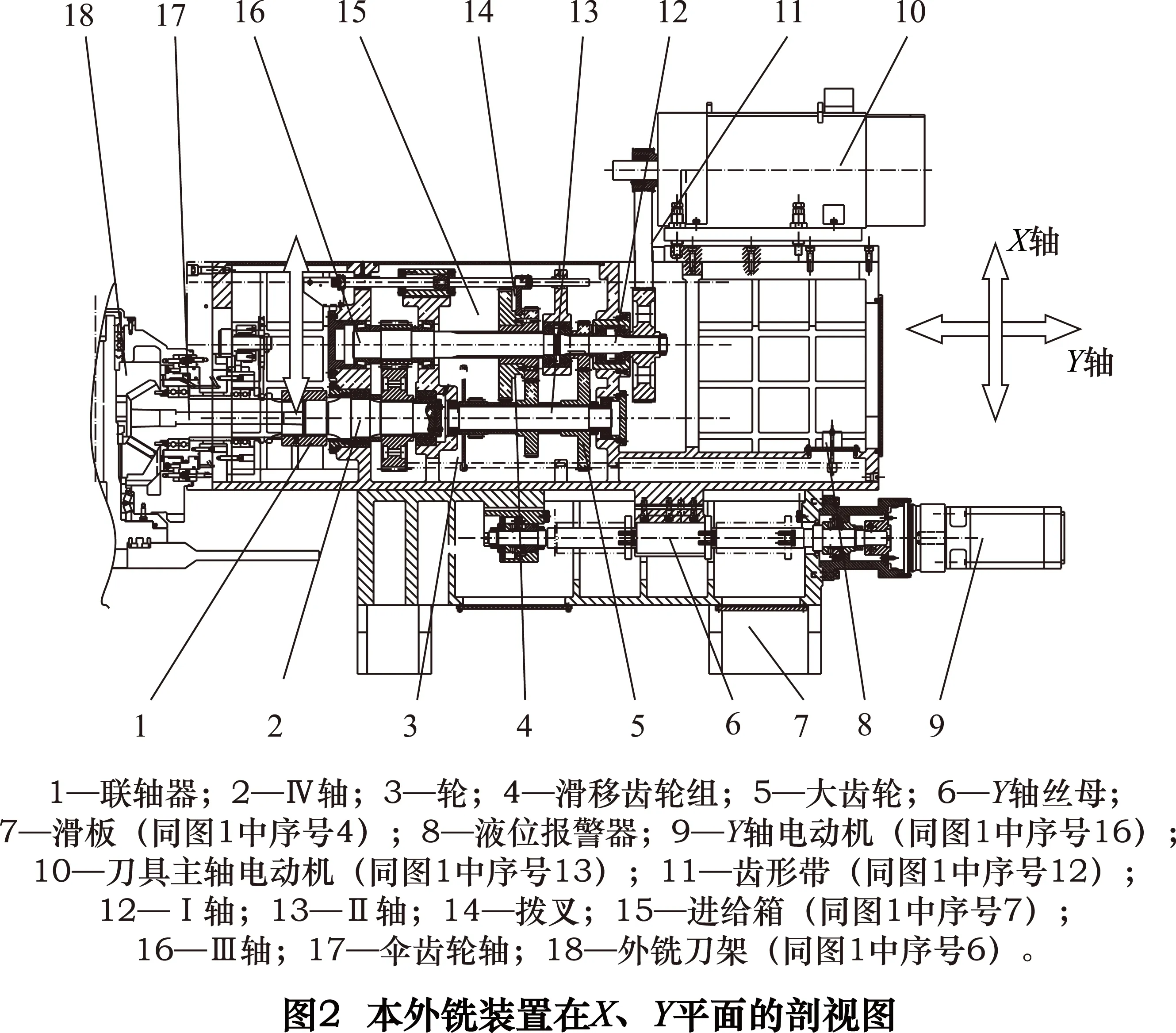
圖2為本外銑裝置在X、Y平面的剖視圖,Y軸電動機9經過減速機驅動絲杠旋轉,帶動與進給箱15連接的Y軸絲母6運動,實現進給箱15在滑板7上沿Y向做進給運動。
當刀具在Y向上定點工作時,如粗加工曲軸外形時,為提高系統剛性,避免絲杠受力,保證機床的精度,設計了鎖緊機構如圖1所示:鎖緊壓板9通過10個直徑為35 mm的鎖緊活塞配合鎖緊壓板8上10個直徑為70 mm的鎖緊活塞15,在7 MPa高壓的的作用下將進給箱7與滑板4實現連接。這20個活塞是由可實現高、低壓轉換的液壓閥組控制。刀具非定點工作時,20個活塞在1 MPa的壓力作用下,配合已有導向面對圖1中的進給箱7起導向作用。由于是液壓形成的阻力,對于粗加工引起的振動有很好的減弱作用,同時可滿足加工精度的要求。
1.3進給箱
如圖2所示,進給箱15內機構可對刀具主軸實現兩檔變速, 滿足不同規格尺寸曲軸加工時線速度的需求。首先撥叉14將滑移齒輪組4送至某一嚙合位置,刀具主軸電動機10通過齒形帶11將動力依次傳到Ⅰ軸12、Ⅱ軸13、Ⅲ軸16,最后是Ⅳ軸2。Ⅳ軸2通過聯軸器1將動力傳入外銑刀架的傘齒輪軸17,完成動力的輸出。
為使進給箱15減速機構噪聲小、發熱低、壽命長,作了如下設計:齒輪磨削,精度6級,各軸的同軸度要求在0.01~0.02 mm之間;進給箱15底部注有潤滑油,設有高低液位報警器8,齒輪和軸承的潤滑靠輪3和大齒輪5侵入液面部分旋轉時攪動潤滑油,實現飛濺潤滑。同時潤滑油通過外部配有吸油泵的恒溫油箱循環,帶走熱量。
在圖2中,為減弱粗加工引起的振動,進給箱15采用HT300。與滑板7產生滑動的接觸面處局部高頻淬火52HRC,一方面防止鎖緊活塞壓潰,另一方面可提高使用壽命。
如圖2,進給箱15在Y向的長度為2 084 mm、截面為550 mm×675 mm,重量1 400 kg。各軸支撐孔的平均直徑130 mm,尺寸精度7級,粗糙度1.6 μm,且各軸的同軸度要求在0.01~0.02 mm之間,屬于大型箱體類零件,加工難度大。工藝上如直接采用數控機床、即便兩頭鏜削,刀具懸伸長度也在刀具直徑的8倍,無法保證上述技術要求。最終采用在進給箱箱體中間部位設置工藝孔,支撐刀具前端,組合工裝卡具解決了這一難題。
通過對用戶市場的調研,以中速機曲軸8N330為例,要完成單邊切深10~15 mm、硬度在202HRB、切寬50~80 mm的毛皮表面,采用刀具直徑為1 400 mm,轉速在26 r/min左右功效最佳。如圖2,將刀具主軸電動機10選定西門子1PH7184,其功率78 kW、扭矩298 N·m。經過齒形帶11、進給箱15及外銑刀架18減速后,外銑刀架18可輸出10 000 N·m的扭矩,充分滿足了以中速機曲軸為代表的大型軸類零件粗加工需求。
1.4外銑刀架
圖3所示,外銑刀架(同圖1中序號6)以連接板9上止口為定位、通過螺栓固定在圖2所示的進給箱15前端面。傘齒輪軸13將由進給箱輸出的動力傳給固定在輸出軸5上的傘齒輪4,進而帶動輸出軸5和外銑刀盤19旋轉,實現銑削加工。外銑刀盤19通過止口、螺栓與輸出軸5連接,對稱布局的傳動鍵1確保動力的輸出。輸出軸5前端采用雙列交叉圓柱滾子軸承3,后端采用深溝球軸承8,高剛性、高強度支承。
刀架箱體2選用高強度且抗振好的球墨鑄鐵QT500-5,適合粗加工工況。編碼器10指揮刀架箱體2的轉位角度,從而實現刀盤3種工作姿態。
外銑刀架有兩組齒盤,兩組齒盤均采用矩形平行齒、四等分,滾針軸承14和格萊圈16起導向作用。
鎖緊齒盤組:定齒盤12固定在連接板9上,動齒盤17通過活塞15固定在刀架箱體2上。活塞18在油壓作用下,推動活塞15帶動動齒盤17鎖緊在定齒盤12上,實現刀架箱體2鎖緊在連接板9上。動力經傘齒輪軸13傳入到傘齒輪4,進而帶動刀盤19旋轉。

轉位齒盤組:動齒盤6固定在傘齒輪軸13上,定齒盤7固定在活塞15上。活塞15固定在箱體2上,在油壓的作用下,帶動動齒盤17與定齒盤12分開,同時推動定齒盤7與動齒盤6結合,動力經傘齒輪軸13傳至傘齒輪4,刀架箱體2便隨傘齒輪軸5一起旋轉,帶動刀盤19繞Y軸旋轉,實現刀具3個姿態變換。
刀盤19或刀架箱體2旋轉前需自動檢測開關11的信號狀態:動齒盤17與定齒盤12處于何種關系,以免產生誤操作。
刀盤3種工作姿態的用法:刀盤在圖4所示的狀態下加工曲軸1右端主軸頸部位,為保證動態系統剛性,刀盤直徑會盡可能小,此時刀架箱體2與機床右端副主軸箱3干涉如圖4a。因此為實現一次裝卡完成曲軸各個部位加工,刀架箱體2需要旋轉180°,刀盤處于向右工作姿態4,即可實現加工需求。主機立柱5左側懸掛B軸刀架8,當B軸刀架8加工曲軸1右端軸頸時,外銑刀盤在Z軸方向會處于右主軸箱3上方。如刀盤位于右主軸箱上6狀態時,會致使立柱5過高,影響整體剛性,因此需刀盤處于刀盤面向下姿態7,便可解決此問題。當刀盤面向下時也可更換小直徑面銑刀,配合Y軸方向運動,實現平面的銑削加工。

1.5刀盤
如圖5所示,將刀盤體4外圓加工成鋸齒槽,每個槽內安裝一刀夾體5,采用鍵定位。刀片1負責右端面及徑向外圓加工,兩片錯開的刀片2負責徑向外圓加工,刀片3負責左端面及徑向外圓加工。
2 切削試驗
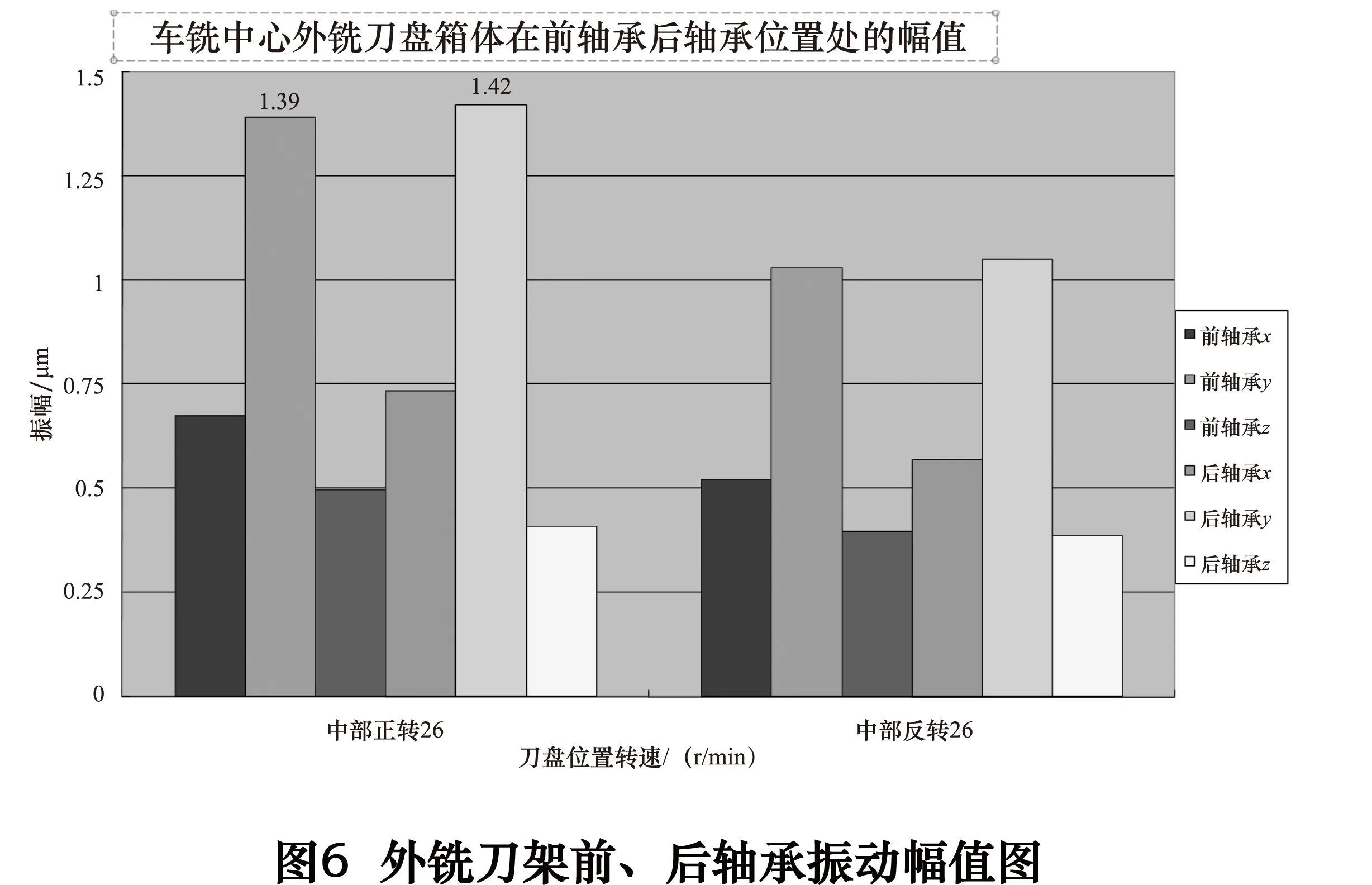
對首套外銑裝置進行切削試驗,以某用戶曲軸8N330加工為例,材質S44SY,硬度202HB,毛坯單邊余量22 mm。加工工藝確定如下參數:刀盤直徑1 400 mm、刀盤轉速26 r/min、單邊切深10 mm、車削主軸帶動曲軸轉速120 r/min,在曲軸的中部粗加工曲軸連桿頸,一側面和外圓為主要去除面。在圖3中軸承3和8處采集5組振動幅值數據,平均數據見圖6,可見本外銑裝置完全滿足粗加工需求。

對圖4中立柱5左側掛箱上B軸刀架8精加工工件的表面進行尺寸精度、形位工差檢測,均達到用戶在磨削前對曲軸狀態的要求。可見粗精加工在一臺設備上完成是完全可行的。
3 創新點
3.13種工作姿態
傳統的外銑刀盤僅有一個工作姿態,當出現圖4的干涉情況,只能將工件卸下、掉頭加工。本外銑裝置具有3種工作姿態,有效地解決了這一問題,且剛性完全滿足加工需求,可謂創新。
3.2結構緊湊的兩組齒盤
外銑刀架鎖緊齒盤組位于大直徑外圈,便于產生更大力矩,確保刀盤工作時高剛性。轉位齒盤組位于內圈。兩組齒盤互為聯動,是創新點,整體結構緊湊,成本低。
3.3大扭矩輸出
從表1和表2可見,本外銑裝置輸出扭矩大,是其它進口機床上不具備的。它賦予車銑復合加工中心更強大的功能,帶給曲軸加工工藝全新的變化,使粗精加工在一臺設備上得以實現,是實至名歸的創新。
4 結語
本文介紹的外銑裝置是一款全新的功能部件,整體結構緊湊,具有獨到的創新性、高的技術含量。本裝置應用在大型車銑復合加工中心上在國內已有多位重要客戶。它的成功,使應用本裝置的大型車銑復合加工中心提高了競爭力,打破了重點行業的大型、關鍵設備被國外機床壟斷的局面。應用它的機床價格是同類進口設備的2/3,為用戶節約了大量資金。同時可以使國家重點行業的重要零部件的加工更上一個臺階。本外銑裝置應用前景十分廣闊。
[1]黃超.車銑復合加工曲軸的研究[D].北京:北京交通大學,2013.
[2]鄒小堤,胡純.五軸聯動車銑復合制造工藝技術應用[J].武漢理工大學學報,2014(4):49-52.
[3]邵欽作.創新與突破—我國數控機床重大創新產品簡介[J].世界制造技術與裝備市場,2014(3):69-74.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Innovative milling device
GUO Xiuying
(Shenyang No.1 Machine Tool Works,Shenyang 110142,CHN)
Aimed at the problem of rough machining for the crankshaft of medium speed machine, introduce an innovative external milling device; the device displays innovation and high rigidity through discussing its technology, and aimed to promote the innovation of manufacture and enhance the independent brand.
external milling device; innovative; high rigidity; three kinds of working position
TH122
B
郭秀英,女,1964年生,設計員,研究方向為車銑復合加工中心、自動線。
(編輯汪藝)(2015-08-27)
160635
